一种加工航空铝圆柱面的高光铣刀的制作方法
1.本发明涉及铣刀领域,具体为一种加工航空铝圆柱面的高光铣刀。
背景技术:
2.航空铝圆柱面进行镜面加工时需要使用高光铣刀,高光铣刀由圆柱杆和刀片组成,圆柱杆的一端为铣削段,铣削段设置有安装刀片的螺旋形的安装槽,铣刀焊接在安装槽中,且刀片伸出至安装槽的外侧,使得圆柱杆件旋转时,刀片旋转时轨迹圆的直径大于铣削段旋转时轨迹圆的直径,如此高光铣刀工作时,刀片与工件接触。现有的航空铝圆柱面加工用的高光铣刀其圆柱杆为一个整体,是不可拆分的。当刀片磨损或者崩坏时,或者当圆柱杆与设备的连接处变形时,高光铣刀都无法再使用,整个高光铣刀都需要更换,导致材料浪费严重。
技术实现要素:
3.本发明的目的在于提供一种加工航空铝圆柱面的高光铣刀,旨在改善由于高光铣刀的圆柱杆是一个不可拆分的整体,当刀片损坏或者圆柱杆与设备的连接处变形时,整个高光铣刀都无法再使用,导致材料浪费严重的问题。
4.本发明是这样实现的:一种加工航空铝圆柱面的高光铣刀,包括圆柱杆和刀片,所述圆柱杆包括第一圆柱杆和第二圆柱杆,所述第一圆柱杆的上端为铣削段,且此铣削段沿圆周方向均匀设置有四个螺旋形的安装槽,每个安装槽中均设设置有刀片,且刀片的刀刃伸出至安装槽的外侧,当第一圆柱杆带动刀片转动时,刀片旋转时轨迹圆的直径大于铣削段旋转时轨迹圆的直径;所述第一圆柱杆的下端面上设置有插接凹槽,所述第二圆柱杆的上端面上设置有插接块部,所述插接块部的形状和大小与插接凹槽的形状和大小均相同,当所述插接块部插设于插接凹槽中时,第一圆柱杆和第二圆柱杆共中心轴线,所述第一圆柱杆和第二圆柱杆通过连接螺栓可拆卸相连。
5.进一步的,所述第一圆柱杆下端的外壁上沿其圆周方向均匀设置有多个通向插接凹槽的安装通孔,所述安装通孔由共中心轴的大径圆柱孔和小径圆柱孔组成,且小径圆柱孔位于大径圆柱孔的内侧,且小径圆柱孔为螺纹孔结构,所述连接螺栓螺纹安装于安装通孔的小径圆柱孔中,且其头部完全位于安装通孔的大径圆柱孔中。
6.进一步的,所述连接螺栓的头部呈圆柱形,且头部直径大于杆部直径,所述连接螺栓头部远离杆部的端面上设置有拧动凹孔,所述拧动凹孔为一字型凹孔、十字形凹孔或者正六边形凹孔。
7.进一步的,所述第一圆柱杆上设置的插接凹槽和第二圆柱杆上设置的插接块部均呈正六棱柱形,所述安装通孔设置有三个或六个,所述安装通孔的小径圆柱孔位于插接凹槽的槽侧面上。
8.进一步的,所述第一圆柱杆上设置的插接凹槽和第二圆柱杆上设置的插接块部均呈长方体形,所述安装通孔设置有两个或四个,所述安装通孔的小径圆柱孔位于插接凹槽
的槽侧面上。
9.进一步的,所述第一圆柱杆上设置的插接凹槽和第二圆柱杆上设置的插接块部均呈圆柱形,所述安装通孔设置有4
‑
6个,所述插接块部的外侧壁上设置有与安装通孔的小径圆柱孔一一对应的螺纹凹孔,所述连接螺栓螺纹杆部的顶端拧入螺纹凹孔中。
10.进一步的,所述第一圆柱杆的下端外侧壁上沿其轴向方向设置有第一对准线,所述第二圆柱杆的上端外侧壁上沿其轴向方向设置有第二对准线,当插接块部插入插接凹槽中且第一对准线与第二对准线对齐时,各安装通孔与各螺纹凹孔一一对应。
11.进一步的,所述刀片使用纳米级yw类硬质合金制成,所述第一圆柱杆使用40cr钢制成。
12.进一步的,所述刀片使用高速工具钢制成,所述第一圆柱杆使用45钢制成。
13.进一步的,所述第一圆柱杆和第二圆柱杆的外表面均涂覆有散热涂层,所述第一圆柱杆和第二圆柱杆的直径相同。
14.与现有技术相比,本发明的有益效果是:
15.1、本高光铣刀的圆柱杆由可拆卸相连的第一圆柱杆和第二圆柱杆组成,当刀片和/或第一圆柱杆损坏时,可保留第二圆柱杆,更换新的安装有刀片的第一圆柱杆即可;当第二圆柱杆损坏时,可保留安装有刀片的第一圆柱杆,更换新的第二圆柱杆即可。如此,使得本发明具有节约材料的优点。
16.2、第一圆柱杆和第二圆柱杆的外表面均涂覆有散热涂层,有助于提高铣刀的散热效果。
附图说明
17.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
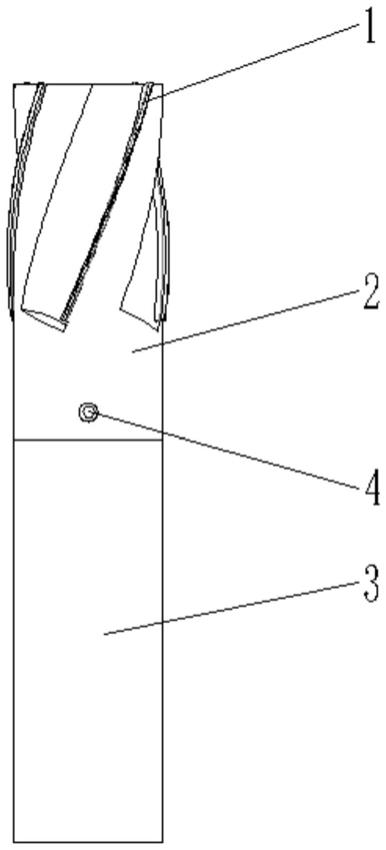
18.图1是本发明实施例一的结构示意图;
19.图2是本发明实施例一的第一圆柱杆的立体结构示意图;
20.图3是本发明实施例一的第二圆柱杆的立体结构示意图;
21.图4是本发明实施例二的结构示意图;
22.图5是本发明实施例二的第一圆柱杆的立体结构示意图;
23.图6是本发明实施例二的第二圆柱杆的立体结构示意图;
24.图7是本发明实施例三的结构示意图;
25.图8是本发明实施例三的第一圆柱杆的立体结构示意图;
26.图9是本发明实施例三的第二圆柱杆的立体结构示意图。
27.图中:1、刀片;2、第一圆柱杆;201、插接凹槽;202、安装通孔;203、第一对准线;3、第二圆柱杆;301、插接块部;302、螺纹凹孔;303、第二对准线;4、连接螺栓。
具体实施方式
28.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施
方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
29.实施例一:
30.请参阅图1和图2,一种加工航空铝圆柱面的高光铣刀,包括圆柱杆和刀片1,圆柱杆包括第一圆柱杆2和第二圆柱杆3,第一圆柱杆2和第二圆柱杆3的直径相同。刀片1使用纳米级yw类硬质合金制成,第一圆柱杆2使用40cr钢制成,第二圆柱杆3使用45钢制成。第一圆柱杆2的上端为铣削段,且此铣削段沿圆周方向均匀设置有四个螺旋形的安装槽,每个安装槽中均设设置有刀片1,且刀片1的刀刃伸出至安装槽的外侧,当第一圆柱杆2带动刀片1转动时,刀片1旋转时轨迹圆的直径大于铣削段旋转时轨迹圆的直径。第一圆柱杆2和第二圆柱杆3的外表面均涂覆有散热涂层,有助于提高铣刀的散热效果。
31.请参阅图2和图3,第一圆柱杆2的下端面上设置有插接凹槽201,第二圆柱杆3的上端面上设置有插接块部301,第一圆柱杆2上设置的插接凹槽201和第二圆柱杆3上设置的插接块部301均呈正六棱柱形,且插接块部301的大小与插接凹槽201的大小均相同,当插接块部301插设于插接凹槽201中时,第一圆柱杆2和第二圆柱杆3共中心轴线。第一圆柱杆2下端的外壁上沿其圆周方向均匀设置有三个通向插接凹槽201的安装通孔202,安装通孔202由共中心轴的大径圆柱孔和小径圆柱孔组成,且小径圆柱孔位于大径圆柱孔的内侧,安装通孔202的小径圆柱孔位于插接凹槽201的槽侧面上。小径圆柱孔为螺纹孔结构,小径圆柱孔中螺纹安装有连接螺栓4,连接螺栓4的头部完全位于安装通孔202的大径圆柱孔中,第一圆柱杆2和第二圆柱杆3通过连接螺栓4可拆卸相连。
32.连接螺栓4的头部呈圆柱形,且头部直径大于杆部直径,连接螺栓4头部远离杆部的端面上设置有拧动凹孔,拧动凹孔为一字型凹孔、十字形凹孔或者正六边形凹孔,可分别使用一字型螺丝刀、十字形螺丝刀和内六角螺栓拧动连接螺栓4。
33.实施例二:
34.请参阅图4和图5,一种加工航空铝圆柱面的高光铣刀,包括圆柱杆和刀片1,圆柱杆包括第一圆柱杆2和第二圆柱杆3,第一圆柱杆2和第二圆柱杆3的直径相同。刀片1使用高速工具钢制成,第一圆柱杆2和第二圆柱杆3均使用45钢制成。第一圆柱杆2的上端为铣削段,且此铣削段沿圆周方向均匀设置有四个螺旋形的安装槽,每个安装槽中均设设置有刀片1,且刀片1的刀刃伸出至安装槽的外侧,当第一圆柱杆2带动刀片1转动时,刀片1旋转时轨迹圆的直径大于铣削段旋转时轨迹圆的直径。第一圆柱杆2和第二圆柱杆3的外表面均涂覆有散热涂层,有助于提高铣刀的散热效果。
35.请参阅图5和图6,第一圆柱杆2的下端面上设置有插接凹槽201,第二圆柱杆3的上端面上设置有插接块部301,第一圆柱杆2上设置的插接凹槽201和第二圆柱杆3上设置的插接块部301均呈长方体形,且插接块部301的大小与插接凹槽201的大小均相同,当插接块部301插设于插接凹槽201中时,第一圆柱杆2和第二圆柱杆3共中心轴线。第一圆柱杆2下端的外壁上沿其圆周方向均匀设置有四个通向插接凹槽201的安装通孔202,安装通孔202由共中心轴的大径圆柱孔和小径圆柱孔组成,且小径圆柱孔位于大径圆柱孔的内侧,安装通孔
202的小径圆柱孔位于插接凹槽201的槽侧面上。小径圆柱孔为螺纹孔结构,小径圆柱孔中螺纹安装有连接螺栓4,连接螺栓4的头部完全位于安装通孔202的大径圆柱孔中,第一圆柱杆2和第二圆柱杆3通过连接螺栓4可拆卸相连。
36.连接螺栓4的头部呈圆柱形,且头部直径大于杆部直径,连接螺栓4头部远离杆部的端面上设置有拧动凹孔,拧动凹孔为一字型凹孔、十字形凹孔或者正六边形凹孔,可分别使用一字型螺丝刀、十字形螺丝刀和内六角螺栓拧动连接螺栓4。
37.实施例三:
38.请参阅图7和图8,一种加工航空铝圆柱面的高光铣刀,包括圆柱杆和刀片1,圆柱杆包括第一圆柱杆2和第二圆柱杆3,第一圆柱杆2和第二圆柱杆3的直径相同。刀片1使用高速工具钢制成,第一圆柱杆2和第二圆柱杆3均使用45钢制成。第一圆柱杆2的上端为铣削段,且此铣削段沿圆周方向均匀设置有四个螺旋形的安装槽,每个安装槽中均设设置有刀片1,且刀片1的刀刃伸出至安装槽的外侧,当第一圆柱杆2带动刀片1转动时,刀片1旋转时轨迹圆的直径大于铣削段旋转时轨迹圆的直径。第一圆柱杆2和第二圆柱杆3的外表面均涂覆有散热涂层,有助于提高铣刀的散热效果。
39.请参阅图8和图9,第一圆柱杆2的下端面上设置有插接凹槽201,第二圆柱杆3的上端面上设置有插接块部301,第一圆柱杆2上设置的插接凹槽201和第二圆柱杆3上设置的插接块部301均呈圆柱形,且插接块部301的大小与插接凹槽201的大小均相同,当插接块部301插设于插接凹槽201中时,第一圆柱杆2和第二圆柱杆3共中心轴线。圆柱形的插接凹槽201和插接块部301较其它形状更容易加工。第一圆柱杆2下端的外壁上沿其圆周方向均匀设置有四个通向插接凹槽201的安装通孔202,安装通孔202由共中心轴的大径圆柱孔和小径圆柱孔组成,且小径圆柱孔位于大径圆柱孔的内侧,安装通孔202的小径圆柱孔位于插接凹槽201的槽侧面上。小径圆柱孔为螺纹孔结构,小径圆柱孔中螺纹安装有连接螺栓4,连接螺栓4的头部完全位于安装通孔202的大径圆柱孔中。插接块部301的外侧壁上设置有与安装通孔202的小径圆柱孔一一对应的螺纹凹孔302,连接螺栓4螺纹杆部的顶端拧入螺纹凹孔302中,第一圆柱杆2和第二圆柱杆3通过连接螺栓4可拆卸相连。
40.连接螺栓4的头部呈圆柱形,且头部直径大于杆部直径,连接螺栓4头部远离杆部的端面上设置有拧动凹孔,拧动凹孔为一字型凹孔、十字形凹孔或者正六边形凹孔,可分别使用一字型螺丝刀、十字形螺丝刀和内六角螺栓拧动连接螺栓4。
41.请参阅图7、图8和图9,第一圆柱杆2的下端外侧壁上沿其轴向方向设置有第一对准线203,第二圆柱杆3的上端外侧壁上沿其轴向方向设置有第二对准线303,当插接块部301插入插接凹槽201中且第一对准线203与第二对准线303对齐时,各安装通孔202与各螺纹凹孔302一一对应。通过第一对准线203与第二对准线303的设置,连接第一圆柱杆2和第二圆柱杆3时更加方便。
42.本发明的工作原理:本高光铣刀的圆柱杆由可拆卸相连的第一圆柱杆2和第二圆柱杆3组成,当刀片1和/或第一圆柱杆2损坏时,可保留第二圆柱杆3,更换新的安装有刀片1的第一圆柱杆2即可;当第二圆柱杆3损坏时,可保留安装有刀片1的第一圆柱杆2,更换新的第二圆柱杆3即可。如此,使得本发明具有节约材料的优点。
43.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何
修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1