一种电阻点焊装置和方法与流程
1.本发明涉及电阻点焊技术领域,尤其涉及一种电阻点焊装置和方法。
背景技术:
2.电阻点焊,是指在压力作用下电流通过至少两层试板(试板是对于待焊接材料的统称),利用产生的电阻热作为热源,将至少两层试板组合进行局部加热,最终在至少两层试板之间形成焊核,促使至少两层试板连接在一起的方法。目前,电阻点焊已经被广泛应用于金属材料的连接。
3.相关技术中,当至少两层试板的厚度相同时,可以顺利地在至少两层试板之间(具体是在至少两层试板地总厚度的中部)形成焊核,使其稳定地连接。然而,当至少两层试板的厚度有差异时,意味着需要形成焊核的位置发生了偏移(此处的偏移是相对于当试板的厚度相同的情况而言的),导致两个厚度不同的试板之间的连接强度较低。
技术实现要素:
4.本技术实施例通过提供一种电阻点焊装置和方法,解决了现有技术中两个厚度不同的试板之间的焊核的连接强度较低的技术问题,实现了提高两个厚度不同的试板之间的连接强度的技术效果。
5.第一方面,本技术提供了一种电阻点焊装置,装置包括:
6.第一电极,包括凸起工作区和第一工作区,凸起工作区设置在第一工作区的中部;
7.第二电极,包括第二工作区;
8.当凸起工作区与第一试板接触,第二工作区与第二试板接触,且第一电极与第二电极通电时,第一电极与第二电极配合,使第一试板和第二试板之间形成目标焊核,其中,第一试板的厚度小于第二试板的厚度。
9.进一步地,第一工作区的直径大于等于第二工作区的直径。
10.进一步地,第一工作区的曲率半径大于第二工作区的曲率半径。
11.进一步地,凸起工作区的直径小于第二工作区的直径。
12.进一步地,凸起工作区的曲率半径小于第二工作区的曲率半径。
13.第二方面,本技术提供了一种电阻点焊方法,方法包括:
14.将第一试板和第二试板置于第一电极和第二电极之间,使第一试板与第一电极的凸起工作区接触,第二试板与第二电极的第二工作区接触,其中,第一试板的厚度小于第二试板的厚度;
15.向第一电极和第二电极施加压力和焊接电流,使第一试板和第二试板之间形成目标焊核。
16.进一步地,向第一电极和第二电极施加压力和焊接电流,使第一试板和第二试板之间形成目标焊核,具体包括:
17.向第一电极和第二电极施加压力和焊接电流,使第一试板和第二试板的接触面之
间形成目标焊核。
18.进一步地,向第一电极和第二电极施加压力和焊接电流,使第一试板和第二试板的接触面之间形成目标焊核,具体包括:
19.向第一电极和第二电极施加第一压力和第一焊接电流,使第一试板和第二试板的接触面之间形成第一焊核;
20.向第一电极和第二电极施加第二压力和第二焊接电流,使第一试板和第二试板的总厚度的中部区域形成第二焊核;其中,目标焊核包括第一焊核和第二焊核。
21.进一步地,向第一电极和第二电极施加压力和焊接电流,使第一试板和第二试板的接触面之间形成目标焊核,具体包括:
22.向第一电极和第二电极施加第三压力和第三焊接电流,使第一试板和第二试板的接触面之间形成第三焊核;
23.向第一电极和第二电极施加第四压力和第四焊接电流,使第三焊核向第二试板的方向增长,将增长后的第三焊核作为目标焊核。
24.进一步地,当第一试板和第二试板之间包括中间试板时,向第一电极和第二电极施加压力和焊接电流,使第一试板和第二试板的接触面之间形成目标焊核,具体包括:
25.向第一电极和第二电极施加第五压力和第五焊接电流,使第一试板和中间试板的接触面之间形成第四焊核;
26.向第一电极和第二电极施加第六压力和第六焊接电流,使中间试板和第二试板的接触面之间形成第五焊核,目标焊核包括第四焊核和第五焊核。
27.本技术实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
28.本技术提供了包括凸起工作区和第一工作区的第一电极,以及包括第二工作区的第二电极,在对试板焊接时,可以依赖于凸起工作区的电流密度大的特点,将焊核成核的位置偏移至第一试板和第二试板(第一试板和第二试板的厚度不相同,且前者小于后者)之间的界面位置,可以对不同厚度的试板进行高效焊接,大大提高了两个厚度不同的试板之间的连接强度,也就大大降低了焊接的难度。
附图说明
29.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作一简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
30.图1为相关技术中提供的一种电阻点焊装置的结构示意图;
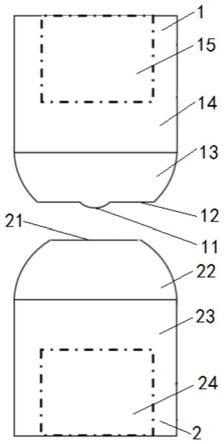
31.图2为本技术提供的一种电阻点焊装置的结构示意图;
32.图3为使用图2所示的装置对两层试板进行焊接前的结构示意图;
33.图4为使用图2所示的装置对两层试板进行焊接时形成第一焊核的结构示意图;
34.图5为使用图2所示的装置对两层试板进行焊接时形成第二焊核的结构示意图;
35.图6为使用图2所示的装置对三层试板进行焊接前的结构示意图;
36.图7为使用图2所示的装置对三层试板进行焊接时形成第一焊核的结构示意图;
37.图8为使用图2所示的装置对三层试板进行焊接时形成第二焊核的结构示意图;
38.图9为本技术提供的一种电阻点焊方法的流程图。
39.附图标记:
[0040]1‑
第一电极,11
‑
凸起工作区,12
‑
第一工作区,13
‑
第一过渡区,14
‑
第一电极本体,15
‑
第一冷却槽,2
‑
第二电极,21
‑
第二工作区,22
‑
第二过渡区,23
‑
第二电极本体,24
‑
第二冷却槽,3
‑
第一试板,4
‑
第二试板,5
‑
中间试板,6
‑
焊核,7
‑
焊核。
具体实施方式
[0041]
本技术实施例通过提供一种电阻点焊装置,解决了现有技术中两个厚度不同的试板之间的连接强度较低的技术问题。
[0042]
本技术实施例的技术方案为解决上述技术问题,总体思路如下:
[0043]
一种电阻点焊装置,装置包括:第一电极1,包括凸起工作区11和第一工作区12,凸起工作区11设置在第一工作区12的中部;第二电极2,包括第二工作区21;在凸起工作区11与第一试板3接触,第二工作区21与第二试板4接触,且第一电极1与第二电极2通电时,第一电极1与第二电极2配合,使第一试板3和第二试板4之间形成目标焊核,其中,第一试板3的厚度小于第二试板4的厚度。
[0044]
本技术提供了包括凸起工作区11和第一工作区12的第一电极1,以及包括第二工作区21的第二电极2,在对试板焊接时,可以依赖于凸起工作区11的电流密度大的特点,将焊核成核的位置偏移至第一试板3和第二试板4(第一试板3和第二试板4的厚度不相同,且前者小于后者)之间的界面位置,可以对不同厚度的试板进行高效焊接,本实施例提供的电阻点焊装置大大提高了两个厚度不同的试板之间的连接强度,也就大大降低了焊接的难度。
[0045]
为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
[0046]
首先说明,本文中出现的术语“和/或”,仅仅是一种描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。另外,本文中字符“/”,一般表示前后关联对象是一种“或”的关系。
[0047]
相关技术中,采用的是如图1所示的两个电极进行电阻点焊。图1中所示的上下两个电极是相同的,根据两个电极在图中的位置,将两个电极分别记为上电极和下电极。上电极和下电极均包括工作区a、过渡区b、冷却槽c和电极本体d(需要注意,图1中的上电极没有使用附图标记进行指示)。在进行电阻点焊时,将试板(即待焊接材料,此处以两块试板为例,包括第一试板3和第二试板4,第一试板3和第二试板4置于上电极和下电极之间;控制上电极和下电极相互靠近,上电极与第一试板3接触,下电极和第二试板4接触;向第一电极1和第二电极2施加压力和焊接电流,使第一试板3和第二试板4之间形成焊核。
[0048]
需要注意的是,上电极和下电极是相同的,所以从上电极(或下电极)流向下电极(或上电极)的电流密度是不会因为电极本身而产生变化。在使用上电极和下电极对第一试板3和第二试板4进行焊接时,可以具体分为以下两种情况:
[0049]
【情况一】第一试板3和第二试板4的材质相同
[0050]
当第一试板3和第二试板4的材质相同时,不管第一试板3和第二试板4的厚度是否相同,由于电阻分布和电极散热,焊核形成的位置都是处于第一试板3和第二试板4的总厚
度的中部位置。当第一试板3和第二试板4的厚度相同时,第一试板3和第二试板4的总厚度的中部位置则是最理想的成核位置,而采用图1所示的上电极和下电极能较为准确地在该位置成核。然而,当第一试板3和第二试板4的厚度不相同时,例如第一试板3的厚度为1mm,第二试板4的厚度为2mm,那么焊核将会在第一试板3和第二试板4的总厚度的中部位置成核,即在1.5mm处成焊核,而该位置处于第二试板4内部,要想将第一试板3和第二试板4连接,则需要很大的焊核才能实现,而形成较大的焊核所耗费的时间的能量都较大,还可能造成外观质量下降,比如形成的压痕深度增加。当第一试板3和第二试板4的厚度差别越大,在第一试板3和第二试板4之间形成可以连接两者的焊核的难度也越大。
[0051]
【情况二】第一试板3和第二试板4的材质不相同
[0052]
当第一试板3和第二试板4的材质不相同时,第一试板3和第二试板4之间的成核位置可能不再是总厚度的中部位置,但是成核的位置会在中部位置的附近偏移,偏移朝向电阻率大的试板一侧。当第一试板3和第二试板4的厚度不相同时,仍然需要形成较大的焊核才能将第一试板3和第二试板4连接,且当第一试板3和第二试板4的厚度差别越大,在第一试板3和第二试板4之间形成可以连接两者的焊核的难度也越大。
[0053]
例如,在汽车领域,车身覆盖件的厚度较薄,而车身结构件的厚度较厚,在将两者焊接时,其焊接难度较大。通常,车身覆盖件为电阻率较低的材料。近年来,为了满足车身轻量化的需要,车身覆盖件材料存在继续减薄的需求,进一步增加了厚度比(即车身覆盖件和车身结构件的总厚度与车身覆盖件的厚度的比值),厚度比越大,越难在试板之间形成可以稳定连接的焊核。而基于车身安全的考虑,车身结构件的强度不断增加,高强钢通常具有更高的电阻率,进一步加剧了焊核偏向厚板一侧。在相关技术中,为形成薄板与其他材料之间的有效连接,必须增加焊接电流和焊接时间,然而,这样又会导致焊点压痕深、焊接飞溅严重,降低接头强度。对于覆盖件是低熔点的镀层材料,比如锌、锌铝镁等,熔化的镀层在焊点周围容易聚集形成焊点堆锌缺陷,同样影响焊点外观质量。在将两者焊接在一起的前提下,需要保证车身覆盖件的外观质量,采用如图1所示的点焊装置进行焊接,会存在如下问题:焊点压痕深,堆锌高度高,外观质量差,后续需要人工修补后再电泳喷漆,造成制造成本增加。
[0054]
综上,采用如图1所示的电极焊接试板,当焊接试板的厚度不相同时,存在两个厚度不同的试板之间的连接强度较低的问题;当对厚度较薄的覆盖件有外观要求时,还存在外观质量较差的问题,在对外观修复时,还存在制造成本增加的问题。
[0055]
为了解决上述技术问题,本技术提供了如图2所示的一种电阻点焊装置,装置包括:
[0056]
第一电极1,包括凸起工作区11和第一工作区12,凸起工作区11设置在第一工作区12的中部,凸起工作区11从第一工作区12的中部向外突出形成凸起。第二电极2,包括第二工作区21。
[0057]
在凸起工作区11与第一试板3接触,第二工作区21与第二试板4接触,且第一电极1与第二电极2通电时,第一电极1与第二电极2配合,使第一试板3和第二试板4之间形成目标焊核,其中,第一试板3的厚度小于第二试板4的厚度。
[0058]
本实施例提供的第一电极1的工作区具有两个区域,包括凸起工作区11和第一工作区12,可以改变焊接过程中的电流密度分布,进而可以对焊核成核的位置进行控制,以达
到提高两个厚度不同的试板之间的连接强度、提高第一试板3的外观质量、降低后期对外观修复所花费的成本和时间的目的(具体的实现原理将在后文中进行叙述)。
[0059]
如图2所示,第一电极1除了包括凸起工作区11和第一工作区12以外,还包括第一冷却槽15、第一电极本体14和第一过渡区13。其中,第一冷却槽15置于第一电极本体14内部,用于盛放冷却水,以加速第一电极1的散热。第一过渡区13用于承载凸起工作区11和第一工作区12,即凸起工作区11和第一工作区12就处于第一过渡区13的前端。第二电极2除了包括第二工作区21以外,还包括第二冷却槽24、第二电极本体23和第二过渡区22。其中,第二冷却槽24置于第二电极本体23内部,用于盛放冷却水,以加速第二电极2的散热。第二过渡区22用于承载第二工作区21,即第二工作区21就处于第二过渡区22的前端。
[0060]
在焊接试板时,第一电极1和第二电极2对立设置,第一电极1的凸起工作区11和第一工作区12,与第二电极2的第二工作区21相对。第一电极1和第二电极2与焊接电源连接,以使第一电极1和第二电极2在接触试板时能够产生电流。
[0061]
在使用如图2所示的点焊装置对第一试板3和第二试板4进行焊接时,可以包括以下两个阶段:
[0062]
【阶段一】
[0063]
将第一试板3和第二试板4置于第一电极1和第二电极2之间,第一电极1和第二电极2相向运动(针对图3而言,可以是第一电极1向下移动、第二电极2不动;也可以第一电极1不动、第二电极2向上移动;还可以是第一电极1向下移动、第二电极2向上移动)。如图3所示,当凸起工作区11与第一试板3接触,且第二工作区21与第二试板4接触后,对第一电极1和第二电极2施加压力和焊接电流;流过第一电极1和第二电极2的电流是相同的,但是,此时的第一电极1只通过凸起工作区11将电流传递至第一试板3,那么相对比于点焊装置的其他位置(包括试板本身)的电流密度而言,凸起工作区11的电流密度很大。而焊核的成核位置通常会偏向电流密度较大的位置,那么就可以在第一试板3和第二试板4的接触面(或附近)形成初始的焊核(即焊核6),如图4所示。在形成初始的焊核6的同时,由于凸起工作区11的电流密度大,温度高,则会熔化第一试板3(但只熔化凸起工作区11与第一试板3接触的位置),凸起工作区11会逐渐陷入第一试板3内。
[0064]
【阶段二】
[0065]
当凸起工作区11完全陷入第一试板3内时,第一工作区12也逐渐与第一试板3接触,随着第一工作区12与第一试板3之间的接触面积逐渐增大,第一试板3与第一电极1之间的电流密度也在逐渐减小,此时,在第一试板3和第二试板4内部可能会出现两种情况。
[0066]
其中一种情况是:在阶段一中形成的焊核逐渐朝向第二试板4增大(针对图4而言,会向下偏移,形成如图5所示的焊核7),同时焊核也在第一试板3和第二试板4界面处不断长大,进而可以使第一试板3和第二试板4之间的焊接更加牢固。
[0067]
另一种情况是:在第一试板3和第二试板4的总厚度的中部附近的位置形成新的焊核7,该焊核7随着时间的推移会逐渐增长,同时,阶段一中形成的焊核6也在逐渐增长,两个焊核最终会连接在一起,形成连接第一试板3和第二试板4的最终的焊核(焊核6和焊核7连接在一起)。
[0068]
不管是处于上述何种情况,后续过程都将如下进行:在阶段一中,由于凸起工作区11温度较高,会使接触区域的第一试板3发生塑性/弹性变形,如果第一试板3表面存在低熔
点镀层,镀层金属会发生熔化,熔化的镀层金属以及发生塑性变形的第一试板3会被挤出至第一试板3上(具体是在与凸起工作区11接触的周围),会影响外观。当第一工作区12与第一试板3接触时,就可以将挤出的镀层和第一试板3发生塑性变形的部分压平,从而提高外观质量。并且,相比于阶段一而言,凸起工作区11与第一试板3之间的电流密度大大降低,散热也加快,那么温度也就随之降低,与第一工作区11接触的第一试板3表面镀层熔化以及第一试板3的表面的塑性变形被抑制,减小或避免对第一试板3的表面造成的损伤。
[0069]
综上,本实施例提供了包括凸起工作区11和第一工作区12的第一电极1,以及包括第二工作区21的第二电极2,在对试板焊接时,可以依赖于凸起工作区11的电流密度大的特点,将焊核成核的位置偏移至第一试板3和第二试板4(第一试板3和第二试板4的厚度不相同,且前者小于后者)之间的界面位置,可以对不同厚度的试板进行高效焊接,相对于图1所示的电极而言,本实施例提供的电阻点焊装置大大提高了两个厚度不同的试板之间的连接强度,也就大大降低了焊接的难度;同时,可以利用第一工作区12将凸起工作区11周围的第一试板3上的镀层和发生塑性变形的金属压平,提高第一试板3的外观,也就不需要在后期对外观进行改善,节约了成本。
[0070]
例如,当车身覆盖件(即第一试板3)的厚度较薄,而车身结构件(即第二试板4)的厚度较厚,而车身覆盖件处于车身表面,有外观质量要求,采用本实施例所提供的电阻点焊装置便可以在保证车身覆盖件和车身结构件的焊接质量的情况下,也保证外观质量。
[0071]
第一电极1的凸起工作区11是从第一工作区12内向外突出的凸起,也可以是球体的一部分,也可以是弧面;第一工作区12可以是一个平面,也可以是一个弧面。第二电极2的第二工作区21可以是一个平面,也可以是一个弧面。
[0072]
通过调整第一电极1和第二电极2的物理参数,可以进一步提高本实施例所提供的电阻点焊装置焊接试板的质量,具体包括以下几种方式以及以下几种方式的多种组合。
[0073]
【方式一】第一工作区12的直径大于等于第二工作区21的直径。
[0074]
在上述阶段二的过程中,当第一工作区12的直径大于等于第二工作区21的直径时,第一工作区12与第一试板3的接触面积大于等于第二工作区21与第二试板4的接触面积。第一电极1和第二电极2分别向第一试板3和第二试板4施加相同的压力,第一电极1与第一试板3的接触面积更大,其压强就更小,那么第一电极1在第一试板3上留下的痕迹就会更浅,基本上可以忽略不计,进一步提高了第一试板3的外观质量。虽然第一电极1上存在凸起工作区11,该凸起工作区11会在第一试板3上留下小坑,但是凸起工作区11本身的体积很小,对外观的影响也可以忽略。
[0075]
并且,凸起工作区11由于温度较高,会导致第一试板3上的镀层或者塑性变形的金属被挤出。第一电极1的直径越大,其面积就会越大,那么第二阶段第一电极1承受的压强越低、电流密度越小、散热越充分,进而与其接触的第一试板3表面温度越低,第一电极1下方引起的镀层熔化越少、第一试板3塑性变形越小,并且压平由凸起工作区11挤出的熔化镀层以及塑性变形金属效果越好,进一步提高了第一试板3的外观质量。
[0076]
【方式二】第一工作区12的曲率半径大于第二工作区21的曲率半径。
[0077]
当工作区的曲率半径越大,工作区就越接近平面。当第一工作区12的曲率半径大于第二工作区21的曲率半径时,相比于第二工作区21而言,第一工作区12更接近于平面,在上述阶段二中,第一电极1和第一试板3的接触面积大于第二工作区21和第二试板4的接触
面积。当第一电极1和第二电极2分别向第一试板3和第二试板4导通相同的电流时,与第一电极1接触的第一试板3表面温度低于与第二电极2接触的第二试板4表面温度,第一材料3表面因温度低,使得强度更高,不易发生变形,进而不容易形成压痕。同时,当第一电极1和第二电极2分别向第一试板3和第二试板4施加相同的压力时,第一电极1与第一试板3的接触面积更大,其压强就更小,那么第一电极1在第一试板3上留下的痕迹就会更浅,基本上可以忽略不计,进一步提高了第一试板3的外观质量。
[0078]
【方式三】凸起工作区11的直径小于第二工作区21的直径。
[0079]
在上述阶段一中,当凸起工作区11的直径小于第二工作区21的直径时,在相同电流流过的情况下,凸起工作区11的电流密度比第二工作区21的电流密度大,进而能在第一试板3和第二试板4之间偏向第一试板3的位置(具体可以是在第一试板3和第二试板4的接触面之间)形成目标焊核,提高焊接质量。
[0080]
并且,在可实施范围内,当凸起工作区11的直径越小,意味着在第一试板3上留下的小坑越小,越有利于提高第一试板3的外观质量。
[0081]
【方式四】凸起工作区11的曲率半径小于第二工作区21的曲率半径。
[0082]
在上述阶段一中,当凸起工作区11的曲率半径小于第二工作区21的曲率半径时,在相同电流流过的情况下,凸起工作区11的电流密度比第二工作区21的电流密度大,进而能在第一试板3和第二试板4之间偏向第一试板3的位置(具体可以是在第一试板3和第二试板4的接触面之间)形成目标焊核,提高焊接质量。
[0083]
上述提及的方式一至方式四,在互不冲突的情况下,可以相互组合,以进一步提高第一试板3和第二试板4焊接的稳定度以及第一试板3的外观质量。
[0084]
本实施例在上述陈述过程中主要针对两层试板的焊接进行说明,当然,在上述提及的第一试板3和第二试板4之间还可以包括至少一层中间试板5,即本实施例也可以同样应用于两层以上试板的焊接,现以三层试板的焊接进行示例性说明。其中,当第一试板3和第二试板4之间还包括至少一个中间试板5时,第一试板3、第二试板4和至少一个中间试板5的总厚度,与第一试板3的厚度之比大于2,当厚度之比越大,采用本实施例所提供的电阻点焊装置的效果(效果包括焊接稳定度较高、形核难度较低、外观质量较好)越好。三层试板的焊接过程仍然包括两个阶段,为了区别于上述的【阶段一】和【阶段二】,现以【阶段三】和【阶段四】为名进行如下说明,其中,【阶段一】和【阶段三】类似,【阶段二】和【阶段四】存在部分差异。
[0085]
【阶段三】
[0086]
将第一试板3、中间试板5和第二试板4重叠放置,并置于第一电极1和第二电极2之间,第一电极1与第二电极2相向移动。如图6所示,当凸起工作区11与第一试板3接触,且第二工作区21与第二试板4接触后,对第一电极1和第二电极2施加压力和焊接电流;流过第一电极1和第二电极2的电流是相同的,但是,此时的第一电极1只通过凸起工作区11将电流传递至第一试板3,那么相对比于点焊装置的其他位置(包括试板本身)的电流密度而言,凸起工作区11的电流密度很大。而焊核的成核位置通常会偏向电流密度较大的位置,那么就可以在第一试板3和中间试板5的接触面(或附近)形成初始的焊核6,如图7所示。在形成初始焊核6的同时,由于凸起工作区11的电流密度大,温度高,则会使得第一试板3发生塑性变形,凸起工作区11会逐渐陷入第一试板3内。如果第一试板3表面有低熔点镀层时,与凸起工
作区11相接触的镀层会发生熔化。
[0087]
【阶段四】
[0088]
当凸起工作区11完全陷入第一试板3内时,第一工作区12也逐渐与第一试板3接触,随着第一工作区12与第一试板3之间的接触面积逐渐增大,第一试板3与第一电极1之间的电流密度也在逐渐减小,那么就会导致焊核的位置逐渐向下偏移(即向第二试板4偏移),在偏移时,可能会存在两种情况(两种情况均能参照图8):
[0089]
情况一:在偏移过程中,焊核6会逐渐增大,进而可以使第一试板3和中间试板5之间的焊接更加牢固。在此阶段四中,第一试板3和中间试板5之间的焊核7增大,则有两个作用,一方面是进一步增强第一试板3和中间试板5之间的牢固性,另一方面是焊核7增大到可以连接中间试板5和第二试板4的强度,使中间试板5和第二试板4之间被焊核7焊接。
[0090]
情况二:在偏移过程中,焊核6会逐渐增大,进而可以使第一试板3和中间试板5之间的焊接更加牢固。同时,由于电流密度、电阻变化以及热量分布等原因,中间试板5和第二试板4之间形成一个新的焊核7,这个焊核7将中间试板5和第二试板4焊接在一起,随着这个焊核7的增大,焊核7可能会与焊核6连接在一起,使第一试板3、中间试板5和第二试板4连接更稳固。
[0091]
在阶段三中,由于凸起工作区11的温度较高,会使第一试板3与凸起工作区11的接触区发生塑性变形,如果第一试板3存在低熔点镀层,接触的镀层也会发生熔化,熔化的镀层和发生塑性变形的第一试板3金属会被挤压至第一试板3上(具体是在与凸起工作区11接触的周围),会影响外观,当第一工作区12与第一试板3接触时,就可以在接触区域将挤出的低熔点镀层和发生塑性变形的第一试板1压平,提高外观质量。并且,相比于阶段三而言,在阶段四中第一电极1与第一试板3之间的电流密度大大降低,那么温度也就随之降低,与第一工作区12接触的第一试板3表面的镀层熔化和第一试板3的塑性变形被抑制,减小或避免对第一试板3的表面造成的损伤,压痕被限制在凸起工作区11的区域。
[0092]
本实施例所提供的电阻点焊装置,在可实行范围内,凸起工作区11的直径越小、曲率半径越小,越适合板厚比更大的试板焊接(板厚比是指需要焊接的板材的总厚度与其中第一层薄板的厚度之比);第一工作区12的直径越大、曲率半径越大,被压的第一试板3的外观质量越好。
[0093]
基于同一发明构思,本实施例提供了如图9所示的一种电阻点焊方法,方法包括:
[0094]
步骤s91,将第一试板3和第二试板4置于第一电极1和第二电极2之间,使第一试板3与第一电极1的凸起工作区11接触,第二试板4与第二电极2的第二工作区21接触,其中,第一试板3的厚度小于第二试板4的厚度;
[0095]
步骤s92,向第一电极1和第二电极2施加压力和焊接电流,使第一试板3和第二试板4之间形成目标焊核。
[0096]
在执行步骤s92时,面对“第一试板3和第二试板4之间无中间试板5”和“第一试板3和第二试板4之间有中间试板5”两种情况时有一定差异,现分别针对两种情况对步骤s92进行以下阐述。
[0097]
【无中间试板5】
[0098]
当第一试板3和第二试板4之间没有中间试板5时,步骤s92可以具体包括步骤s101。
[0099]
步骤s101,向第一电极1和第二电极2施加压力和焊接电流,使第一试板3和第二试板4的接触面之间形成目标焊核(如图4和图5中的焊核6)。
[0100]
步骤s101对应于上述【阶段一】的过程。在阶段一中,施加的压力n较小,焊接电流i较大,执行时长t较短,可以快速在第一试板3和第二试板4之间形成目标焊核(如图4和图5中的焊核6)。在该工艺下,第一试板3和第二试板4之间的接触电阻越大,更有利于在两者之间形成焊核。此外,焊接电流i越大、执行时长t越短,越有利于减少因第一电极1散热引起的热量损失,更有利于在第一试板3和第二试板4之间形核。
[0101]
当第一试板3和第二试板4之间没有中间试板5时,步骤s101可以具体包括步骤s111和步骤s112。
[0102]
步骤s111,向第一电极1和第二电极2施加第一压力n1和第一焊接电流i1,使第一试板3和第二试板4的接触面之间形成第一焊核(如图4和图5中的焊核6)。
[0103]
步骤s112,向第一电极1和第二电极2施加第二压力n2和第二焊接电流i2,使第一试板3和第二试板4的总厚度的中部区域形成第二焊核(如图5中的焊核7),其中,目标焊核包括第一焊核和第二焊核。
[0104]
步骤s111
‑
步骤s112对应于上述【阶段一】和【阶段二】的过程。在阶段一中,施加的第一压力n1较小,第一焊接电流i1较大,执行时长t1较短,可以快速在第一试板3和第二试板4之间形成第一焊核。在阶段二中,施加的第二压力n2较大,第二焊接电流i2较小,执行时长t2较长,可以减缓第一试板3和第二试板4之间形成的焊核的增长速度,提高第一试板3和第二试板4焊接的稳定性,避免焊接飞溅的发生。进一步地,在步骤s112中,在第一试板3和第二试板4的总厚度的中部位置附近,可以形成第二焊核,随着第二焊核的不断增长,第一焊核和第二焊核会连接在一起,形成第一试板3和第二试板4之间的目标焊核。
[0105]
其中,步骤s112还可以替换为以下步骤s122。
[0106]
步骤s122,向第一电极1和第二电极2施加第三压力n3和第三焊接电流i3,使第一试板3和第二试板4的接触面之间形成第三焊核(如图4和图5中的焊核6);
[0107]
步骤s123,向第一电极1和第二电极2施加第四压力n4和第四焊接电流i4,使第三焊核不断长大,并且向第二试板4的方向增长,将增长后的第三焊核作为目标焊核(如图5中的焊核6和焊核7构成的焊核)。
[0108]
在阶段一中,施加的第三压力n3较小,第三焊接电流i3较大,执行时长t3较短,可以快速在第一试板3和第二试板4之间形成第三焊核。在阶段二中,施加的第四压力n4较大,第四焊接电流i4较小,执行时长t4较长,可以减缓第一试板3和第二试板4之间形成的焊核的增长速度,提高第一试板3和第二试板4焊接的稳定性,避免焊接飞溅的发生。进一步地,在阶段二中,在第一试板3和第二试板4的总厚度的中部附近位置不单独形成焊核,而是在第三焊核的基础上,向第二试板4的方向增长,最终形成第一试板3和第二试板4之间的目标焊核。
[0109]
【有中间试板5】
[0110]
当第一试板3和第二试板4之间包括中间试板5时,步骤s102具体包括步骤s131和步骤s132。
[0111]
步骤s131,向第一电极1和第二电极2施加第五压力n5和第五焊接电流i5,使第一试板3和中间试板5的接触面之间形成第四焊核(如图7和图8中的焊核6)。
[0112]
步骤s132,向第一电极1和第二电极2施加第六压力n6和第六焊接电流i6,使中间试板5和第二试板4的接触面之间形成第五焊核(如图8中的焊核7),目标焊核包括第四焊核和第五焊核。
[0113]
步骤s131
‑
步骤s132对应于上述【阶段三】和【阶段四】的过程。
[0114]
在阶段三中,施加的第五压力n5较小,第五焊接电流i5较大,执行时长t5较短。一方面,由于此时的焊核小,采用大电流,并在短时间内焊接,不会发生飞溅;另一方面,时间短可以避免电极散热较多,在一定程度内保证电极的焊接温度,进而快速在第一试板3和中间试板5之间形成第四焊核。在阶段四中,施加的第六压力n6较大,第六焊接电流i6较小,执行时长t6较长,可以减缓第一试板3和中间试板5之间形成的第四焊核的增长速度,避免发生焊接飞溅。同时在中间试板5和第二试板4之间形成第五焊核,达到焊接第一试板3、中间试板5和第二试板4的目的。
[0115]
综上,本实施例提供的电阻点焊方法可以依赖于凸起工作区11的电流密度大的特点,将焊核成核的位置偏移至第一试板3和第二试板4(第一试板3和第二试板4的厚度不相同,且前者小于后者)之间的界面位置,可以对不同厚度的试板进行高效焊接,相对于图1所示的电极而言,本实施例提供的电阻点焊装置大大提高了两个厚度不同的试板之间的连接强度,也就大大降低了焊接的难度;同时,可以利用第一工作区12将凸起工作区11挤出的熔化镀层以及发生塑性变形的第一试板3金属压平,提高第一试板3的外观,也就不需要在后期对外观进行改善,节约了成本。
[0116]
为了更好地理解上述提供的电阻点焊装置和电阻点焊方法,现提供以下具体示例进行解释说明。
[0117]
第一电极1和第二电极2的材质可以为铬锆铜。第一电极本体14直径d11=20mm。第一冷却槽15中有冷却水,冷却水流速4l/min。第一过渡区13为球面。凸起工作区11的直径d141=4mm,凸起工作区11的曲面半径r141=10mm。第一工作区12的直径d142,即为第一工作区12直径d14,d142=d14=8mm;第一工作区12的曲率半径r142=100mm。
[0118]
第二电极本体23直径d21=20mm。第二冷却槽24中有冷却水,冷却水流速4l/min。第二过渡区22为球面。第二工作区21的直径d24=6mm,第二工作区21的曲率半径r24=50mm。
[0119]
第一试板3为厚度0.6mm dx56d+z(表示板材的一种类型,表面有50g/m2的镀锌层),第二试板4为厚度1.8mm dp980+z,中间试板5为厚度1.8mm dp980+z,经过计算,厚度比=(0.6+1.8+1.8)/0.6=7。
[0120]
焊接电源即可以为工频电源,也可以为中频电源。本实施例中,焊接电源为1000hz中频电源。
[0121]
第一工作区12的直径大于等于第二工作区21的直径;第一工作区12的曲率半径大于第二工作区21的曲率半径;凸起工作区11的直径小于第二工作区21的直径;凸起工作区11的曲率半径小于第二工作区21的曲率半径。
[0122]
在本实施例中,根据上述装置的焊接方法,包括以下步骤:
[0123]
s1:将材料组合(包括第一试板3、中间试板5和第二试板4)的待焊接部位置于第一电极1、第二电极2之间;在焊接材料组合中,0.6mm dx56d+z作为第一试板3位于第一电极1一侧,1.8mm dp980+z作为第二试板4位于第二电极2一侧,1.8mm dp980+z作为中间试板5位
于第一试板3和第二试板4之间。
[0124]
s2:移动第一电极1和第二电极2,使凸起工作区11与第一试板3接触,第二工作区21与第二试板4接触。
[0125]
s3:焊接过程分为两个阶段:
[0126]
第一阶段:第一电极1、第二电极2之间施加压力n’=1.5kn、i’=9ka、焊接时间t’=0.06s,完成第一阶段焊接,在第一试板3和与中间试板5之间的接触面形成如图7和图8中的焊核6;
[0127]
第二阶段,第一电极1、第二电极2之间施加压力n”=3.5kn、i”=8ka、焊接时间t”=0.4s,完成第二阶段焊接,在材料组合3内部形成如图7和图8中的焊核7。
[0128]
在第二阶段焊接结束后,保持电极压力n”=3.5kn,保持时间0.2s。实际操作时,在s3阶段的整个焊接过程中,无焊接飞溅发生。
[0129]
s4:第一电极1、第二电极2张开,焊接结束。
[0130]
在本实施例中,参数满足:
[0131]
第一阶段压力n’≤第二阶段压力n”;
[0132]
第一阶段焊接时间t’<第二阶段焊接时间t”。
[0133]
对本实施例焊接后的材料组合进行外观检查,焊点表面的压痕满足压痕深度的要求,即压痕深度小于板厚20%,并且第一试板3表面质量显著优于第二试板4表面:第一试板3表面,在焊点中心存在直径约4mm、深度0.1mm的压痕(即凸起工作区11造成的小坑);第二试板4表面,在焊点处存在直径约7mm,深度0.2mm的压痕。
[0134]
对本实施例焊接后的材料组合进行十字拉伸测试,结果为:
[0135]
第一试板3与中间试板5之间为纽扣破坏,焊核直径4.5mm,满足大于4√t(t为相邻两板材中薄板的厚度)的要求,第一试板3与中间试板5之间的4√t=4√0.6=3.1mm;
[0136]
第二试板4与中间试板5之间为纽扣破坏,焊核直径6.5mm,满足大于4√t(t为相邻两板材中薄板的厚度)的要求,第二试板4与中间试板5之间的4√t=4√1.8=5.4mm。
[0137]
采用图1所示的电极进行焊接的过程如下:
[0138]
上电极和下电极的参数均与本实施例提供的第二电极2的参数相同;材料组合与本实施例上述提供的材料组合相同。
[0139]
采用单脉冲方式进行焊接:焊接压力在1.5
‑
4.0kn、焊接电流6
‑
10ka之间调节,均无法实现材料组合各材料之间的连接。继续增加焊接电流至13ka,虽然最终实现了材料组合各材料之间的连接,但焊接飞溅严重。第一试板3与中间试板5之间焊核直径仅2.5mm,第二试板4与中间试板5之间的焊核直径7.0mm。焊点表面质量很差,有黄色铜电极材料粘连,压痕深度>0.3mm。
[0140]
综合上述具体的实例可以看出,本实施例提供的电阻点焊装置和方法能够大大降低焊接试板的难度,提高试板表面的外观质量,降低成本。
[0141]
由于本实施例所介绍的电子设备为实施本技术实施例中信息处理的方法所采用的电子设备,故而基于本技术实施例中所介绍的信息处理的方法,本领域所属技术人员能够了解本实施例的电子设备的具体实施方式以及其各种变化形式,所以在此对于该电子设备如何实现本技术实施例中的方法不再详细介绍。只要本领域所属技术人员实施本技术实施例中信息处理的方法所采用的电子设备,都属于本技术所欲保护的范围。
[0142]
尽管已描述了本发明的优选实施例,但本领域内的技术人员一旦得知了基本创造性概念,则可对这些实施例作出另外的变更和修改。所以,所附权利要求意欲解释为包括优选实施例以及落入本发明范围的所有变更和修改。
[0143]
显然,本领域的技术人员可以对本发明进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1