采用工业机器人的汽车装配站及其工作方法与流程
1.本发明涉及汽车装配领域,具体涉及一种采用工业机器人的汽车装配站及其工作方法。
背景技术:
2.工业自动化是在工业生产中广泛采用自动控制、自动调整装置,用以代替人工操纵机器和机器体系进行加工生产的趋势。在工业生产自动化条件下,人只是间接地照管和监督机器进行生产。工业自动化,按其发展阶段可分为:(1) 半自动化。即部分采用自动控制和自动装置,而另一部分则由人工操作机器进行生产。(2)全自动化。指生产过程中全部工序,包括上料、下料、装卸等,都不需要人直接进行生产操作(人只是间接地看管和监督机器运转),而由机器连续地、重复地自动生产出一个或一批产品。
3.工业自动化技术是一种运用控制理论、仪器仪表、计算机和其他信息技术,对工业生产过程实现检测、控制、优化、调度、管理和决策,达到增加产量、提高质量、降低消耗、确保安全等目的综合性高技术,包括工业自动化软件、硬件和系统三大部分。工业自动化技术作为20世纪现代制造领域中最重要的技术之一,主要解决生产效率与一致性问题。无论高速大批量制造企业还是追求灵活、柔性和定制化企业,都必须依靠自动化技术的应用。自动化系统本身并不直接创造效益,但它对企业生产过程起着明显的提升作用:
4.(1)提高生产过程的安全性;
5.(2)提高生产效率;
6.(3)提高产品质量;
7.(4)减少生产过程的原材料、能源损耗。
8.汽车的组装在汽车装配流水线上最重要的一环,每年的需求量都很大。以前出于技术等诸多因素的影响,国内很多的汽车装配一直是劳动密集型产业,长期以来一直依靠人工装配,而我国对自动装配技术的研究起步较晚,近年来有一定的进展,陆续自行设计、建立和引进了一些半自动、自动装配线及装配工序半自动装置。所以自动装配技术在我国有很大的开发与应用潜力,装配自动化必将成为生产过程全盘自动化的下一个战赂目标。
9.目前对于人工装配,其装配效率低、可靠性差,已经成为制约汽车装配的发展的主要因素之一,而国内设计的半自动和自动装配线的自动化程度不高,导致了装配速度和生产效率亦较低。
10.传统的汽车装配的搬运和输送都是手工方式的,导致产品的一致性低,利用工业自动化技术实现轴承输送作业的自动化生产,具有重要的现实意义。
技术实现要素:
11.本发明针对现有技术的不足,提出一种采用工业机器人的汽车装配站及其工作方法,其中一种采用工业机器人的汽车装配站的具体技术方案如下:
12.采用工业机器人的汽车装配站,其特征在于:包括第一底座、第二底座、支撑架、物
料台、铰链调整台、上料机器人、移动机器人和拧紧机器人;
13.所述第一底座和所述第二底座相邻设置,两个支撑架相对设置在所述第一底座上;
14.所述上料机器人、所述移动机器人和所述拧紧机器人设置在所述第二基座上,所述铰链调整台位于所述上料机器人和所述移动机器人之间,所述物料台与所述上料机器人相邻设置;
15.所述抓取机器人上设置有视觉系统,所述移动机器人的末端设置有抓手装置,所述拧紧机器人设置有拧紧系统。
16.为更好的实现本发明,可进一步为:设置有自动锁紧件输送系统,所述自动锁紧件输送系统与所述抓取机器人相邻设置。
17.进一步地:所述锁紧件为螺母或者螺栓。
18.进一步地:所述上料机器人、所述移动机器人和所述拧紧机器人型号均为川崎bx200l。
19.其中,一种工业机器人的汽车装配站的工作方法的技术方案为:
20.一种工业机器人的汽车装配站的工作方法,其特征在于:
21.s1:在两个支撑架之间放置有待装配车身;
22.s2:由人工将车门总成推入物料台上;
23.s3:抓件机器人通过视觉系统定位抓取车门总成至矫正台并进行铰链校正;
24.s4:装配机器人抓取车门总成至车身预定安装位置,视觉系统扫描背门总成与车身间隙、段差并计算车门总成最佳装配姿态,并引导装配机器人到达最佳装配位置;
25.s5:自动锁紧件输送系统输送锁紧件到达指定位置,并由拧紧机器人通过其携带自动拧紧枪系统一次性拾取,在拧紧枪头部通过套筒套取锁紧件并依靠磁力拾取,通过检测开关检查拾取是否完成;
26.s6:在视觉系统引导下拧紧机器人将车身上的锁紧件拧紧;
27.s7:完成装配后视觉系统再次扫描车门总成与车身间隙、段差,完成数据采集及上传工作。
28.进一步地:所述自动锁紧件输送系统包括如下步骤:
29.s
‑
a:送钉机构将螺钉送至取钉位,取钉位夹具将螺钉夹紧,使其不能旋转;
30.s
‑
b:机器人带着拧紧机去检测位检测是否有螺钉,确认没有后移动至取钉位置,下压伸缩套筒,拧紧系统执行取钉动作;
31.s
‑
c:伸缩套筒的弹簧将驱动套筒头套入螺栓外六方上,取钉动作完成后,拧紧系统将向机器人反馈取钉结束,螺栓夹具松开,机器人带着拧紧机构去螺栓检测位检测是否取钉完成;
32.s
‑
d:如果所有螺栓都已取到,机器人将去拧紧位置开始拧紧;
33.s
‑
e:如果没有全部取到,机器人将带着拧紧机构到螺栓去除位,将已取到的螺栓去除,再重新取钉,直至取到全部螺栓。
34.本发明的有益效果为:整体结构简单,操作方便,方便维修,设置有上料机器人、移动机器人和拧紧机器人搭配视觉系统,能够自动化对车门进行组装,通过用少量的工人服务于一定数量的自动装配设备,在一定程度上提高均衡生产水平,采用该装配自动化所占
用的生产面积比手工装配完成同样生产任务的工作面积要小得多,代替传统的手工装配和传统的半自动化装配工艺,提高生产效率的同时也代替人工解放劳动力。
附图说明
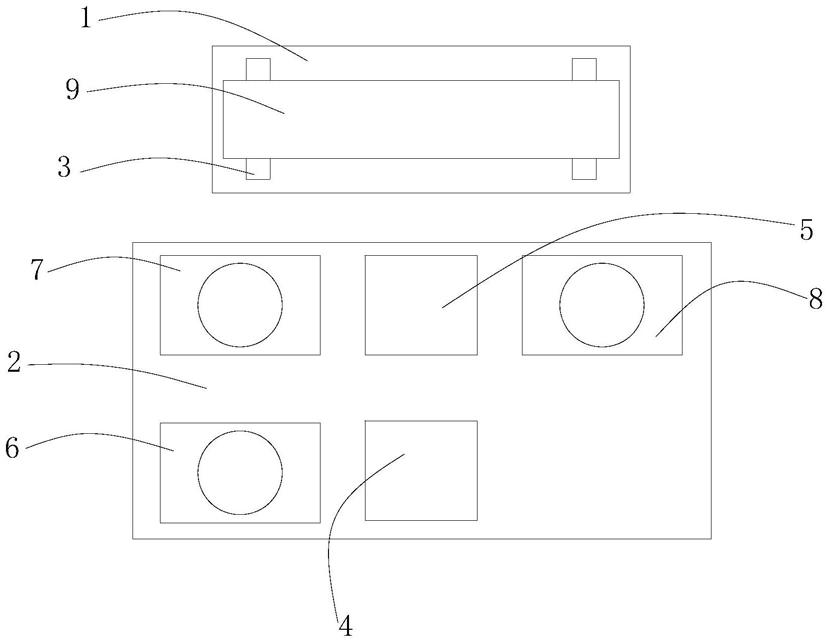
35.图1为本发明的结构图;
36.图2为本发明的工作流程图;
37.图3为铰链调整台结构图;
38.图中附图说明为,第一底座1、第二底座2、支撑架3、物料台4、铰链调整台 5、上料机器人6、移动机器人7、拧紧机器人8、车身9。
具体实施方式
39.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
40.如图1和图2所示:
41.采用工业机器人的汽车装配站,包括第一底座1、第二底座2、支撑架3、铰链调整台5、上料机器人6、移动机器人7和拧紧机器人8;
42.所述第一底座1和所述第二底座2相邻设置,两个支撑架3相对设置在所述第一底座1上;
43.所述上料机器人6、所述移动机器人7和所述拧紧机器人8设置在所述第二基座上,所述铰链调整台5位于所述上料机器人6和所述移动机器人7之间;
44.所述移动机器人7的末端设置有抓手装置,所述拧紧机器人8设置有拧紧枪;
45.上料机器人6将抓取的车门总成放置在铰链校正台上,铰链校正台上设置的工装对背门组件进行精定位,铰链校正台上的气爪机构对铰链姿态进行校正,以用于后续工艺安装要求。
46.其中,本发明拧紧系统采用三洋机工的sanyo
‑
sgnr系列拧紧系统,包括主轴spindle,驱动器driver,主控器multi
‑
controller,液晶显示器displaypanel,及配套电缆组成。
47.本发明具体工作流程为,
48.s1:车身运输到两个支撑架上进行定位,抓件机器人从矫正台取车门总成;
49.s2:抓件机器人携带车门总成移动至拍照位(距离安装位置偏移20mm);
50.s3:传感器发光同时扫描车门总成与车身,测量系统建立车身与后盖实际 virtual fixture与理论进行对比,并将计算出的6个自由度(x、y、z、rx、ry、 rz).偏差值反馈给抓件机器人;
51.s4:抓件机器人依据测里系统反馈的偏差值调整抓件轨迹,精确放置车门总成;
52.s5:抓手机器人调整好轨迹精确放置车门总成后,抓手机器人上的测量传感器扫描后盖与车身的匹配间隙,测量系统判断是否合格。合格进入下一工艺,不合格进行二次调整;
53.s6:测量系统判断间隙合格,拧紧机器人携带测里传感器扫描铰链安装螺钉与孔位置反馈给拧紧机器人,拧紧机器人准确到位进行拧紧;
54.s7:拧紧机器人拧紧完成后,抓手机器人上测量传感器再次扫描间隙面差并反馈是否合格;
55.s8:进入下一循环。
56.其中,一种工业机器人的汽车装配站的工作方法的技术方案为:
57.一种工业机器人的汽车装配站的工作方法,
58.s1:在两个支撑架之间放置有待装配车身;
59.s2:由人工将车门总成推入物料台上;
60.s3:抓件机器人通过视觉系统定位抓取车门总成至矫正台并进行铰链校正;
61.s4:装配机器人抓取车门总成至车身预定安装位置,视觉系统扫描背门总成与车身间隙、段差并计算车门总成最佳装配姿态,并引导装配机器人到达最佳装配位置;
62.s5:自动锁紧件输送系统输送锁紧件到达指定位置,并由拧紧机器人通过其携带自动拧紧枪系统一次性拾取,在拧紧枪头部通过套筒套取锁紧件并依靠磁力拾取,通过检测开关检查拾取是否完成;
63.s6:在视觉系统引导下拧紧机器人将车身上的锁紧件拧紧;
64.s7:完成装配后视觉系统再次扫描车门总成与车身间隙、段差,完成数据采集及上传工作。
65.其中,所述自动锁紧件输送系统包括如下步骤:
66.s
‑
a:送钉机构将螺钉送至取钉位,取钉位夹具将螺钉夹紧,使其不能旋转;
67.s
‑
b:机器人带着拧紧机去检测位检测是否有螺钉,确认没有后移动至取钉位置,下压伸缩套筒,拧紧系统执行取钉动作;
68.s
‑
c:伸缩套筒的弹簧将驱动套筒头套入螺栓外六方上,取钉动作完成后,拧紧系统将向机器人反馈取钉结束,螺栓夹具松开,机器人带着拧紧机构去螺栓检测位检测是否取钉完成;
69.s
‑
d:如果所有螺栓都已取到,机器人将去拧紧位置开始拧紧;
70.s
‑
e:如果没有全部取到,机器人将带着拧紧机构到螺栓去除位,将已取到的螺栓去除,再重新取钉,直至取到全部螺栓。
71.其中,抓取机器人的时序如下步骤:
72.1、抓取机器人从等待位移动到检测位置;
73.2、对车门的位置进行检测;
74.3、抓取机器人抓取车门总成;
75.4、抓取机器人将车门放置在矫正台;
76.5、抓取机器人回到等待位;
77.6、矫正台检测到工件就位;
78.7、矫正台完成对铰接校正;
79.8、夹具打开;
80.9、通知装配机器人进行抓件;
81.10、装配机器人确认当前车型数据;
82.11、装配机器人移动到换枪盘存放架处;
83.12、判断装配机器人是否需要换枪;
84.13、装配机器人移动到抓件等待位;
85.14、装配机器人移动到矫正台进行抓件;
86.15、装配机器人进行检测,装配机器人完成装配,装配机器人回到等待位;
87.16、螺钉送料,进行排序;
88.17、螺钉分离,输送到取钉位就绪;
89.18、拧紧机器人确认当前车型数据;
90.19、拧紧机器人移动到换枪盘存放架中;
91.20、拧紧机器人移动到空钉检测位置检测是否空钉;
92.21、拧紧机器人移动到取钉位置;
93.22、拧紧机器人移动到拧紧等待位置,等待拧紧引导数据及信号;
94.23、拧紧机器人进行拧紧;
95.24、拧紧机器人退出车体回到等待位置。
96.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
97.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1