一种高强度铝合金焊丝制备工艺的制作方法
1.本发明涉及铝合金焊丝加工技术领域,具体而言,涉及一种高品质高强度铝合金焊丝的制备工艺。
背景技术:
2.当前铝合金材料在汽车轻量化、轨道交通、船舶等领域的应用日益广泛,同时铝合金结构件之间的焊接也普遍采用自动化焊接技术。这就对焊丝的质量品质提出了更高的要求,一方面要保证焊缝的强度,减少或避免焊缝中出现裂纹纹、夹杂及气孔等缺陷;另一方面也要求焊丝具有良好的表面质量和刚度,确保送丝顺利。
3.目前我国使用非常广泛的适用于自动化焊接的高强度铝合金焊丝主要依赖进口,国内生产高强度铝合金焊丝方面仍处在起步阶段,制备工艺尚不成熟。
4.国内生产高品质铝合金焊丝主要有两种工艺手段:铸造
‑
挤压工艺和连铸连轧工艺,其中铸造
‑
挤压工艺相对比较成熟,但是在生产大盘长焊丝时效率极低、能耗成本高;连铸连轧工艺主要用于生产中低强度铝合金焊丝,在生产高强度铝合金焊丝时存在轧制成形困难、拉拔断线、表面质量差等问题,难以实现稳定制备高品质铝合金焊丝的要求。究其原因,铝合金焊丝的性能和质量取决于铝合金熔体的冶炼和净化技术水平,同时也取决于铝合金焊丝的成形加工和表面处理工艺。但目前国内现有工艺水平有限,所制备的铝合金焊丝氢含量和夹杂含量较高,市场上的众多铝合金焊丝很难满足科技发展对其性能的要求。
5.鉴于此,特提出本发明。
技术实现要素:
6.本发明的目的在于提供一种高强度铝合金焊丝及其制备方法,利用该制备方法得到的高强度铝合金焊丝力学性能稳定、组织均匀致密、表面质量高,适用于自动化焊接工艺。
7.为解决上述技术问题,本发明采用的技术方案如下:
8.一种高强度铝合金焊丝的制备工艺,包括:铝液熔炼、炉内精炼、在线精炼、连续铸造、连续轧制、焊丝拉拔、刮削、超声波清洗和真空包装;具体步骤如下:
9.(1)铝液熔炼:向熔炼炉中加入纯度≥99.7%铝锭、铝铁合金、铝锰合金、铝铬合金、铝钛合金,加热熔化后进行搅拌、扒渣,将定量的金属镁锭放入专用不锈钢框中,然后将不锈钢框没入到铝液内部进行搅拌,使镁锭完全熔化;待炉料全部熔化后进行充分搅拌,使熔体温度和合金成分均匀;
10.(2)炉内精炼:将熔炼炉中的熔体转注至保温炉,利用移动式旋转喷吹装置向炉内喷入高纯氮气和颗粒精炼剂对熔体进行精炼处理,随后将熔体表面浮渣扒除,控制熔体中氢含量<0.3ml/100g,在熔体表面均匀撒上一层无钠覆盖剂,保温静置;
11.(3)在线精炼:通过流槽从保温炉对熔体进行放流,采用双室双转子旋转喷吹式除气箱对熔体进行在线除气,以95%n2+5%cl2混合气体为除气介质,转子转速为400~500r/
min,经过在线除气处理后的熔体中氢含量≤0.1ml/100g,采用电磁过滤装置对熔体进行在线过滤,以有效去除熔体内粒径大于1μm的夹杂物,去除率为90%以上;
12.(4)连续铸造:熔体通过流槽流入浇铸系统,采用轮式结晶器对熔体进行连续铸造,所述轮式结晶器具有分区独立冷却系统,熔体在轮式结晶器内冷却,凝固形成铸坯;
13.(5)连续轧制:对铸坯进行在线铣面以去除表面氧化皮,采用感应加热装置对铸坯进行在线加热,铸坯进入辊轧机中进行连续轧制,控制入轧温度在515~525℃,得到直径为9~12mm的铝合金杆,采用在线冷却水对铝合金杆进行冷却,采用全自动收线装置进行收卷;
14.(6)焊丝拉拔:对铝合金杆进行多道次单模拉拔、退火处理及多模连续拉拔,得到铝合金焊丝;
15.(7)刮削:采用刮削模具对拉拔后的铝合金焊丝进行单道次刮削处理;
16.(8)超声波清洗:对刮削后的铝合金焊丝进行超声波清洗,将超声清洗后的铝合金焊丝放入烘箱中,用热风烘干;
17.(9)真空包装:将铝合金焊丝进行真空包装。
18.优选地,所述步骤(1)中,向熔炼炉中加入纯度为99.7%铝锭、铝硅合金、铝锰合金、铝铬合金、铝锆合金,加热熔化后进行搅拌、扒渣,再将金属镁锭放入专用不锈钢框中,然后将不锈钢框没入到铝液内部进行搅拌,使镁锭完全熔化,待炉料全部熔化后进行充分搅拌,使熔体温度和成分均匀。
19.优选地,所述步骤(2)中,所述保温炉为倾动式保温炉;在向熔体内喷入高纯氮气和颗粒精炼剂对熔体进行精炼,喷气时间为10~15分钟,熔体保温静置的温度为720~740℃,静置时间为30~60min。
20.优选地,在进行浇铸之前,在流槽中在线添加铝钛硼杆对熔体进行晶粒细化。
21.优选地,所述步骤(4)中,通过液位自动控制系统控制浇铸液面高度,确保铸造过程稳定性,分区冷却系统通过电磁流量计控制每个冷却区的冷却水流量和压力。
22.优选地,所述步骤(4)中,铸坯截面积为3000mm2,铸造温度700~720℃、铸造速度8~12m/min、冷却水温度15~40℃、冷却水总压0.35~0.5mpa。
23.优选地,所述步骤(5)中,所述感应加热装置为中频感应加热装置或高频感应加热装置。
24.优选地,所述(6)中,对铝合金杆进行5~10道次单模拉拔,在两道次单模拉拔之间对铝合金杆进行退火处理,退火温度为390~400℃,保温1~3h,共进行2~3次退火,对铝合金杆进行5~10道次多模连续拉拔,最后得到直径为1.6~1.65mm的铝合金焊丝;拉拔模具采用钨钢模,最后道次拉拔尺寸公差≤
±
0.01mm。
25.优选地,所述步骤(7)中,采用钨钢刮削模具进行单道次刮削处理,去除焊丝表面的氧化层、疲劳层和油脂,得到光滑表面,刮削厚度为0.01~0.03mm,刮削速度为10~12m/min。
26.优选地,所述步骤(8)中,超声波频率25~30khz,清洗水温40~50℃。
27.优选地,所述高强度铝合金焊丝包括按质量百分比计的下述组分:fe0.1~0.25%,si≤0.1%,mg 4.3~4.8%,mn 0.6~0.8%,cr 0.1~0.2%,zn≤0.25%,cu≤0.1%,ti0.05~0.15%,其余为al和不可避免的其它杂质元素,不可避免的杂质元素中每
种元素的含量均≤0.05%,不可避免的其它杂质元素的总量≤0.15%。
28.本发明还提供一种铝合金焊丝,根据上述高强度铝合金焊丝的制备工艺的制备得到。
29.本发明具有以下有益效果:
30.本发明公开了一种高强度铝合金焊丝及其制备方法,该制备方法包括:铝液熔炼、炉内精炼、在线精炼、连续铸造、连续轧制、焊丝拉拔、刮削、超声波清洗和真空包装;通过在线精炼过程控制铝液中氢含量≤0.1ml/100g,通过电磁过滤装置在线过滤,有效去除铝液中尺寸1μm以上夹杂,去除率在90%以上,改善了拉拔过程的断丝问题,可以极大的改善材料内部组织结构,消除潜在的裂纹源,消除合金钠脆现象,减少焊缝中夹杂和气孔缺陷的形成,大幅提高了铝液的纯净度,确保合金内部组织均匀致密,通过液位自动控制系统控制浇铸液面高度,结晶轮采用分区独立冷却系统,确保铸造过程稳定性,改善了铸态合金的冶金组织,利用该方法制备的高强度铝合金焊丝力学性能稳定、组织均匀致密、表面质量高,适用于自动化焊接工艺,焊缝具有良好的凝固组织和机械性能。
附图说明
31.为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
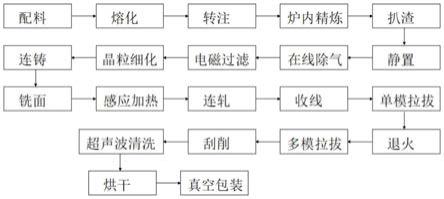
32.图1为本发明一种高强度铝合金焊丝制备工艺的工艺流程图。
具体实施方式
33.为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
34.本发明提供的高强度铝合金焊丝的制备方法,可广泛应用于自动送丝焊接用的铝镁高强度铝合金焊丝的制备,尤其适用于以下高强度铝合金焊丝,按质量百分比计具有下述组分:fe 0.1~0.25%,si≤0.1%,mg 4.3~4.8%,mn 0.6~0.8%,cr 0.1~0.2%,zn≤0.25%,cu ≤0.1%,ti 0.05~0.15%,其余为al和不可避免的其它杂质元素,不可避免的杂质元素中每种元素的含量均≤0.05%,不可避免的其它杂质元素的总量≤0.15%。
35.请参阅图1,本方案具体步骤如下:
36.(1)铝液熔炼:向熔炼炉中加入纯度为99.7%铝锭、铝铁合金、铝锰合金、铝铬合金、铝钛合金,加热熔化后进行搅拌、扒渣,将定量的金属镁锭放入专用不锈钢框中,然后将不锈钢框没入到铝液内部进行搅拌,使镁锭完全熔化;待炉料全部熔化后进行充分搅拌,使熔体温度和合金成分均匀。
37.(2)炉内精炼:将熔炼炉中的熔体转注至倾动式保温炉,利用移动式旋转喷吹装置、以高纯氮气为除气介质配合无钠颗粒精炼剂对炉内熔体进行处理,时间为10~15分钟,随后将铝熔体表面浮渣彻底扒净;经过炉内除气精炼后,熔体中氢含量可以控制在0.3ml/
100g以内,采用无钠覆盖剂对处理好的熔体进行保护,防止重新吸气和氧化烧损,调整温度至720~740℃静置处理40分钟。
38.(3)在线精炼:进入浇铸流程后,熔体要经过在线精炼进一步提高纯净度;在线精炼包括在线除气和过滤除杂两个部分,采用双室双转子旋转喷吹除气箱在线除气,以95%n2+5%cl2混合气体为除气介质,喷嘴转速为400~500r/min,经过处理后的熔体中氢含量≤0.1ml/100g,同时改善合金钠脆倾向;在线过滤采用电磁过滤装置,该电磁过滤系统配有100kw、10khz的igbt中频感应电源,输入电压ac380v/50hz,额定输入电流150a。
39.(4)连续铸造:在进行浇铸之前,在流槽中在线添加铝钛硼杆对熔体进行晶粒细化;通过液位自动控制系统控制浇铸液面高度,确保铸造过程稳定性。连续铸造采用轮式结晶器,结晶轮冷却系统采用分区独立冷却,通过电磁流量计控制每个区冷却水流量和压力。连续铸造参数为:铸坯截面积为3000mm2,铸造温度700~720℃、铸造速度8~12m/min、冷却水温度15~40℃、冷却水总压0.35~0.5mpa。
40.(5)连续轧制:铸坯出来后,进行在线铣面以去除表面氧化皮;采用中频感应加热装置对铸坯进行在线加热,控制入轧温度在515~525℃;通过导入装置将连铸坯导入连轧机组,轧制后得到直径为9~12mm的铝合金杆材;轧后采用在线冷却水对铝合金杆进行冷却,采用全自动收线装置进行收卷。
41.具体地,感应加热装置优选是中频感应加热装置,采用高频感应加热装置通过调整功率和牵引速度也可以达到类似效果。
42.(6)焊丝拉拔:对铝合金杆进行单模拉拔,道次变形率为12~18%,道次之间配合中间退火处理,消除加工硬化效应,改善加工塑性。退火工艺为390℃~400℃,保温1.5h。当直径达到4.2~4.6mm时,在大拉机上进行多模连续拉拔,道次变形率10~15%,最后直径为1.6~1.65mm。拉拔模具采用钨钢模,最后道次拉拔尺寸公差≤
±
0.01mm。
43.(7)刮削:采用钨钢刮削模具对拉拔后的焊丝进行次刮削处理,去除焊丝表面的氧化层、疲劳层和油脂,得到光滑表面。
44.(8)超声波清洗:对刮削后的铝合金焊丝进行超声波清洗,去除焊丝表面的铝屑和残留油脂,将清洗后的焊丝放入烘箱中,用热风烘干。
45.(9)真空包装:将成品高强度铝合金焊丝进行真空包装,有利于焊丝长期保存,防止焊丝受潮和表层氧化腐蚀。
46.以下结合实施例对本发明的特征和性能作进一步的详细描述。
47.实施例1
48.第一步:向熔炼炉中加入纯度为99.7%铝锭、铝铁合金、铝锰合金、铝铬合金、铝钛合金,熔化后向铝液中加入金属镁锭;炉料全部熔化后充分搅拌、扒渣;
49.第二步:将铝液转注至倾动式保温炉,利用移动式旋转喷吹装置、以高纯氮气为除气介质配合无钠颗粒精炼剂进行处理,时间为10分钟,处理后的熔体氢含量为0.29ml/100g,将铝熔体表面浮渣彻底扒净,加入无钠覆盖剂对熔体进行保护,防止重新吸气和氧化烧损,调整温度至730℃,静置40分钟;
50.第三步:通过流槽从保温炉对熔体进行放流,进入浇铸流程后对熔体在线精炼,在线除气采用双室双转子旋转喷吹除气箱,以95%n2+5%cl2混合气体为除气介质,喷嘴转速为470r/min,经过处理后的熔体中氢含量为0.09ml/100g;采用电磁过滤装置对熔体进行处
理,igbt中频感应电源功率为100kw、频率为10khz。
51.第四步:通过在线添加铝钛硼杆进行晶粒细化处理;熔体由下浇包水平浇入轮式结晶器中,进行连续铸造,铸坯截面积为3000mm2,铸造温度为710℃、铸造速度9m/min、冷却水温度25℃、冷却水压0.37mpa。
52.第五步:铸坯进行在线铣面以去除表面氧化皮,采用中频感应加热装置对铸坯加热,控制入轧温度522℃;轧制后得到直径为10mm的铝合金杆材,采用在线冷却水对铝合金杆进行冷却,采用全自动收线装置进行收卷。
53.第六步:对铝合金杆进行单模拉拔,道次拉拔工艺依次为:10mm
‑
8.2mm
‑
6.8mm
‑
5.5mm
‑
4.5mm,分别在6.8mm和4.5mm道次拉拔之前进行退火处理,退火工艺为395℃,保温1.5h;多模连续拉拔在大拉机上进行,拉拔工艺:4.5mm
‑
3.8mm
‑
3.2mm
‑
2.7mm
‑
2.3mm
‑
2.0mm
‑
1.8mm
‑
1.65mm。
54.第七步:采用钨钢刮削模具对拉拔后的焊丝进行单道次刮削处理,刮削厚度0.02mm,刮削速度为10m/min。
55.第八步:对刮削后的焊丝进行超声波清洗,超声波频率30khz,清洗水温45℃。将清洗后的焊丝放入烘箱中,用热风烘干,进行真空包装。
56.经分析检测,本实施例制备的铝合金焊丝成分为:fe 0.15%,si 0.06%,mg 4.45%,mn 0.77%,cr 0.18%,zn 0.05%,cu 0.04%,ti 0.12%,其他不可避免的杂质元素中每种元素的含量均≤0.05%,总量≤0.15%。所得焊丝抗拉强度为465mpa、延伸率为7.5%。
57.实施例2
58.第一步:向熔炼炉中加入纯度为99.7%铝锭、铝铁合金、铝锰合金、铝铬合金、金属锌锭、铝钛合金,熔化后向铝液中加入金属镁锭;待炉料全部熔化后进行充分搅拌、扒渣;
59.第二步:将铝液转注至倾动式保温炉,利用移动式旋转喷吹装置、以高纯氮气为除气介质配合无钠颗粒精炼剂进行处理,时间为10分钟,处理后的熔体氢含量为0.28ml/100g。将铝熔体表面浮渣彻底扒净,加入无钠覆盖剂对熔体进行保护,防止重新吸气和氧化烧损,调整温度至725℃,静置40分钟;
60.第三步:过流槽从保温炉对熔体进行放流,进入浇铸流程后对熔体在线精炼,在线除气采用双室双转子旋转喷吹除气箱,以95%n2+5%cl2混合气体为除气介质,喷嘴转速为470r/min,经过处理后的熔体中氢含量为0.092ml/100g。采用电磁过滤装置对熔体进行处理,igbt中频感应电源功率为100kw、频率为10khz。
61.第四步:通过在线添加铝钛硼杆进行晶粒细化处理;熔体由下浇包水平浇入轮式结晶器中,进行连续铸造,铸坯截面积为3000mm2,铸造温度为710℃、铸造速度9m/min、冷却水温度25℃、冷却水压0.37mpa。
62.第五步:对铸坯进行在线铣面以去除表面氧化皮,采用中频感应加热装置对铸坯加热,控制入轧温度517℃,轧制后得到直径为10mm的铝合金杆材,采用在线冷却水对铝合金杆进行冷却,采用全自动收线装置进行收卷。
63.第六步:对铝合金杆进行单模拉拔,道次拉拔工艺依次为:10mm
‑
8.2mm
‑
6.8mm
‑
5.5mm
‑
4.5mm,分别在6.8mm和4.5mm时进行退火处理,退火工艺为395℃,保温1.5h。多模连续拉拔在大拉机上进行,拉拔工艺:4.5mm
‑
3.8mm
‑
3.2mm
‑
2.7mm
‑
2.3mm
‑
2.0mm
‑
1.8mm
‑
1.65mm。
64.第七步:采用钨钢刮削模具对拉拔后的焊丝进行单道次刮削处理,刮削厚度0.02mm,刮削速度为10m/min。
65.第八步:对刮削后的焊丝进行超声波清洗,超声波频率30khz,清洗水温45℃。将清洗后的焊丝放入烘箱中,用热风烘干,进行真空包装。
66.经分析检测,本实施例制备的铝合金焊丝成分为:fe 0.18%,si 0.05%,mg 4.7%,mn 0.68%,cr 0.15%,zn 0.2%,cu 0.02%,ti 0.13%,其他不可避免的杂质元素每种元素含量均≤0.05%,总量≤0.15%。所得焊丝抗拉强度为483mpa、延伸率为6.7%。
67.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1