蓄电体注液口的密封方法与流程
蓄电体注液口的密封方法
关联申请本技术主张2020年8月19日提出申请的日本专利申请特愿2020-138936的优先权,并将其整体通过参照而引用作为本技术的一部分。
技术领域
1.本发明涉及一种使用储能式焊接机的如二次电池、电解电容器那样的蓄电体的电解液注液口的密封方法。
背景技术:
2.已知现有技术如图7a所示那样,在例如锂离子电池(二次电池)那样的蓄电体30中,将缠绕未图示的正极、负极以及它们之间夹着的隔离物而成的结构收纳在容器31内,从设置于容器31的注液口35向容器31内注入电解液之后密封注液口35。电解电容器那样的蓄电体也同样地具有从注液口向容器内注入电解液之后密封注液口的结构。
3.容器31例如呈方筒形状,并在上表面的平板状的封口板32上设置有正极端子33和负极端子34,注液口35在正极端子33与负极端子34之间开口。如图7b所示,注液口35被盖体36堵塞并进行密封焊接。
4.在这种情况下,例如公知有利用激光对二次电池的注液口进行密封焊接的技术(例如专利文献1)。现有技术文献专利文献
5.专利文献1:日本特开2013-171801号公报
技术实现要素:
(一)要解决的技术问题
6.但是,如果利用激光进行密封焊接,则如图8所示那样,焊接部位38(图9)下方的容器31内封入的电解液37会由于焊接时的加热而被加热,有可能导致所收纳的隔离物发生变形等而损害功能。另外,如图9所示那样,虽然为了堵塞注液口35的孔而对盖体36进行整周焊接,但是如果在焊接部位38存在小孔则成为不合格品。
7.为了解决上述问题,本发明目的在于提供一种蓄电体注液口的密封方法,其使用具有大容量的储能电力的储能式焊接机进行电阻焊接来,能够通过稳定的焊接来减小热影响,从而减少不合格品的产生。(二)技术方案
8.本发明的蓄电体注液口的密封方法使用储能式焊接机,该储能式焊接机具有由多个储能部件构成的储能部,并使各储能部件单独地充放电,使性能存在偏差的所述储能部件的电压稳定化,并通过利用由该稳定的设定电压及电流构成的电力进行通电,从而一边在焊接电极之间对被焊接物加压一边进行电阻焊接,
被封入电解液的蓄电体的封液口是被焊接物,在该封液口的贯穿孔上预先进行打磨加工而制成孔缘立起的突起,在所述突起上安置作为盖体的球体,在所述突起与所述球体之间进行电阻焊接来进行密封。
9.根据该结构,使用具有大容量的储能电力的储能式焊接机,利用即使在大容量储能部件的性能存在偏差的情况下也会稳定的设定电压及大电流所构成的大容量电力进行通电,从而对在蓄电体的封液口上预先通过打磨加工制成的突起与盖体即球体之间进行电阻焊接,因此使得电流集中于突起而使焊接稳定,从而能够利用短时间且大电流的电阻焊接来减小热影响,从而减少不合格品的产生。
10.在本发明的一个实施方式中,可以是,所述储能式焊接机具备:单独充电电路,其使所述多个储能部件单独充电;单独放电电路,其使各储能部件单独放电;电压监测电路,其对各储能部件的电压单独地进行监测;单独电压稳定化控制部,其进行如下控制:对性能存在偏差的储能部件进一步单独充电,使该储能部件的电压稳定并获得设定电压;以及输出电路,其输出如下的电力而使所述焊接电极之间通电,所述电力由所述储能部中的通过单独充电而稳定的设定电压、和基于单独放电的电流构成。
11.根据该结构,储能式焊接机对各储能部件的电压单独地进行监测,并通过单独充电及单独放电而在各储能部件中细分化地进行充电及放电,因此容易与设定电压相匹配而能够减小设定电压的误差,并且能够提高效率、缩短充放电时间。另外,对存在偏差的储能部件进一步单独充电而使各电压稳定,因此能够高效地应对储能部件的偏差。而且,能够通过单独放电而使大容量的储能电力高速地放电,因此能够提高生产效率。由此,能够应对多个储能部件中的性能偏差,并且使焊接时的设定电压及大电流的大容量电力高效地输出,能够使电阻焊接高速化,提高生产效率。
12.在本发明中,可以是,所述蓄电体是二次电池或电解电容器。在这种情况下,进一步提高了使对电解液的热影响减小的效果。
13.另外,在本发明中,可以是,所述电阻焊接在所述突起的周状前端、和与其相接的所述球体的周面之间焊接成环状。在这种情况下,能够使焊接更加稳定。
14.在权利要求书和/或说明书和/或附图中公开的至少两结构的任意组合均包含于本发明。尤其是权利要求书的各权利要求的两个以上的任意组合均包含于本发明。
附图说明
15.通过参考附图对以下优选的实施方式进行说明,可更加清楚地理解本发明。但是,实施方式和附图仅用于图示和说明,不应用于限定本发明的范围。本发明的范围由所附的权利要求书确定。附图的各图中的相同附图标记表示相同或相当的部分。图1是表示本发明一实施方式的蓄电体注液口的密封方法使用的储能式焊接机的概要结构图。图2是将图1的一部分具体地示出的电路图。图3是表示电阻焊接的操作的说明图。图4是表示单独电压稳定化的操作的示意图。图5是表示本发明一实施方式的蓄电体注液口的密封方法的概要立体图。
图6a是表示图5的蓄电体注液口的密封方法的侧视图,图6b是其局部放大图。图7a是表示现有的蓄电体注液口的密封方法的立体图。图7b是将图7a的一部分放大表示的立体图。图8是图7a的侧视图。图9是表示现有的蓄电体注液口的密封方法的侧视图。附图标记说明1-储能式焊接机;2-储能部;3-控制装置;4-ac输入电源;5-单独充电电路;6-单独放电电路;7-单独电压监测电路;8-输出电路;10-单独电压稳定化控制部;11、12-焊接电极;15、27-焊点(合金层);20-封口板;21-封液口;22-突起;23-球体;25-主焊接电极;26-副焊接电极;c-大容量储能部件;w-被焊接物。
具体实施方式
16.以下参照附图对本发明的实施方式进行说明。图1是表示本发明一实施方式的蓄电体注液口的密封方法使用的储能式焊接机(以下简称为“焊接机”)1的概要结构图。焊接机1具有由多个大容量的储能部件c构成的储能部2,并通过利用大容量电力进行通电一边在焊接电极之间对被焊接物w加压一边进行电阻焊接,该焊接机1适用于各储能部件c的性能存在偏差时的电阻焊接、或者是需要进行短时间且大电流的通电、使生产工序高速化等的电阻焊接。
17.焊接机1具备:例如ac200v的输入电源4、对多个储能部件c单独地进行充电的单独充电电路5、使各储能部件c单独地放电的单独放电电路6、对各储能部件c的电压单独地进行监测的单独电压监测电路7、输出电路8以及控制装置3。控制装置3除了对焊接机1整体进行控制以外,还进行与被焊接物w的种类相应的电阻焊接所需的大容量电力的电压值及电流值的设定、焊接电极11、12之间的加压控制等。
18.控制装置3具有单独电压稳定化控制部10。单独电压稳定化控制部10进行如下控制:对存在偏差的储能部件进一步单独充电,使该储能部件的电压稳定并获得设定电压。输出电路8利用储能部2中的通过单独充电而稳定的设定电压、和基于单独放电的大电流来输出大容量电力,使焊接电极11、12之间通电。
19.图2是将图1的一部分具体地示出的电路图。储能部件c例如是双电层电容器。多个储能部件c串联及并联地连接而构成储能部2。
20.对储能部2进行充电的单独充电电路5对应于各储能部件c而具备第一单元cu1~第n单元cun。使储能部2放电的单独放电电路6对应于各储能部件c而具备第一单元du1~第n单元dun。单独充电电路5能够针对各储能部件c以电压可变的方式设定为例如0~2.5v。单独放电电路6分别对应于各储能部件c而具有放电单元6a,该放电单元6a具有fet(field effect transistor:场效应晶体管)那样的开关。作为单独电压监测电路7的a/d输入的第一单元mu1~第n单元mun分别连接在单独充电电路5的第一单元cu1~第n单元cun与各储能部件c之间。输出电路8具有输出单元8a,该输出单元8a具有fet那样的开关,输出电路8根据来自控制装置3的未图示的输出信号而输出大容量电力。
21.当焊接电极11、12与被焊接物w的金属材料w1、w2抵接并一边加压一边通电时,焊接电流a从上侧的焊接电极11起通过了金属材料w1、w2而朝向下侧的焊接电极12流动。利用
该通电,如图3所示那样,在金属材料w1与w2之间利用电阻发热而形成焊点(合金层)15,从而通过熔融接合进行电阻焊接。
22.在该电阻焊接中,使用了具有大容量的储能部2的大容量电力,因此在短时间的通电时间中电压降低较小,能够保持通电时间中的设定电压及大电流。在保持了与该被焊接物w相应的设定电压及大电流的状态下,形成焊点(合金层)15来进行熔融接合,从而在短时间内以大电流来进行电阻焊接,因此能够高效地进行焊接,并且不易对被焊接物w造成热影响。
23.焊接机1在每次实施电阻焊接时都利用单独电压监测电路7对各储能部件c的电压单独地进行监测,并利用单独充电电路5及单独放电电路6进行单独充电及单独放电,从而在各储能部件c中细分化地进行充电及放电。因此,容易与设定电压相匹配而减小设定电压的误差。另外,也能够提高效率,缩短充放电时间。
24.而且,利用单独电压稳定化控制部10进行如下控制:通过单独电压监测电路7对所述单独地充电的各储能部件c的电压分别进行监测,并对其中因性能偏差而充电电压不足的储能部件c进一步单独充电来消除不足量,使该储能部件的电压稳定并获得设定电压。
25.如图4的示意图所示,例如在10个储能部件c1~c10中的c2、c5、c8这3个存在性能偏差的情况下,没有偏差的7个储能部件c1、c3~c4、c6~c7、c9~c10的电压达到设定值而结束充电,仅对因偏差而电压不足的各储能部件c2、c5、c8集中地持续以短时间进行充电。由此,即使存在偏差,也能够使电压以较短的充电时间达到设定值且稳定,并消除偏差,因此能够进一步提高生产效率。
26.单独放电电路6使储能部2的各储能部件c单独地放电,从而能够抑制各储能部件c之间的电流潜泄来保持大电流,并且能够使大容量的储能电力高速地放电,大幅地缩短放电时间,因此能够提高生产效率。另外,与以往通过储能部全体进行放电的方式相比,能够大幅地缩短放电时间。
27.这样,在焊接机1中对应于被焊接物w,利用单独电压监测电路7对各储能部件c的电压单独地进行监测,通过利用单独充电电路5进行的单独充电以及利用单独放电电路6进行的单独放电,从而在各储能部件c中细分化地进行充电及放电,并且利用单独电压稳定化控制部10对性能存在偏差的储能部件c进一步单独充电而使各电压稳定。由此,各电路的动作相互协同,能够应对多个储能部件的偏差,并且使焊接时的设定电压及大电流的大容量电力高效地输出。其结果为,能够使电阻焊接的生产工序高速化,提高生产效率。因此,在焊接条件因被焊接物w而不同的各种情况下都能够迅速应对,从而能够缩短各作业时间,并能够适用于频繁更换种类不同的被焊接物w进行生产的多品种少量生产。
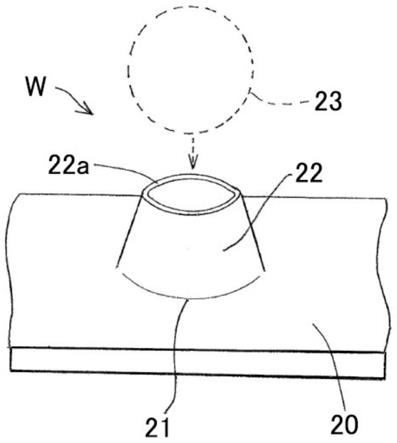
28.以下对使用本焊接机1的蓄电体注液口的密封方法进行说明。图5是表示本发明一实施方式的蓄电体注液口的密封方法的概要立体图。在例如二次电池那样的蓄电体的容器的上表面,在由铝或不锈钢等制成的封口板20上设置有封入电解液的封液口21。在该封液口21的贯穿孔21a预先进行打磨加工而制成孔缘立起的突起即打磨突出部22。该打磨加工例如是在贯穿孔21a中压入冲头,使孔缘扩张并立起。封液口21的贯穿孔21a在蓄电体的组装工序中成为注入电解液的注液口。
29.对该突起22与安置在突起22上的盖体即由铝或不锈钢等制成的球体23(图5中的虚线)之间进行电阻焊接,将封液口21密封。该封液口21中的突起22和球体23是被焊接物w。
30.在这种情况下,取代上述的将被焊接物w沿上下方向夹在上下电极之间进行通电的方式,如图6a所示那样,在主焊接电极25与副焊接电极(接地)26之间通电,所述主焊接电极25在封口板20上抵接于球体23,所述副焊接电极(接地)26配置于与封口板20的上表面抵接的主焊接电极25的两侧,所述封口板20和与该球体23相接的突起22连通。电流从主焊接电极25起通过了球体23、突起22以及封口板20而向副焊接电极(接地)26流动。主焊接电极25和副焊接电极26都与上述同样地被加压。
31.来自主焊接电极25的电流从球体23向与其相接的具有窄幅的周状前端22a的突起22集中地流动,因此防止了热量分散而使焊接稳定。由此,与现有的超声波焊接相比,能够通过短时间且大电流的电阻焊接来减小对容器内电解液的热影响,能够防止容器内的收纳物的功能受损。
32.如图6b所示,在突起22的周状前端22a和与其相接的球体23的周面之间电阻焊接成环状。由此,在球体23与突起22之间利用上述的电阻发热形成焊点(合金层)27,从而通过熔融接合进行电阻焊接。在这种情况下,不会产生以往那样的小孔,能够减少不合格品的产生,并且能够使焊接更加稳定。
33.如上所述,在本发明中,使用具有大容量的储能电力的储能式焊接机,利用即使在大容量储能部件的性能存在偏差的情况下也会稳定的设定电压及大电流所构成的大容量电力进行通电,从而对在蓄电体的封液口上预先通过打磨加工制成的突起与盖体即球体之间进行电阻焊接,因此使得电流集中于突起而使焊接稳定,从而能够利用短时间且大电流的电阻焊接来减小热影响,从而减少不合格品的产生。
34.另外,在本发明中,对各储能部件的电压单独地进行监测,并通过单独充电及单独放电而在各储能部件中细分化地进行充电及放电,并且对性能存在偏差的储能部件进一步单独充电而使各电压稳定,因此能够应对多个储能部件的偏差,并且高效地输出焊接时的设定电压及大电流的大容量电力,能够使电阻焊接高速化,提高生产效率。
35.此外,虽然在该实施方式中作为蓄电体而使用了二次电池,但是也可以使用电解电容器。
36.本发明不限于以上实施方式,在不脱离本发明主旨的范围内,能够进行各种添加、变更或省略。因此,这样的方式也包含在本发明的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1