用于充气柜的自动焊接装置的制作方法
1.本发明涉及充气柜焊接领域,具体涉及用于充气柜的自动焊接装置。
背景技术:
2.在配电柜进行加工时,往往会将充气柜进行焊接,但留下顶板和侧板不进行焊接,再通过工人将配件安装在充气柜上,再通过工人将顶板和侧板焊接在充气柜上,进而完成充气柜的密封,而通过这种方式,往往会消耗工人大量的体力和时间。
3.我国专利申请号:cn201911171353.7;公开了用于充气柜的夹持设备和焊接生产线,该焊接生产线包括焊接机器人、吊架以及夹持设备。本发明取代人工,提高焊接质量,可广泛应用于充气柜生产技术领域。
4.该方案具有以下缺点:
5.1、该方案虽然能够自动将顶板和侧板焊接在充气柜上,但设备的占地面积过大,且设备的造价成本太高。
6.2、且每次只能焊接充气柜一端,将所有端部进行焊接,也会消耗大量的时间。
7.3、在焊接时充气柜需要不断的移动,而在移动时,刚焊好的焊疤往往会因为没有粘黏住而发生间隙裂缝,造成充气柜的漏气,需要工人进行二次补焊。
技术实现要素:
8.本发明的目的在于提供用于充气柜的自动焊接装置。
9.为达此目的,本发明采用以下技术方案:
10.提供用于充气柜的自动焊接装置,包括前端面焊接机构、双向收卷机构、拉升机构、弹性侧压机构、下压机构、水平推移机构、第一支撑架、侧压板、下压板、第二支撑架、两个侧面焊接机构、后端面焊接机构和侧面夹紧机构,第一支撑架固定安装在地面上,水平推移机构固定安装在第一支撑架上,充气柜放置在地面上水平推移机构上,两个侧面夹紧机构固定安装在水平推移机构的侧面上,侧面夹紧机构与充气柜的侧面可拆卸连接,第二支撑架固定安装在地面上,下压机构固定安装在第二支撑架上,下压板固定安装在下压机构的底部,侧压板与充气柜的侧面抵触,侧压板固定安装在弹性侧压机构上,弹性侧压机构通过两个第一支撑管固定安装在地面上,两个侧面焊接机构位于充气柜的侧面,两个侧面焊接机构均固定安装在地面上,双向收卷机构固定安装在地面上,双向收卷机构两端分别与两个侧面焊接机构传动连接,两个后端面焊接机构分别位于弹性侧压机构的上下两侧,两个后端面焊接机构均固定安装在第一支撑管上,前端面焊接机构位于下压机构远离后端面焊接机构的一侧,前端面焊接机构固定安装在第二支撑架上,前端面焊接机构通过连接架与弹性侧压机构上方的后端面焊接机构传动连接,拉升机构固定安装在连接架上,拉升机构的一端与充气柜传动连接,拉升机构的另一端与前端面焊接机构传动连接。
11.进一步的,每个侧面焊接机构均包括第一焊枪、第一弹性架、第二弹性架、第一拉绳、导线架和收卷轮,第二弹性架固定安装在顶面上,第一弹性架固定安装在第二弹性架的
顶部,第一焊枪固定安装在第一弹性架的端部,收卷轮固定安装在双向收卷机构的一端上,导线架固定安装在第二弹性架的端部,第一拉绳的一端与第一弹性架固定连接,第一拉绳的另一端固定安装在收卷轮上。
12.进一步的,每个第一弹性架均包括第一限位抵板、第二限位抵板、安装座、第一导板、第一连接板、两个第一导柱和第一抵触弹簧,第一导板固定安装在第二弹性架的顶部,两个第一导柱的一端依次穿过第一导板和第二限位抵板,第一导板上开设有供第一导柱穿过的导孔,第二限位抵板上开设有供第一导柱穿过的避让孔,第二限位抵板固定安装在第一连接板上,第一连接板固定安装在第一导板上,第一限位抵板固定安装在两个第一导柱的中部,第一限位抵板的一端与第一导板贴合,安装座固定安装在两个第一导柱的另一端上,第一焊枪固定安装在安装座上,两个第一抵触弹簧分别套设在两个第一导柱上,每个第一抵触弹簧的一端与第二限位抵板抵触,另一端与第一限位抵板抵触,第一拉绳的一端固定安装在安装座上,第一拉绳的另一端穿过第一导板,第一导板上开设有供第一拉绳穿过的穿孔。
13.进一步的,每个第二弹性架均包括顶板、两个伸缩管和第二抵触弹簧,两个伸缩管的顶部与顶板的底部固定连接,两个伸缩管的底部固定安装在地面上,伸缩管的底部设置有抵触圆板,两个第二抵触弹簧分别套设在两个伸缩管上,每个第二抵触弹簧的一端与顶板抵触,另一端与抵触圆板抵触。
14.进一步的,双向收卷机构包括驱动电机、第一斜齿轮、两个传动轴、第二斜齿轮和转座,两个传动轴共轴线设置,两个传动轴分别与两个转座转动连接,两个第二斜齿轮分别固定安装在两个传动轴的内端上,两个收卷轮分别固定安装在两个传动轴的外端上,第一斜齿轮位于两个第二斜齿轮之间,第一斜齿轮分别与两个第二斜齿轮啮合,第一斜齿轮固定安装在驱动电机的输出端上,驱动电机通过电机座固定安装在地面上,两个传动轴分别与两个后端面焊接机构传动连接。
15.进一步的,每个后端面焊接机构均包括大带轮、小带轮、丝杠、第一滑轨、第一滑座、丝杆螺母、底板、第二支撑管、支撑座和第二焊枪,底板固定安装在两个第一支撑管上,第二支撑管固定安装在底板上,第一滑轨固定安装在第二支撑管上,第一滑座能够滑动的安装在第一滑轨上,支撑座固定安装在第一滑座上,丝杆螺母固定安装在支撑座上,丝杠与丝杆螺母啮合,丝杠通过固定座安装在底板上,第二焊枪固定安装在支撑座上,小带轮固定安装在丝杠的一端上,大带轮固定安装在传动轴上,大带轮通过皮带与小带轮传动连接。
16.进一步的,前端面焊接机构包括支撑管架、滑轨、滑座、导座、安装板、两个第二导柱和第三焊枪,支撑管架固定安装在第二支撑架上,滑轨固定安装在支撑管架上,滑座能够滑动的安装在滑轨上,导座固定安装在滑座上,两个第二导柱的一端穿过导座,导座上开设有供第二导柱穿过的滑孔,安装板固定安装在两个第二导柱的另一端,第二导柱呈倾斜设置,第三焊枪固定安装在安装板上,拉升机构的一端与安装板传动连接,导座与连接架固定连接。
17.进一步的,拉升机构包括第二拉绳、第二连接板、压板、固定板、第一限位板、两个导线座、延伸条板、第三导柱和第三抵触弹簧,两个导线座均固定安装在连接架的顶部,第二拉绳卡设在两个导线座内,第二拉绳的一端穿过连接架和导座,且与安装板固定连接,连接架和导座上开设有供第二拉绳穿过的穿孔,第二拉绳的另一端穿过连接架与第二连接板
固定连接,连接架上开设有供第二拉绳穿过的方孔,第二连接板固定安装在固定板上,固定板固定安装在两个第三导柱的一端,两个第三导柱的另一端穿过连接架,连接架上开设有供第三导柱穿过的导孔,第一限位板固定安装在两个第三导柱的另一端,两个第三抵触弹簧分别套设在两个第三导柱上,且每个第三抵触弹簧的一端与固定板抵触,另一端与连接架抵触,两个延伸条板固定安装在固定板上,压板固定安装在两个延伸条板的底部,且压板位于侧压板的顶部与充气柜的顶部之间。
18.进一步的,弹性侧压机构包括连接管、导板、第二限位板、两个第四导柱和第四抵触弹簧,导板固定安装在两个第一支撑管上,两个第四导柱的一端穿过导板,导板上开设有供第四导柱穿过的导孔,连接管固定安装在两个第四导柱的一端上,第二限位板固定安装在两个第四导柱的另一端上,侧压板固定安装在连接管上,两个第四抵触弹簧分别套设在两个第四导柱上,每个第四抵触弹簧的一端与导板抵触,另一端与连接管抵触。
19.本发明的有益效果:
20.1、该用于充气柜的自动焊接装置,通过拉升机构起到了三个效果,其一,避免充气柜与第三焊枪发生碰撞,其二,且进行焊接时,若第三焊枪无法对充气柜进行焊接,就可以推理出充气柜没有被水平推移机构推动到位,这时工人就可以对设备进行检修,避免在焊接时才发现故障,影响充气柜的焊接进行,因此,还起到检测的作用,其三,不需要使用驱动源带动第三焊枪进行移动,节约了电力和设备的成本。
21.2、双向收卷机构起到了三个效果,其一,带动两个侧面焊接机构进行同时的分向运动,避免第一焊枪与第二焊枪之间同时移动到充气柜的同一端点,其二,带动前端面焊接机构、两个侧面焊接机构和后端面焊接机构同时运动,使得充气柜的多端焊接同时进行,节约了设备焊接充气柜的大量时间,提高了设备的焊接效率,其三,同时驱动前端面焊接机构、两个侧面焊接机构和后端面焊接机构,减少驱动源,便于控制,且降低成本。
22.3、通过侧面焊接机构起到了三个效果,其一,使得第一焊枪呈倒转的l形状运动,进而能够对充气柜的两侧进行焊接,其二,通过这种同一驱动源带动第一焊枪呈倒转的形状运动,使得第一焊枪能够进行两个方向的焊接,相比于通过两个驱动源的方式,降低了设备的成本,其三,大大缩短第一焊枪的运动距离与后端面焊接机构或前端面焊接机构上焊枪的运动距离差距,使得第一焊枪与后端面焊接机构或前端面焊接机构上焊枪的运动距离相差不多,进而通过这种方式整体控制,便于控制焊接速度。
23.4、在焊接的过程中,只需要焊枪移动,不需要充气柜的移动,避免由于移动所产生的裂缝。
24.5、且设备的占地面积小,造价成本低,利于设备的推广应用。
附图说明
25.为了更清楚地说明本发明实施例的技术方案,下面将对本发明实施例中所需要使用的附图作简单地介绍。
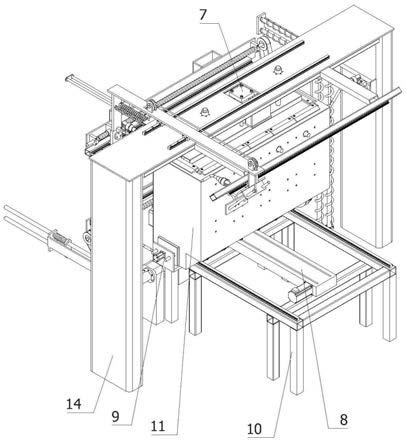
26.图1为本发明的立体结构示意图;
27.图2为本发明的局部立体结构示意图;
28.图3为本发明的局部立体结构示意图;
29.图4为侧面焊接机构的立体结构示意图;
30.图5为侧面焊接机构收拢状态的立体结构示意图;
31.图6为侧面焊接机构的局部立体结构示意图;
32.图7为第二弹性架的立体结构示意图;
33.图8为双向收卷机构的立体结构示意图;
34.图9为本发明的局部立体结构示意图;
35.图10为后端面焊接机构的立体结构示意图;
36.图11为后端面焊接机构的立体结构分解示意图;
37.图12为前端面焊接机构的立体结构示意图;
38.图13为本发明的局部立体结构示意图;
39.图14为拉升机构的立体结构示意图;
40.图15为弹性侧压机构的立体结构示意图;
41.图16为充气柜未焊接前的分解图;
42.图中:
43.1、侧面焊接机构;1a、第一焊枪;1b、第一弹性架;1b1、第一导柱;1b2、第一限位抵板;1b3、第二限位抵板;1b4、第一抵触弹簧;1b5、安装座;1b6、第一导板;1b7、第一连接板;1c、第二弹性架;1c1、伸缩管;1c2、第二抵触弹簧;1c3、顶板;1d、第一拉绳;1e、导线架;1f、收卷轮;
44.2、后端面焊接机构;2a、大带轮;2b、小带轮;2c、丝杠;2d、第一滑轨;2e、第一滑座;2f、丝杆螺母;2k、底板;2h、第二支撑管;2i、支撑座;2j、第二焊枪;
45.3、前端面焊接机构;3a、支撑管架;3b、滑轨;3c、滑座;3d、导座;3e、第二导柱;3f、第三焊枪;3h、安装板;
46.4、双向收卷机构;4a、驱动电机;4b、传动轴;4c、第一斜齿轮;4d、第二斜齿轮;4e、转座;
47.5、拉升机构;5a、第二拉绳;5b、导线座;5c、第二连接板;5d、延伸条板;5e、压板;5f、固定板;5h、第三导柱;5i、第三抵触弹簧;5j、第一限位板;
48.6、弹性侧压机构;6a、连接管;6b、第四导柱;6c、导板;6d、第四抵触弹簧;6e、第二限位板;
49.7、下压机构;8、水平推移机构;9、侧面夹紧机构;10、第一支撑架;11、充气柜;12、侧压板;13、下压板;14、第二支撑架;15、第一支撑管;16、连接架。
具体实施方式
50.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
51.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本发明的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
52.参照图1至图16所示的用于充气柜的自动焊接装置,包括前端面焊接机构3、双向收卷机构4、拉升机构5、弹性侧压机构6、下压机构7、水平推移机构8、第一支撑架10、侧压板12、下压板13、第二支撑架14、两个侧面焊接机构1、后端面焊接机构2和侧面夹紧机构9,第一支撑架10固定安装在地面上,水平推移机构8固定安装在第一支撑架10上,充气柜11放置
在地面上水平推移机构8上,两个侧面夹紧机构9固定安装在水平推移机构8的侧面上,侧面夹紧机构9与充气柜11的侧面可拆卸连接,第二支撑架14固定安装在地面上,下压机构7固定安装在第二支撑架14上,下压板13固定安装在下压机构7的底部,侧压板12与充气柜11的侧面抵触,侧压板12固定安装在弹性侧压机构6上,弹性侧压机构6通过两个第一支撑管15固定安装在地面上,两个侧面焊接机构1位于充气柜11的侧面,两个侧面焊接机构1均固定安装在地面上,双向收卷机构4固定安装在地面上,双向收卷机构4两端分别与两个侧面焊接机构1传动连接,两个后端面焊接机构2分别位于弹性侧压机构6的上下两侧,两个后端面焊接机构2均固定安装在第一支撑管15上,前端面焊接机构3位于下压机构7远离后端面焊接机构2的一侧,前端面焊接机构3固定安装在第二支撑架14上,前端面焊接机构3通过连接架16与弹性侧压机构6上方的后端面焊接机构2传动连接,拉升机构5固定安装在连接架16上,拉升机构5的一端与充气柜11传动连接,拉升机构5的另一端与前端面焊接机构3传动连接。
53.每个侧面焊接机构1均包括第一焊枪1a、第一弹性架1b、第二弹性架1c、第一拉绳1d、导线架1e和收卷轮1f,第二弹性架1c固定安装在顶面上,第一弹性架1b固定安装在第二弹性架1c的顶部,第一焊枪1a固定安装在第一弹性架1b的端部,收卷轮1f固定安装在双向收卷机构4的一端上,导线架1e固定安装在第二弹性架1c的端部,第一拉绳1d的一端与第一弹性架1b固定连接,第一拉绳1d的另一端固定安装在收卷轮1f上。在最开始时一个侧面焊接机构1为完全收缩状态,另一个侧面焊接机构1为完全张开状态,在最开始时,通过双向收卷机构4进行工作,使得一个收卷轮1f上的第一拉绳1d进行收卷,另一个收卷轮1f上的第一拉绳1d进行放卷,进行收卷的收卷轮1f将进行如下动作:首先收卷轮1f将收卷第一拉绳1d,使得第一拉绳1d的端部拉动第一弹性架1b,第一弹性架1b完全收拢的推力小于第二弹性架1c最开始的扩张推力,因此,当第一弹性架1b完全收拢后,由于第一拉绳1d还在继续拉动,将使得第一拉绳1d拉动第二弹性架1c进行收拢,进而使得第一焊枪1a呈倒转的l形状运动,进而使得第一焊枪1a对充气柜11的边缘进行焊接;
54.另一个第一焊枪1a将进行反向运动,进而使得两个第一焊枪1a同时对充气柜11的边缘进行焊接,使得充气柜11的两侧边缘焊接完成,通过这样焊接,避免第一焊枪1a与后端面焊接机构2或者前端面焊接机构3的焊枪对充气柜11的同一端角接触,一方面避免焊枪的发生碰撞,另一方面避免焊接同一端角时,而由于焊接温度过高,而无法焊紧;
55.通过这种同一驱动源带动第一焊枪1a呈倒转的l形状运动,使得第一焊枪1a能够进行两个方向的焊接,相比于通过两个驱动源的方式,降低了设备的成本,且大大缩短第一焊枪1a的运动距离与后端面焊接机构2或前端面焊接机构3上焊枪的运动距离差距,使得第一焊枪1a与后端面焊接机构2或前端面焊接机构3上焊枪的运动距离相差不多,进而通过这种方式整体控制,便于控制焊接速度。
56.每个第一弹性架1b均包括第一限位抵板1b2、第二限位抵板1b3、安装座1b5、第一导板1b6、第一连接板1b7、两个第一导柱1b1和第一抵触弹簧1b4,第一导板1b6固定安装在第二弹性架1c的顶部,两个第一导柱1b1的一端依次穿过第一导板1b6和第二限位抵板1b3,第一导板1b6上开设有供第一导柱1b1穿过的导孔,第二限位抵板1b3上开设有供第一导柱1b1穿过的避让孔,第二限位抵板1b3固定安装在第一连接板1b7上,第一连接板1b7固定安装在第一导板1b6上,第一限位抵板1b2固定安装在两个第一导柱1b1的中部,第一限位抵板
1b2的一端与第一导板1b6贴合,安装座1b5固定安装在两个第一导柱1b1的另一端上,第一焊枪1a固定安装在安装座1b5上,两个第一抵触弹簧1b4分别套设在两个第一导柱1b1上,每个第一抵触弹簧1b4的一端与第二限位抵板1b3抵触,另一端与第一限位抵板1b2抵触,第一拉绳1d的一端固定安装在安装座1b5上,第一拉绳1d的另一端穿过第一导板1b6,第一导板1b6上开设有供第一拉绳1d穿过的穿孔。当第一拉绳1d进行拉动时,第一拉绳1d将拉动安装座1b5,安装座1b5将带动第一焊枪1a进行水平运动,使得第一焊枪1a对充气柜11进行水平焊接,且在第一焊枪1a运动的过程中,第一导柱1b1将带动第一限位抵板1b2对第一抵触弹簧1b4进行压缩,当安装座1b5与第一导板1b6抵触时,第一焊枪1a将完成了水平焊接,且第一焊枪1a也将无法进行水平移动,由于第一拉绳1d还在继续被收卷轮1f收卷,将使得第一拉绳1d开始带动第二弹性架1c进行运动。
57.每个第二弹性架1c均包括顶板1c3、两个伸缩管1c1和第二抵触弹簧1c2,两个伸缩管1c1的顶部与顶板1c3的底部固定连接,两个伸缩管1c1的底部固定安装在地面上,伸缩管1c1的底部设置有抵触圆板,两个第二抵触弹簧1c2分别套设在两个伸缩管1c1上,每个第二抵触弹簧1c2的一端与顶板1c3抵触,另一端与抵触圆板抵触。第二抵触弹簧1c2的最开始弹力大于第一抵触弹簧1b4被压缩到最后位置的弹力,当第一焊枪1a无法进行水平移动后,由于第一拉绳1d还在继续被收卷轮1f收卷,使得第一导板1b6将向上推动顶板1c3,使得顶板1c3对第二抵触弹簧1c2进行压缩,进而使得第一焊枪1a开始进行下降,使得第一焊枪1a对充气柜11进行的竖直焊接。
58.双向收卷机构4包括驱动电机4a、第一斜齿轮4c、两个传动轴4b、第二斜齿轮4d和转座4e,两个传动轴4b共轴线设置,两个传动轴4b分别与两个转座4e转动连接,两个第二斜齿轮4d分别固定安装在两个传动轴4b的内端上,两个收卷轮1f分别固定安装在两个传动轴4b的外端上,第一斜齿轮4c位于两个第二斜齿轮4d之间,第一斜齿轮4c分别与两个第二斜齿轮4d啮合,第一斜齿轮4c固定安装在驱动电机4a的输出端上,驱动电机4a通过电机座固定安装在地面上,两个传动轴4b分别与两个后端面焊接机构2传动连接。当驱动电机4a进行转动时,驱动电机4a将带动第一斜齿轮4c进行转动,将使得第一斜齿轮4c带动两个第二斜齿轮4d进行转动,两个第二斜齿轮4d的转动方向相反,使得两个第二斜齿轮4d带动两个传动轴4b进行反向转动,使得两个收卷轮1f进行反向转动,使得收卷轮1f带动两个侧面焊接机构1进行反向运动,且两个传动轴4b分别带动后端面焊接机构2进行运动。
59.每个后端面焊接机构2均包括大带轮2a、小带轮2b、丝杠2c、第一滑轨2d、第一滑座2e、丝杆螺母2f、底板2k、第二支撑管2h、支撑座2i和第二焊枪2j,底板2k固定安装在两个第一支撑管15上,第二支撑管2h固定安装在底板2k上,第一滑轨2d固定安装在第二支撑管2h上,第一滑座2e能够滑动的安装在第一滑轨2d上,支撑座2i固定安装在第一滑座2e上,丝杆螺母2f固定安装在支撑座2i上,丝杠2c与丝杆螺母2f啮合,丝杠2c通过固定座安装在底板2k上,第二焊枪2j固定安装在支撑座2i上,小带轮2b固定安装在丝杠2c的一端上,大带轮2a固定安装在传动轴4b上,大带轮2a通过皮带与小带轮2b传动连接。两个后端面焊接机构2不同的地方在于,两个大带轮2a和小带轮2b的安装位置不同,且皮带的长度不同,且两个第二焊枪2j的位置也不同,分别处于丝杠2c的两端,当传动轴4b进行转动时,传动轴4b将带动大带轮2a进行转动,大带轮2a通过小带轮2b带动丝杠2c进行转动,使得大带轮2a通过丝杆螺母2f带动支撑座2i进行水平移动,丝杆螺母2f带动第二焊枪2j对充气柜11进行焊接,且两
个后端面焊接机构2的运动方向不同,两个第二焊枪2j的运动方向不同,而顶部的后端面焊接机构2与前端面焊接机构3运动方向相同,将另一个后端面焊接机构2与前端面焊接机构3的运动方向相反,进而避免第二焊枪2j与第一焊枪1a运动到充气柜11的同一端。
60.前端面焊接机构3包括支撑管架3a、滑轨3b、滑座3c、导座3d、安装板3h、两个第二导柱3e和第三焊枪3f,支撑管架3a固定安装在第二支撑架14上,滑轨3b固定安装在支撑管架3a上,滑座3c能够滑动的安装在滑轨3b上,导座3d固定安装在滑座3c上,两个第二导柱3e的一端穿过导座3d,导座3d上开设有供第二导柱3e穿过的滑孔,安装板3h固定安装在两个第二导柱3e的另一端,第二导柱3e呈倾斜设置,第三焊枪3f固定安装在安装板3h上,拉升机构5的一端与安装板3h传动连接,导座3d与连接架16固定连接。最开始拉升机构5拉动安装板3h上升到与导座3d贴合,当水平推移机构8推动被侧面夹紧机构9夹紧的充气柜11朝向弹性侧压机构6移动时,最开始充气柜11不会与拉升机构5接触,当充气柜11与拉升机构5接触后,由于充气柜11还在继续被推动,充气柜11将推动拉升机构5进行运动,使得拉升机构5进行放松,进而通过重力,使得安装板3h带动第二导柱3e在导座3d上进行滑动,当充气柜11移动到位时,第三焊枪3f的端部将与充气柜11的顶端一侧贴合,通过这样的方式,使得第三焊枪3f最开始能够避开充气柜11,避免充气柜11与第三焊枪3f发生碰撞,且进行焊接时,若第三焊枪3f无法对充气柜11进行焊接,就可以推理出充气柜11没有被水平推移机构8推动到位,这时工人就可以对设备进行检修,避免在焊接时才发现故障,影响充气柜11的焊接进行,因此,第三焊枪3f的移动还起到检测的作用;
61.再通过后端面焊接机构2带动连接架16进行移动,将使得连接架16带动导座3d和滑座3c沿着滑轨3b进行滑动,使得第三焊枪3f进行水平滑动,进而使得第三焊枪3f对充气柜11进行焊接。
62.拉升机构5包括第二拉绳5a、第二连接板5c、压板5e、固定板5f、第一限位板5j、两个导线座5b、延伸条板5d、第三导柱5h和第三抵触弹簧5i,两个导线座5b均固定安装在连接架16的顶部,第二拉绳5a卡设在两个导线座5b内,第二拉绳5a的一端穿过连接架16和导座3d,且与安装板3h固定连接,连接架16和导座3d上开设有供第二拉绳5a穿过的穿孔,第二拉绳5a的另一端穿过连接架16与第二连接板5c固定连接,连接架16上开设有供第二拉绳5a穿过的方孔,第二连接板5c固定安装在固定板5f上,固定板5f固定安装在两个第三导柱5h的一端,两个第三导柱5h的另一端穿过连接架16,连接架16上开设有供第三导柱5h穿过的导孔,第一限位板5j固定安装在两个第三导柱5h的另一端,两个第三抵触弹簧5i分别套设在两个第三导柱5h上,且每个第三抵触弹簧5i的一端与固定板5f抵触,另一端与连接架16抵触,两个延伸条板5d固定安装在固定板5f上,压板5e固定安装在两个延伸条板5d的底部,且压板5e位于侧压板12的顶部与充气柜11的顶部之间。当充气柜11与压板5e接触后,充气柜11将推动抵触压板5e,压板5e将通过延伸条板5d带动固定板5f进行运动,使得固定板5f带动第二连接板5c进行运动,进而使得第二连接板5c对第二拉绳5a进行放松,当第二连接板5c与连接架16之间的这段第二拉绳5a呈竖直时,第三焊枪3f将与充气柜11的端部接触,此时充气柜11也将停止运动,而在固定板5f被推动的过程中,第三抵触弹簧5i将被压缩,为后续的复位做准备,且压板5e将压紧在充气柜11上,对充气柜11的焊接处进行压平,当连接架16带动第三导柱5h进行移动时,压板5e也将在充气柜11上进行移动。
63.弹性侧压机构6包括连接管6a、导板6c、第二限位板6e、两个第四导柱6b和第四抵
触弹簧6d,导板6c固定安装在两个第一支撑管15上,两个第四导柱6b的一端穿过导板6c,导板6c上开设有供第四导柱6b穿过的导孔,连接管6a固定安装在两个第四导柱6b的一端上,第二限位板6e固定安装在两个第四导柱6b的另一端上,侧压板12固定安装在连接管6a上,两个第四抵触弹簧6d分别套设在两个第四导柱6b上,每个第四抵触弹簧6d的一端与导板6c抵触,另一端与连接管6a抵触。当水平推移机构8推动充气柜11进行移动时,充气柜11将与侧压板12接触,使得充气柜11推动侧压板12进行移动,进而使得第四抵触弹簧6d被压缩,当充气柜11移动到设定的地点后,侧压板12也将对充气柜11的侧面进行自动压紧。
64.工作原理:在对充气柜11进行焊接前,首先将充气柜11的顶板和侧面通过点焊的方式固定在充气柜11上,再通过工人使用升降机将充气柜11放置在水平推移机构8上,再通过两个侧面夹紧机构9对充气柜11进行固定;
65.再通过工人启动控制器,控制器先控制两个侧面夹紧机构9对充气柜11进行夹紧,再控制水平推移机构8进行运动,水平推移机构8推动被侧面夹紧机构9夹紧的充气柜11朝向弹性侧压机构6移动时,最开始充气柜11不会与压板5e接触,当充气柜11与压板5e接触后,由于充气柜11还在继续被推动,
66.充气柜11将推动压板5e进行运动,压板5e将通过延伸条板5d带动固定板5f进行运动,使得固定板5f带动第二连接板5c进行运动,进而使得第二连接板5c对第二拉绳5a进行放松,第二拉绳5a进行放松后,进而通过重力,使得安装板3h带动第二导柱3e在导座3d上进行滑动,当充气柜11移动到位时,第三焊枪3f的端部将与充气柜11的顶端一侧贴合,此时,第二连接板5c与连接架16之间的这段第二拉绳5a呈竖直,此时充气柜11也将停止运动,而在固定板5f被推动的过程中,第三抵触弹簧5i将被压缩,为后续的复位做准备;
67.而在拉升机构5被推动的过程中,充气柜11也将推动侧压板12进行移动,进而使得第四抵触弹簧6d被压缩,当充气柜11移动到设定的地点后,侧压板12也将对充气柜11的侧面进行自动压紧;
68.再通过控制器控制下压机构7进行工作,使得下压机构7带动下压板13对充气柜11的顶部进行压紧;
69.再通过控制器控制驱动电机4a进行工作,驱动电机4a将带动第一斜齿轮4c进行转动,将使得第一斜齿轮4c带动两个第二斜齿轮4d进行转动,两个第二斜齿轮4d的转动方向相反,使得两个第二斜齿轮4d带动两个传动轴4b进行反向转动,使得两个收卷轮1f进行反向转动,使得收卷轮1f带动两个侧面焊接机构1进行反向运动,且两个传动轴4b分别带动后端面焊接机构2进行运动;
70.侧面焊接机构1进行工作时:
71.在最开始时一个侧面焊接机构1为完全收缩状态,另一个侧面焊接机构1为完全张开状态,在最开始时,通过双向收卷机构4进行工作,使得一个收卷轮1f上的第一拉绳1d进行收卷,另一个收卷轮1f上的第一拉绳1d进行放卷,进行收卷的收卷轮1f将进行如下动作:首先收卷轮1f将收卷第一拉绳1d,使得第一拉绳1d的端部拉动第一弹性架1b,第一弹性架1b完全收拢的推力小于第二弹性架1c最开始的扩张推力,因此,当第一弹性架1b完全收拢后,由于第一拉绳1d还在继续拉动,将使得第一拉绳1d拉动第二弹性架1c进行收拢,进而使得第一焊枪1a呈倒转的l形状运动,进而使得第一焊枪1a对充气柜11的边缘进行焊接;
72.另一个第一焊枪1a将进行反向运动,进而使得两个第一焊枪1a同时对充气柜11的
边缘进行焊接,使得充气柜11的两侧边缘焊接完成,通过这样焊接,避免第一焊枪1a与后端面焊接机构2或者前端面焊接机构3的焊枪对充气柜11的同一端角接触,一方面避免焊枪的发生碰撞,另一方面避免焊接同一端角时,而由于焊接温度过高,而无法焊紧;
73.后端面焊接机构2进行工作时:
74.两个后端面焊接机构2不同的地方在于,两个大带轮2a和小带轮2b的安装位置不同,且皮带的长度不同,且两个第二焊枪2j的位置也不同,分别处于丝杠2c的两端,当传动轴4b进行转动时,传动轴4b将带动大带轮2a进行转动,大带轮2a通过小带轮2b带动丝杠2c进行转动,使得大带轮2a通过丝杆螺母2f带动支撑座2i进行水平移动,丝杆螺母2f带动第二焊枪2j对充气柜11进行焊接,且两个后端面焊接机构2的运动方向不同,两个第二焊枪2j的运动方向不同,而顶部的后端面焊接机构2与前端面焊接机构3运动方向相同,将另一个后端面焊接机构2与前端面焊接机构3的运动方向相反,进而避免第二焊枪2j与第一焊枪1a运动到充气柜11的同一端;
75.最顶部的后端面焊接机构2带动前端面焊接机构3进行同时焊接的过程中:
76.随着顶部后端面焊接机构2上的支撑座2i进行移动,支撑座2i将带动连接架16进移动,将使得连接架16带动导座3d和滑座3c沿着滑轨3b进行滑动,使得第三焊枪3f进行水平滑动,进而使得第三焊枪3f对充气柜11进行焊接;
77.通过上述过程,进而将顶板和侧板焊接在充气柜11上,进而完成了充气柜11的焊接密封。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1