建筑铝模板焊接设备的制作方法
1.本发明涉及铝模板焊接技术领域,具体为建筑铝模板焊接设备。
背景技术:
2.铝模板全称为建筑用铝合金模板。是继木模板、钢模板之后出现的新一代模板系统。铝模板按模数设计,由专用设备挤压成型,可按照不同结构尺寸自由组合。铝模板的设计研发及施工应用,是建筑行业一次大的发展。铝模板系统在建筑行业的应用,提高了房屋建筑工程的施工效率,包括在建筑材料,人工安排上都大大的节省很多。
3.为了提高铝模板的牢固程度,铝模板内都会采用筋条提高它的牢固强度,现有的焊接设备虽然有配套的夹紧装置,但是该夹紧装置只能从外侧夹紧铝模板,无法对铝模板内部的筋条进行定位,使得焊接设备在进行焊接作业时筋条会出现位移,直接造成焊接失败的情况,降低了铝模板的生产效率。
技术实现要素:
4.本发明旨在解决现有技术或相关技术中存在的技术问题之一。
5.为此,本发明所采用的技术方案为:建筑铝模板焊接设备,包括基础模块、上料模块、夹紧模块和卸料模块,所述基础模块包括l形板、安装于所述l形板顶部的加工台、套接于所述加工台外侧并且与所述l形板固接的机架、与所述l形板滑动连接的装料车和安装于所述加工台顶部的设备主体,所述上料模块包括安装于所述加工台顶部并与所述机架滑动连接的料斗、安装于所述料斗底部的封板、活动贯穿所述封板的u形杆、活动套接于所述u形杆外侧的第一弹簧、与所述上料模块连接的多组限位组件、活动贯穿机架并且与料斗活动连接的往复丝杆、套接于所述往复丝杆外侧的皮带轮、与所述皮带轮连接的皮带和与所述l形板连接的第一电机,所述夹紧模块包括与所述加工台插接连接的多个插板、与所述夹紧模块连接的两组磁吸组件、活动安装于所述插板内部的压板、内置于所述插板内部的第二弹簧、与所述料斗连接的连接板和与所述连接板连接的三角形板,所述卸料模块包括安装于所述加工台后侧的第二电机、套接于所述加工台外侧并且与第二电机输出轴连接的带式输送机、套接于所述加工台底部的u形板以及连接于u形板和l形板之间的电动推杆。
6.通过采用上述技术方案,筋条掉落至铝模板内部的时候,料斗通过连接板带动三角形板运动,三角形板将插板向加工台外侧挤压,使铝模板能够顺利掉落至合适的焊接位置,之后料斗继续通过连接板带动三角形板运动,插板失去三角形板的抵挡后,在磁吸组件的影响下,插板插入加工台内部,之后插板内的压板在第二弹簧的作用下降筋条压紧,然后设备主体进行焊接作业,提高筋条的焊接效果。
7.本发明在一较佳示例中可以进一步配置为:多组所述限位组件均包括与所述加工台连接的安装板、与所述安装板活动连接的挡板和安装于所述安装板内部的弹性垫,所述弹性垫位于挡板一侧,所述封板底部开设有梯形开口,所述挡板顶端延伸至梯形开口内。
8.通过采用上述技术方案,梯形开口一侧设置为斜面,采用该结构设计,使挡板能够容易的向左转动,艰难的向右转动。
9.本发明在一较佳示例中可以进一步配置为:所述u形杆和往复丝杆均设置为两个并且关于料斗垂直中心线对称,所述第一弹簧两端分别与u形杆一端和封板一侧固接。
10.通过采用上述技术方案,u形杆为第一弹簧和封板提供支撑,提高第一弹簧和封板的稳定程度。
11.本发明在一较佳示例中可以进一步配置为:所述皮带轮的数量与往复丝杆一致,所述皮带套接于两个皮带轮外侧,所述第一电机与靠近所述l形板后侧的往复丝杆固接。
12.通过采用上述技术方案,皮带轮和皮带相互配合下,可以带动两个往复丝杆同时转动,防止料斗出现卡死的情况。
13.本发明在一较佳示例中可以进一步配置为:所述插板位于第一磁铁底部,所述插板底部开设有适于所述压板滑动的梯形腔体,所述第二弹簧位于梯形腔体内部,所述第二弹簧两端分别与梯形腔体内壁和压板固接。
14.通过采用上述技术方案,压板底部加工成弧形,使压板能够自由的穿梭于加工台,避免插板在伸出加工台时出现卡住的情况。
15.本发明在一较佳示例中可以进一步配置为:两组所述磁吸组件均由多个第一磁铁和一个第二磁铁构成,多个所述第一磁铁分别嵌设于所述插板内侧,所述第二磁铁嵌设于加工台外侧,所述第一磁铁和第二磁铁相适配。
16.通过采用上述技术方案,第一磁铁和第二磁铁相互配合使得插板能够自主的完成固定作业业。
17.本发明在一较佳示例中可以进一步配置为:所述连接板设置为两个并且关于加工台垂直中心线对称,所述连接板位于插板外侧,所述三角形板位于插板内侧。
18.通过采用上述技术方案,连接板用于带动三角形板运动,使三角形板能够顺利的穿插在多个插板之间。
19.本发明在一较佳示例中可以进一步配置为:所述u形板两侧壁顶部均设置为斜面,所述u形板两侧壁的厚度均与三角形板的厚度一致。
20.通过采用上述技术方案,采用该结构设计,u形板在上移后能够顺利的将插板顶出加工台。
21.本发明在一较佳示例中可以进一步配置为:所述料斗一侧安装有板体,所述板体和料斗之间连接有两个斜板,所述设备主体与板体固接。
22.通过采用上述技术方案,板体和斜板相互配合下,使设备主体更加稳定,另外板体和料斗的宽度之和等于两个筋条之间的距离,为焊接作业提供方便。
23.本发明在一较佳示例中可以进一步配置为:建筑铝模板焊接设备还包括多个支撑腿,多个所述支撑腿均位于u形板外侧,所述支撑腿连接于l形板和加工台之间。
24.通过采用上述技术方案,支撑腿一方面提高了加工台的稳定性,另一方面,支撑腿将加工台抬高后为电动推杆和u形板的安装提供空间,并且为卸料作业提供方便。
25.通过采用上述技术方案,本发明所取得的有益效果为:1.本发明中,筋条掉落至铝模板内部的时候,料斗通过连接板带动三角形板运动,三角形板将插板向加工台外侧挤压,使铝模板能够顺利掉落至合适的焊接位置,之后料斗
继续通过连接板带动三角形板运动,插板失去三角形板的抵挡后,在磁吸组件的影响下,插板插入加工台内部,之后插板内的压板在第二弹簧的作用下降筋条压紧,然后设备主体进行焊接作业,提高筋条的焊接效果。
26.2.本发明中,第一电机通过皮带轮和皮带带动两个往复丝杆转动,料斗在往复丝杆的影响下沿着加工台做左右往复运动,当料斗向右运动时,料斗底部的封板与挡板发生碰撞,挡板进入梯形开口内部,梯形开口对其进行阻挡,然后随着料斗不断的右移,封板在挡板的阻挡下向料斗左侧运动,第一弹簧被拉伸,直至第一弹簧被拉伸至极致后,筋条坠落至合适的焊接位置,提高铝模板的加工效果。
27.3.本发明中,料斗运动至加工台最左侧后,通过连接板与料斗连接的三角形板将加工台最左侧的插板向外顶出,启动电动推杆,电动推杆将u形板向上顶起后,多个插板会向加工台外侧运动,使压板停止加固作业,然后带式输送机对加工成型的铝模板进行输送,机械化程度高,提高了生产效率。
附图说明
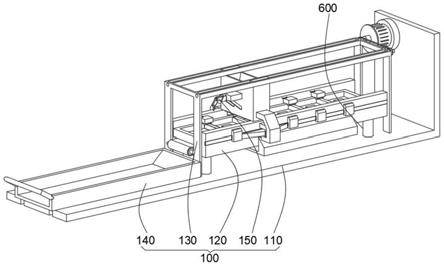
28.图1为本发明整体结构立体图;图2为本发明整体结构后视图;图3为本发明整体结构正剖视图;图4为本发明整体结构右剖视图;图5为本发明局部结构横截面示意图;图6为本发明上料模块示意图;图7为本发明限位组件示意图;图8为本发明压紧模块示意图;图9为本发明图4的a部结构放大图;图10为本发明卸料模块示意图。
29.附图标记:100、基础模块;110、l形板;120、加工台;130、机架;140、装料车;150、设备主体;200、上料模块;210、料斗;220、封板;230、u形杆;240、第一弹簧;250、限位组件;251、安装板;252、挡板;253、弹性垫;260、往复丝杆;270、皮带轮;280、皮带;290、第一电机;300、夹紧模块;310、插板;320、磁吸组件;321、第一磁铁;322、第二磁铁;330、压板;340、第二弹簧;350、连接板;360、三角形板;400、卸料模块;410、第二电机;420、带式输送机;430、u形板;440、电动推杆;500、板体;600、支撑腿。
具体实施方式
30.为使本发明的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本发明进一步详细说明。需要说明的是,在不冲突的情况下,本发明的实施例及实施例中的特征可以相互组合。
31.该理解,这些描述只是示例性的,而并非要限制本发明的范围。
32.下面结合附图描述本发明的一些实施例提供的建筑铝模板焊接设备。
33.实施例一:结合图1
‑
8所示,本发明提供的建筑铝模板焊接设备,包括基础模块100、上料模块200、夹紧模块300和卸料模块400,所述基础模块100包括l形板110、安装于所述l形板110顶部的加工台120,加工台120用于对铝模板进行支撑,为铝模板的生产提供条件、套接于所述加工台120外侧并且与所述l形板110固接的机架130,机架130起到导向和限位作用,使料斗210运动更加顺畅和稳定、与所述l形板110滑动连接的装料车140和安装于所述加工台120顶部的设备主体150,装料车140用于装纳加工成型的铝模板,为生产作业提供便利;所述上料模块200包括安装于所述加工台120顶部并与所述机架130滑动连接的料斗210,料斗210内填装有筋条,为自主上料提供保障、安装于所述料斗210底部的封板220,封板220用于控制料斗210底部是否与加工台120流通,使筋条能够掉落至合适的焊接位置,提高产品成型效果、活动贯穿所述封板220的u形杆230,u形杆230为封板220提供支撑、活动套接于所述u形杆230外侧的第一弹簧240、与所述上料模块200连接的多组限位组件250、活动贯穿机架130并且与料斗210活动连接的往复丝杆260、套接于所述往复丝杆260外侧的皮带轮270、与所述皮带轮270连接的皮带280和与所述l形板110连接的第一电机290,皮带轮270和皮带280相互配合,使得两个往复丝杆260能够同时转动,进而实现料斗210平稳运动的目的,第一电机290为上料作业提供动力;所述夹紧模块300包括与所述加工台120插接连接的多个插板310、与所述夹紧模块300连接的两组磁吸组件320,磁吸组件320使插板310能够自主的向加工台120内部靠拢、活动安装于所述插板310内部的压板330、内置于所述插板310内部的第二弹簧340,第二天哪黄340和压板330相互配合可以将掉落的筋条牢牢固定,提高筋条和铝模板之间的焊接效果、与所述料斗210连接的连接板350和与所述连接板350连接的三角形板360;所述卸料模块400包括安装于所述加工台120后侧的第二电机410,第二电机410为卸料作业提供动力、套接于所述加工台120外侧并且与第二电机410输出轴连接的带式输送机420,带式输送机420使加工成型的铝模板能够平稳的落至装料车140内、套接于所述加工台120底部的u形板430以及连接于u形板430和l形板110之间的电动推杆440,电动推杆440将u形板430向上顶起后,多个插板310会向加工台120外侧运动,使压板330停止加固作业,使成型的铝模板能够顺利的被带式输送机420传送。
34.具体的,多组所述限位组件250均包括与所述加工台120连接的安装板251、与所述安装板251活动连接的挡板252和安装于所述安装板251内部的弹性垫253,所述弹性垫253位于挡板252一侧,所述封板220底部开设有梯形开口,所述挡板252顶端延伸至梯形开口内,梯形开口一侧设置为斜面,采用该结构设计,使挡板252能够容易的向左转动,艰难的向右转动。
35.进一步的,所述u形杆230和往复丝杆260均设置为两个并且关于料斗210垂直中心线对称,所述第一弹簧240两端分别与u形杆230一端和封板220一侧固接,u形杆230为第一弹簧240和封板220提供支撑,提高第一弹簧240和封板220的稳定程度。
36.进一步的,所述皮带轮270的数量与往复丝杆260一致,所述皮带280套接于两个皮带轮270外侧,所述第一电机290与靠近所述l形板110后侧的往复丝杆260固接,皮带轮270和皮带280相互配合下,可以带动两个往复丝杆260同时转动,防止料斗210出现卡死的情
况。
37.进一步的,所述插板310位于第一磁铁321底部,所述插板310底部开设有适于所述压板330滑动的梯形腔体,所述第二弹簧340位于梯形腔体内部,所述第二弹簧340两端分别与梯形腔体内壁和压板330固接,压板330底部加工成弧形,使压板330能够自由的穿梭于加工台120,避免插板310在伸出加工台120时出现卡住的情况。
38.进一步的,两组所述磁吸组件320均由多个第一磁铁321和一个第二磁铁322构成,多个所述第一磁铁321分别嵌设于所述插板310内侧,所述第二磁铁322嵌设于加工台120外侧,所述第一磁铁321和第二磁铁322相适配,第一磁铁321和第二磁铁322相互配合使得插板310能够自主的完成固定作业,为筋条的定位作业带来方便。
39.进一步的,所述连接板350设置为两个并且关于加工台120垂直中心线对称,所述连接板350位于插板310外侧,所述三角形板360位于插板310内侧,连接板350用于带动三角形板360运动,使三角形板360能够顺利的穿插在多个插板310之间。
40.进一步的,所述料斗210一侧安装有板体500,所述板体500和料斗210之间连接有两个斜板,所述设备主体150与板体500固接,板体500和斜板相互配合下,使设备主体150更加稳定,另外板体500和料斗210的宽度之和等于两个筋条之间的距离,为焊接作业提供方便。
41.实施例二:结合图1、2、4、5和图10所示,在实施例一的基础上,所述u形板430两侧壁顶部均设置为斜面,所述u形板430两侧壁的厚度均与三角形板360的厚度一致,采用该结构设计,u形板430在上移后能够顺利的将插板310顶出加工台120。
42.实施例三:结合图1
‑
4所示,在上述实施例中,建筑铝模板焊接设备还包括多个支撑腿600,多个所述支撑腿600均位于u形板430外侧,所述支撑腿600连接于l形板110和加工台120之间,支撑腿600一方面提高了加工台120的稳定性,另一方面,支撑腿600将加工台120抬高后为电动推杆440和u形板430的安装提供空间,并且为卸料作业提供方便。
43.本发明的工作原理及使用流程:在使用过程中,第一电机290通过皮带轮270和皮带280带动两个往复丝杆260转动,料斗210在往复丝杆260的影响下沿着加工台120做左右往复运动,当料斗210向右运动时,料斗210底部的封板220与挡板252发生碰撞,挡板252进入梯形开口内部,梯形开口对其进行阻挡,然后随着料斗210不断的右移,封板220在挡板252的阻挡下向料斗左侧运动,第一弹簧240被拉伸,直至第一弹簧240被拉伸至极致后,筋条坠落至合适的焊接位置,而挡板252则对弹性垫253进行挤压,挡板252发生轻微转动然后离开梯形开口内部,封板220失去挡板252的抵挡后,封板220被第一弹簧240恢复至原位,防止筋条不断下落,在筋条掉落至铝模板内部的时候,料斗210还通过连接板350带动三角形板360运动,三角形板360将插板310向加工台120外侧挤压,使铝模板能够顺利掉落至合适的焊接位置,之后料斗210继续通过连接板350带动三角形板360运动,插板310失去三角形板360的抵挡后,在磁吸组件320的影响下,插板310插入加工台120内部,之后插板310内的压板330在第二弹簧340的作用下降筋条压紧,然后设备主体150进行焊接作业,提高筋条的焊接效果,直至单个铝模板上的筋条全部焊接完成后,料斗210开始向左运动,期间,挡板252虽然还会进入梯形开口内部,当时梯形开口的形状使得挡板252能够直接向左转动,故
而挡板252无法对向左运动的封板220进行阻挡,料斗210底部不会下料,然后在料斗210运动至加工台120最左侧后,通过连接板350与料斗210连接的三角形板360将加工台120最左侧的插板310向外顶出,启动电动推杆440,电动推杆440将u形板430向上顶起后,多个插板310会向加工台120外侧运动,此时所有的压板330均被顶出加工台120,压板330停止加固作业,然后带式输送机420对加工成型的铝模板进行输送,机械化程度高,提高了生产效率。
44.在本发明中,术语“多个”则指两个或两个以上,除非另有明确的限定。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。术语“安装”、“相连”、“连接”、“固定”等术语均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;“相连”可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
45.需要说明的是,当元件被称为“装配于”、“安装于”、“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“上”、“下”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
46.在本说明书的描述中,术语“一个实施例”、“一些实施例”、“具体实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
47.尽管已经示出和描述了本发明的实施例,本领域的普通技术人员可以理解,在不脱离本发明的原理和宗旨的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1