一种隔离开关触头激光除锈系统及除锈方法与流程
1.本发明涉及除锈设备技术领域,更具体地说,特别涉及一种隔离开关触头激光除锈系统及除锈方法。
2.
背景技术:
3.生锈是一种常见的化学反应,金属材料腐蚀生锈在日常生活中最常见的一种状态。在腐蚀生锈时候,因为表面会发生化学反应,从而发生氧化反应,从而这会严重降低材料的硬度、强度及韧性一些力学性能,同时破坏材料的原有形状,增大磨损降低了光学和电学的物理性能,严重降低了使用寿命严重时候会发生爆炸或者火灾等灾难。
4.当前,除锈的方法有很多比如手工除锈法这是最古老也是最笨的除锈方法,这样除锈效率极低,操作环境恶劣,劳动强度大,一般只能除去疏松的铁锈和失效旧涂层,也不能除去所有的氧化皮;机械除锈法,用机械砂轮或除锈枪等工具用摩擦冲击的方法进行除锈处理,然而造成严重的环境污染;化学处理法,利用酸液与被清理金属表面的锈污发生化学反应,使之溶解在酸液内,另外酸与金属作用产生的氢气又使氧化皮机械脱落。这种方法适用于可将工件浸泡在溶液中一些设备,然而对于一些大型结构、设备的除锈,明显不适用;相较于传统除锈方法,激光清洗加工效率高,效果好,做到真正的不伤基材,但目前的激光除锈设备不能根据工件表面锈蚀程度进行除锈,除锈效率得不到提高,且也容易造成工件表面受到激光作用而损伤,影响除锈的质量。
5.
技术实现要素:
6.本发明的目的在于提供一种隔离开关触头激光除锈系统及除锈方法。
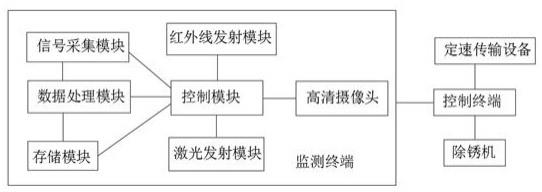
7.为了达到上述目的,本发明采用的技术方案如下:一种隔离开关触头激光除锈系统,包括,包括以下部件:除锈机、用于对开关触头进行除锈;定速传输设备,用于设置规定速度移动开关触头,定速传输设备安装在除锈机的激光端下方位置;监测终端、用于对开关触头进行图像识别,根据识别后的信息生成控制参数数据;控制终端、用于接收检测终端发送的控制参数数据而控制除锈机的激光除锈输出功率和定速传输设备的传输速度,使除锈机对开关触头进行除锈操作。
8.可选地,所述监测终端包括高清摄像头、激光发射模块、红外线发射模块、信号采集模块、数据处理模块和存储模块;存储模块中存储有开关触头不同厚度绣体分区的光谱图像特征,不同厚度绣体分区光谱图像特征对应的不同控制参数数据;高清摄像头用于对开关触头进行拍摄,拍摄后的图像数据被信号采集模块采集;
红外线发射模块用于向开关触头表面发射红外线,根据红外线返回时间得出开关触头表面绣体的厚度;信号采集模块用于采集开关触头绣体厚度数据及由图像数据识别得出的绣体长度数据;数据处理模块根据绣体厚度数据和绣体长度数据从存储模块中提取出相应除锈机控制参数数据,该控制参数数据被控制终端接收。
9.可选地,所述数据处理模块包括识别模块和信号转换模块,所述识别模块用于将绣体厚度数据生成生锈程度分区,将该生锈程度分区与存储模块中光谱图像特征进行对比,并提取出最接近的光谱图像特征对应的控制参数数据,所述信号转换模块将控制参数数据转换成相应的,当生锈程度分区中绣体厚度越厚则激光除锈的输出功率越大,当绣体长度数据中绣体长度越长则激光除锈时间相应变长。
10.可选地,所述除锈机为便携式激光除锈机或自动化激光清洗工作站。
11.可选地,所述定速传输设备为传输带。
12.根据上述任一部件的除锈方法,包括以下步骤:a、首先确定隔离开关触头生锈的外形尺寸、厚度、位置;b、确定开关触头的基本外形尺寸后选择适合的激光除锈机进行表面除锈;c、确定好除锈机之后对不同型号的开关触头进行位置排版,确定好开关触头在定速传输设备上合理的摆放位置;d、通过激光除锈机通过检测终端对开关触头的图像识别,通过获得识别后的基本信息设置激光除锈功率用来对应开关触头移动速度和位置变化;e、激光除锈的控制终端根据识别信号控制激光的输出功率在完成一面的生锈分区的时候在进入下一个除锈分区,完成整体开关触头的除锈工作。
13.可选地,所述步骤d的具体步骤为:检测终端识别出开关触头的绣体厚度数据和绣体长度数据,通过绣体厚度数据和绣体长度数据确定相应除锈机控制参数数据,然后通过除锈机控制参数数据控制除锈机的激光除锈输出功率和定速传输设备的传输速度,使除锈机对开关触头进行除锈操作。
14.可选地,所述步骤e中除锈分区由绣体厚度数据进行确定,生锈程度分区中绣体厚度越厚则激光除锈的输出功率越大。
15.与现有技术相比,本发明的优点在于:本发明检测终端对开关触头的图像识别,通过获得识别后的基本信息设置激光除锈功率用来对应开关触头移动速度和位置变化,激光机输出合适输出功率且定速传输设备提供合适移动速度,能够使激光除锈机能够以不同输出功率对不同锈蚀区进行除锈,提高了除锈的效率,避免了出现二次表面处理工作,既减少了重复工作也提高了效率节约成本,也降低开关触头表面受到的损伤,提高了除锈的精度和质量。
16.附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本
发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
18.图1是本发明一种隔离开关触头激光除锈系统的框架图;图2是本发明一种隔离开关触头激光除锈方法的流程图。
19.具体实施方式
20.下面结合附图对本发明的优选实施例进行详细阐述,以使本发明的优点和特征能更易于被本领域技术人员理解,从而对本发明的保护范围做出更为清楚明确的界定。
21.实施例一参阅图1所示,本发明提供一种隔离开关触头激光除锈系统,包括,包括以下部件:除锈机、用于对开关触头进行除锈;定速传输设备,用于设置规定速度移动开关触头,定速传输设备安装在除锈机的激光端下方位置;监测终端、用于对开关触头进行图像识别,根据识别后的信息生成控制参数数据;控制终端、用于接收检测终端发送的控制参数数据而控制除锈机的激光除锈输出功率和定速传输设备的传输速度,使除锈机对开关触头进行除锈操作,除锈机为便携式激光除锈机或自动化激光清洗工作站,定速传输设备为传输带,能够进行速度设置。
22.激光除锈机还可采用rqm激光除锈机,其功率在20
‑
1500w之间,用于工业产品的除漆和对高值零组件的清洗,对不同精度要求的除锈构件可选择不同功率的除锈机进行除锈可适用于大型装配触头;对于高空中隔开开关触头除锈可选择背包式或者便携式的激光清洗机用来除锈,对于单零件触头可以使用hl
‑
mf型号的除锈机,可适用于大工作量触头的除锈工作。
23.实施例二本实施例中,监测终端包括高清摄像头、激光发射模块、红外线发射模块、信号采集模块、数据处理模块和存储模块;存储模块中存储有开关触头不同厚度绣体分区的光谱图像特征,不同厚度绣体分区光谱图像特征对应的不同控制参数数据;高清摄像头用于对开关触头进行拍摄,拍摄后的图像数据被信号采集模块采集,拍摄的图像主要目的是采集开关触头表面的绣体的长度,也可采集绣体的颜色,根据颜色深浅可以判断开关触头的锈蚀程度;红外线发射模块用于向开关触头表面发射红外线,根据红外线返回时间得出开关触头表面绣体的厚度,具体测算方法为:红外线发射模块首先测出开关触头没腐蚀部位的返回时间,然后红外线发射模块测出锈蚀部位的返回时间,两者相扣,通过算法即可得出腐蚀部位的生锈厚度,生锈越厚则代表锈蚀程度越高;信号采集模块用于采集开关触头绣体厚度数据及由图像数据识别得出的绣体长度数据;数据处理模块根据绣体厚度数据和绣体长度数据从存储模块中提取出相应除锈机控制参数数据,该控制参数数据被控制终端接收。
24.实施例三
本实施例中,数据处理模块包括识别模块和信号转换模块,识别模块用于将绣体厚度数据生成生锈程度分区,将该生锈程度分区与存储模块中光谱图像特征进行对比,并提取出最接近的光谱图像特征对应的控制参数数据,信号转换模块将控制参数数据转换成相应的,当生锈程度分区中绣体厚度越厚则激光除锈的输出功率越大,能够精准的对开关触头表面不同程度锈蚀部位进行清理,提高了除锈的效率,当绣体长度数据中绣体长度越长则激光除锈时间相应变长,避免激光对没有锈蚀的部位进行清理,避免开关触头收到损伤,提高了除锈的效果和质量。
25.以上各种控制部件均可通过plc进行控制,plc为现有技术中常见装置。
26.根据上述述部件的除锈方法,包括以下步骤:参阅图2所示,a、首先确定隔离开关触头生锈的外形尺寸、厚度、位置;b、确定开关触头的基本外形尺寸后选择适合的激光除锈机进行表面除锈;c、确定好除锈机之后对不同型号的开关触头进行位置排版,确定好开关触头在定速传输设备上合理的摆放位置;d、激光除锈机通过检测终端对开关触头的图像识别,通过获得识别后的基本信息设置激光除锈功率用来对应开关触头移动速度和位置变化;e、激光除锈的控制终端根据识别信号控制激光的输出功率在完成一面的生锈分区的时候在进入下一个除锈分区,完成整体开关触头的除锈工作。
27.步骤d的具体步骤为:检测终端识别出开关触头的绣体厚度数据和绣体长度数据,通过绣体厚度数据和绣体长度数据确定相应除锈机控制参数数据,然后通过除锈机控制参数数据控制除锈机的激光除锈输出功率和定速传输设备的传输速度,使除锈机对开关触头进行除锈操作。
28.步骤e中除锈分区由绣体厚度数据进行确定,生锈程度分区中绣体厚度越厚则激光除锈的输出功率越大。
29.虽然结合附图描述了本发明的实施方式,但是专利所有者可以在所附权利要求的范围之内做出各种变形或修改,只要不超过本发明的权利要求所描述的保护范围,都应当在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1