一种无缝钢管穿孔机及其顶头的制作方法
1.本发明涉及无缝钢管技术领域,特别涉及一种顶头。本发明还涉及一种具有该顶头的无缝钢管穿孔机。
背景技术:
2.无缝钢管作为一种经济断面钢材,广泛用于化工、石油、电站、锅炉、航空、汽车、机械制造、船舶、航天、地质、能源、建筑及军工等各个部门。
3.无缝钢管的三个变形工序是穿孔、轧管、减径。管坯穿孔是热轧无缝钢管生产流程中第一道变形工序,二辊斜轧穿孔由两个相对轧制线倾斜布置的桶形轧辊、两个导盘和一个位于其中间的顶头所构成。轧辊、导盘(导辊)、顶头组成一个封闭的孔型,高温金属在该孔型构成的区域进行连续变形,最终从实心管坯轧出空心毛管。其中,轧辊,导盘根据工艺要求相对固定安装,顶头安装于顶杆上,随轧制周期的动作要求,进行轧制位和工作后位的周期性更迭。其中,顶头是热轧穿孔机中对钢管内壁质量影响最大的部件,在实际穿孔过程中,顶头在穿轧过程中所处环境恶劣,特别是其鼻部区域,长时间高温工作时可能率先会产生塌鼻等失效情况,而一旦发生塌鼻失效,就需要更换整个顶头。
4.因此,如何避免由于鼻部区域失效而导致更换整个顶头,是本领域技术人员目前需要解决的技术问题。
技术实现要素:
5.本发明的目的是提供一种顶头,可以实现鼻部可拆卸地安装于顶头上,从而可以解决由于鼻部区域失效而导致需要更换整个顶头的问题。本发明的另一目的是提供一种包括上述顶头的无缝钢管穿孔机。
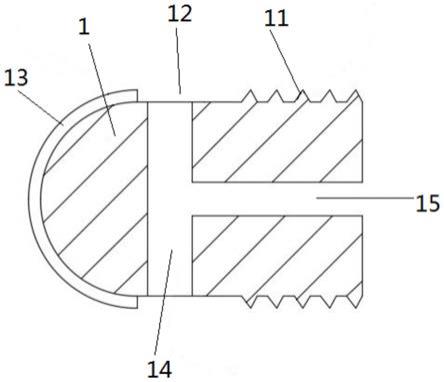
6.为实现上述目的,本发明提供一种顶头,包括本体和固接于所述本体上、用以穿轧管坯以在管坯中心部形成孔的鼻部,所述本体的头部设有内螺纹连接孔,所述鼻部设有与所述内螺纹连接孔螺纹旋接的外螺纹连接端。
7.可选地,所述本体包括用以扩大管坯中心孔的内径的穿轧锥,及与所述穿轧锥一体相连的反锥,所述穿轧锥的外径沿远离所述反锥的方向渐缩,所述反锥的外径沿远离所述穿轧锥的方向渐缩。
8.可选地,所述内螺纹连接孔沿所述穿轧锥的轴向开设并设于所述穿轧锥远离所述反锥的一端。
9.可选地,所述鼻部设有沿径向开设、用以喷射润滑剂的喷射孔。
10.可选地,所述鼻部的头部设有穿轧端,所述穿轧端与所述外螺纹连接端之间设有与所述喷射孔连通、用以防止所述喷射孔与管坯内表面接触的环形槽口。
11.可选地,所述鼻部设有沿轴向开设并与所述喷射孔连通的连通孔,所述本体设有沿轴向贯通并与所述连通孔连通的贯通孔。
12.可选地,所述喷射孔设有多个,多个所述喷射孔沿所述鼻部的圆周方向均匀设置。
13.可选地,所述环形槽口沿所述鼻部轴向的尺寸大于所述喷射孔沿所述鼻部轴向的尺寸。
14.可选地,所述鼻部的表面和所述本体的表面均形成有氧化膜层。
15.本发明还提供一种无缝钢管穿孔机,包括上述任一项所述的顶头。
16.相对于上述背景技术,本发明实施例所提供的顶头,包括本体和鼻部,其中,鼻部固接于本体上,鼻部用于穿轧管坯,以在管坯中心部形成孔,进一步地,为了实现鼻部可拆卸地连接于顶头,上述本体的头部设有内螺纹连接孔,鼻部设有外螺纹连接端,该外螺纹连接端与内螺纹连接孔适配,并能够通过螺纹旋接实现鼻部与顶头的连接。相较于传统顶头的鼻部与顶头为一体成型的结构,由于鼻部与顶头无法拆卸分离,因此会导致鼻部失效后需要对整个顶头进行更换,本发明实施例所提供的顶头,其鼻部通过螺纹旋接可拆卸地连接于本体上,这样一来,一旦鼻部发生损坏,即可以将鼻部从本体上拆卸下来更换,同时,由于鼻部可以实现批量化生产,因此,可以达到随用随换的目的,这样可以解决由于更换整个顶头带来的生产成本的增加的问题。
附图说明
17.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图获得其他的附图。
18.图1为本发明实施例所提供的顶头的鼻部结构示意图;
19.图2为本发明实施例所提供的顶头的本体结构示意图。
20.其中:
[0021]1‑
鼻部、11
‑
外螺纹连接端、12
‑
环形槽口、13
‑
穿轧端、14
‑
喷射孔、15
‑
连通孔;
[0022]2‑
本体、21
‑
穿轧锥、211
‑
内螺纹连接孔、22
‑
反锥、23
‑
贯通孔。
具体实施方式
[0023]
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
[0024]
本发明的核心是提供一种顶头,可以实现鼻部可拆卸地安装于顶头上,从而可以解决由于鼻部区域失效而导致需要更换整个顶头的问题。本发明的另一核心是提供一种包括上述顶头的无缝钢管穿孔机。
[0025]
为了使本技术领域的技术人员更好地理解本发明方案,下面结合附图和具体实施方式对本发明作进一步的详细说明。
[0026]
需要说明的是,下文所述的“上端、下端、左侧、右侧”等方位词都是基于说明书附图所定义的。
[0027]
请参考图1和图2,图1为本发明实施例所提供的顶头的鼻部结构示意图;图2为本发明实施例所提供的顶头的本体结构示意图。
[0028]
本发明实施例所提供的顶头,包括本体2和鼻部1,其中,鼻部1固接于本体2的头部位置,在无缝钢管通过热轧穿孔成形的过程中,鼻部1用于穿轧管坯,以在管坯中心部形成孔;本体2与鼻部1紧邻设置,本体2用于与中空的坯料接触并进一步扩大管坯的内径,并在管坯与轧辊之间轧制时使中空管坯壁厚成为规定的厚度。
[0029]
进一步地,为了实现鼻部1可拆卸地连接于顶头,上述本体2的头部设有内螺纹连接孔211,鼻部1设有外螺纹连接端11,该外螺纹连接端11与内螺纹连接孔211适配,并能够通过螺纹旋接实现鼻部1与本体2的连接。
[0030]
相较于传统顶头的鼻部1与顶头为一体成型的结构,由于鼻部1与顶头无法拆卸分离,因此会导致鼻部1失效后需要对整个顶头进行更换,本发明实施例所提供的顶头,其鼻部1通过螺纹旋接可拆卸地连接于本体2上,这样一来,一旦鼻部1发生损坏,即可以将鼻部1从本体2上拆卸下来更换,同时,由于鼻部1可以实现批量化生产,因此,可以达到随用随换的目的,这样可以解决由于更换整个顶头而带来的生产成本的增加的问题。
[0031]
需要说明的是,上述顶头的材质选择高温合金,其中,鼻部1和本体2均采用高温合金材质。高温合金为可在600
‑
1200℃高温下承受一定应力并具有抗氧化或抗腐蚀能力的合金。比如采用铁基高温合金、镍基高温合金和钴基高温合金。鼻部1和本体2上的螺纹可以采用机加工成型。
[0032]
具体地说,上述本体2包括穿轧锥21和反锥22,其中,穿轧锥21用于扩大管坯中心孔的内径,反锥22与穿轧锥21一体相连,穿轧锥21的外径沿远离反锥22的方向渐缩,反锥22的外径沿远离穿轧锥21的方向渐缩。穿轧锥21和反锥22二者的横截面均为圆形。
[0033]
内螺纹连接孔211沿穿轧锥21的轴向开设并设于穿轧锥21远离反锥22的一端,并且根据热轧穿孔的需要,穿轧锥21沿轴向的尺寸远大于反锥22沿轴向的尺寸。
[0034]
更进一步地,鼻部1设有喷射孔14,该喷射孔14沿鼻部1的径向开设,喷射孔14用于在热轧穿孔的过程中喷射润滑剂。
[0035]
在实际穿孔过程中,有时会在管坯内表面产生缺陷,为了抑制管坯内表面的缺陷,本文采用降低顶头表面摩擦系数的方式。也就是通过降低顶头表面摩擦系数以提升被穿孔的坯料的行进速度,同时抑制圆周方向的剪切变形以及降低顶头的磨损与熔损。因此,将润滑剂通过鼻部1的喷射孔14喷出,以对顶头进行润滑是很有必要的。
[0036]
为了避免润滑剂喷射过程中对管坯内表面成型质量造成影响,鼻部1设有环形槽口12,具体地,鼻部1的头部设有穿轧端13,穿轧端13在鼻部1的轴向上具有凸曲率,通过穿轧端13顶穿管坯,并在坯料中心部形成孔;穿轧端13与外螺纹连接端11之间设有环形槽口12,该环形槽口12与喷射孔14连通,环形槽口12用于防止喷射孔14与管坯内表面直接接触。
[0037]
这样一来,相较于喷射孔14设置于穿轧锥21上时喷射孔14直接与管坯内表面接触,从而导致内表面缺陷,本发明实施例所提供的顶头,将喷射孔14设于鼻部1,且鼻部1的外周设有与喷射孔14连通的环形槽口12,这样可以避免喷射孔14与管坯内表面直接接触,进而可以解决润滑剂喷射过程中对管坯内表面成型质量造成影响的问题。
[0038]
需要注意的是,上述环形槽口12沿鼻部1轴向的尺寸大于喷射孔14沿鼻部1轴向的尺寸。同时,当鼻部1安装于本体2上后,鼻部1的穿轧端13与穿轧锥21头部端面形成的槽口沿顶头轴向的尺寸也应当大于喷射孔14沿顶头轴向的尺寸。
[0039]
为了便于输送润滑剂,鼻部1设有沿轴向开设的连通孔15,该连通孔15与喷射孔14
连通,相应的,本体2设有贯通孔23,该贯通孔23沿本体2的轴向贯通,当鼻部1安装于本体2上后,鼻部1的连通孔15与本体2的贯通孔23连通。
[0040]
这样一来,外部的喷射装置使润滑剂通过贯通孔23和连通孔15从鼻部1的喷射孔14喷射出去,从而可以达到润滑顶头与管坯接触工作区的目的,进而可以起到降低顶头表面摩擦系数的作用。
[0041]
当然,根据实际需要,上述喷射孔14的数量为多个,多个喷射孔14沿鼻部1的圆周方向均匀设置,这样可以保证润滑剂均匀喷射,从而可以充分润滑顶头表面和管坯内表面,进而可以改善无缝钢管的成形缺陷。
[0042]
此外,为了提高顶头的使用寿命,还可以通过热处理工艺处理顶头,可以单独处理鼻部1和本体2,通过热处理工艺可以使鼻部1和本体2基体组织为粒状贝氏体和少量马氏体,同时,高温氧化处理使鼻部1和本体2的表面形成深灰色的完整、光滑致密的氧化膜层。
[0043]
本发明所提供的一种无缝钢管穿孔机,包括上述具体实施例所描述的顶头;无缝钢管穿孔机的其他部分可以参照现有技术,本文不再展开。
[0044]
需要说明的是,在本说明书中,诸如第一和第二之类的关系术语仅仅用来将一个实体与另外几个实体区分开来,而不一定要求或者暗示这些实体之间存在任何这种实际的关系或者顺序。
[0045]
以上对本发明所提供的无缝钢管穿孔机及其顶头进行了详细介绍。本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方案及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干改进和修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1