一种电力配件金属抱箍批量化冲压机械的制作方法
1.本发明属于电力配件生产技术领域,具体涉及一种电力配件金属抱箍批量化冲压机械。
背景技术:
2.金属抱箍是用金属材料抱住或箍住另外一种材料的构件,是电力设备中常用的紧固配件;金属抱箍由金属箍板、螺栓及衬垫构成,包括电缆抱箍、电线杆抱箍、拉线抱箍和吊线抱箍等。
3.金属抱箍的箍板是由金属片冲压而成,目前在金属抱箍进行批量化冲压过程中存在以下的问题:(1)金属片经冲压块冲压成箍板后紧密贴合在承压台上,通过人工难以将箍板从承压台上快速取下,影响了加工效率;(2)冲压块对金属片进行冲压过程中,金属片在冲击力作用下容易出现不规则形变和偏移,导致箍板的成型质量较差。
技术实现要素:
4.为解决上述技术问题,本发明采用如下技术方案:一种电力配件金属抱箍批量化冲压机械,包括水平的底板,底板上水平滑动安装有两个相互对称的支架,支架上水平固定安装有条形的承压台,两个承压台相互对称且两个承压台相对的侧面互相配合;底板上表面对应两个承压台中间的位置固定安装有支撑台,支撑台上安装有接料框。
5.承压台上表面为水平状态且安装有对齐机构,对齐机构包括安装在承压台上表面的固定板,承压台上表面水平滑动安装有对齐板,对齐板为竖直状态且沿承压台长度方向布置;固定板上水平滑动安装有贯穿固定板的匚形架,匚形架的端部固定连接在对齐板上,固定板上转动安装有水平的对齐螺杆,对齐螺杆以螺纹配合方式贯穿匚形架。
6.底板上方安装有两个压料机构,压料机构包括两个分别竖直滑动安装在承压台两端面上的升降板;两个升降板之间转动安装有水平的金属辊,金属辊沿承压台长度方向布置;底板上表面对应每个升降板的位置通过支撑架固定安装有楔形板,升降板底面为倾斜面且与楔形板的倾斜面滑动配合。
7.底板上方安装有冲压机构,冲压机构包括两个竖直固定安装在底板上表面的液压缸,两个液压缸顶端之间固定安装有水平的顶板,顶板下方通过连接柱固定安装有水平的冲压块,冲压块位于两个承压台中间位置的上方且沿承压台长度方向布置。
8.初始状态下,两个承压台处于相互分离的状态,升降板底面贴合在楔形板的倾斜面上,金属辊表面与承压台上表面之间的距离大于金属片的厚度;通过人工将若干个金属片水平放置到两个承压台之间,金属片下表面贴合在承压台上;驱动两个承压台相向移动,在此过程中,升降板在重力作用下沿着楔形板的倾斜面向下移动,并带动金属辊同步下降,直至两个承压台相对的侧面贴合在一起,在此状态下,金属辊表面贴合在金属片上表面,对金属片起到竖直方向的限位作用;通过转动对齐螺杆驱动匚形架水平移动,匚形架带动对齐板水平移动,两个对齐机构中的对齐板相向移动,直至对齐板贴合在金属片端面上,从而
通过两个对齐板对金属片起到对齐的作用,使得金属片的端部对齐。
9.通过液压缸带动顶板、连接柱和冲压块下降对金属片进行冲压,冲压块首先与金属片相接触然后将金属片向下挤压,直至金属片下表面贴合在承压台的承压面上形成箍板;在此过程中,金属片逐渐变形,且金属片位于承压台上方的部分逐渐进入冲压块和承压台的承压面之间,金属辊与金属片之间产生相互作用力,通过金属辊使得金属片始终贴合在承压台上表面,避免了金属片出现不规则形变的状况。
10.冲压完成后,驱动两个承压台反向移动,两个承压台相互分离,位于两个承压台之间的箍板失去了承压台的承托作用后在自身的重力作用下落下,直至落至接料框内,下料过程中通过箍板自身重力克服其与承压台之间的吸紧力,无需操作人员手动操作,提高了加工效率。
11.作为本发明的一种优选技术方案,所述底板上固定安装有两个承托架,两个承托架之间转动安装有水平的双向丝杠,双向丝杠以螺纹配合方式贯穿两个支架,双向丝杠端部固定安装有旋钮,通过转动旋钮驱动双向丝杠转动,从而控制两个支架相互靠近或远离,进而控制两个承压台相互靠近或远离,确保了两个承压台每次贴合在一起时的位置固定,从而保证了每次冲压时两个承压台与冲压块的位置对应,保证了箍板冲压成型的质量。
12.作为本发明的一种优选技术方案,所述楔形板的倾斜面上开设有截面为t形的滑槽,升降板底面固定安装有位于滑槽内的t形块,t形块表面安装有与滑槽滚动配合的滚珠;通过t形块与滑槽的配合保证了升降板底面始终与楔形板贴合在一起,从而避免了冲压过程中升降板出现竖直移动的状况,保证了冲压过程中金属辊始终将金属片限位在承压台表面,进一步避免了金属片出现不规则形变的状况。
13.作为本发明的一种优选技术方案,所述升降板上固定安装有水平的第一支撑板,承压台端面上位于第一支撑板上方的位置固定安装有水平的第二支撑板,第一支撑板和第二支撑板之间固定安装有支撑弹簧;通过支撑弹簧的弹力作用保证了升降板底面始终与楔形板贴合在一起。
14.作为本发明的一种优选技术方案,所述承压台的承压面以及相对承压面的侧面之间开设有水平的通槽,通槽内水平滑动密封配合有第一磁铁板,通槽端面上固定安装有承压块,承压块与第一磁铁板之间固定连接有复位弹簧;底板上表面固定安装有两个竖直板,竖直板上对应通槽的位置固定安装有水平的第二磁铁板;冲压完成后箍板贴合在承压台的承压面上将通槽密封,两个承压台相互远离过程中,第二磁铁板逐渐伸入通槽内靠近第一磁铁板,并与第一磁铁板之间产生互斥力,该互斥力克服复位弹簧的弹力作用推动第一磁铁板在通槽内朝向箍板滑动,第一磁铁板挤压箍板与第一磁铁板之间的空气,使得该部分空气压力增大,通过气压作用促使箍板与承压台分离,进一步保证了自动下料的效果。
15.作为本发明的一种优选技术方案,所述第一磁铁板朝向承压台承压面的表面边缘处固定安装有一圈密封条,以保证第一磁铁板与通槽之间的密封效果,确保第一磁铁板在通槽内朝向箍板滑动过程中箍板与第一磁铁板之间的气压增大。
16.作为本发明的一种优选技术方案,所述承压台上安装有限位机构,限位机构包括两个滑动安装在承压台上表面的限位块,两个限位块位于对齐板两端且沿对齐板长度方向滑动;驱动两个限位块相向移动,限位块推动两端的金属片,并使得各金属片的侧面贴合在一起,从而对金属片起到限位作用,避免金属片在冲压过程中出现偏移的状况。
17.作为本发明的一种优选技术方案,所述承压台上表面竖直固定安装有限位杆,限位杆上竖直滑动安装有水平的升降条,承压台上表面转动安装有竖直的限位螺杆,限位螺杆以螺纹配合方式贯穿升降条;限位块上固定安装有第一楔形块,升降条上对应第一楔形块的位置固定安装有与第一楔形块滑动配合的第二楔形块;通过转动限位螺杆驱动升降条沿着限位杆向下移动,升降条带动第二楔形块向下移动过程中第二楔形块推动第一楔形块水平移动,从而驱动两个限位块相向移动。
18.本发明至少具有如下有益效果:(1).本发明通过两个承压台对金属片进行承托,金属片经冲压块冲压成箍板后贴合在承压台的承压面上,随后两个承压台反向移动分离,从而通过箍板自身的重力作用使得箍板从承压台上掉落至接料框内,无需人工取料,提高了加工的效率;两个承压台反向移动分离的过程中,通过通槽内的气压作用推动贴合在承压台上的箍板,从而保证了箍板能够与承压台分离。
19.(2).本发明通过冲压机构对金属片进行冲压的过程中,通过贴合在金属片表面的金属辊对金属片进行竖直方向的限位,使得金属片始终贴合在承压台表面;并通过限位机构对金属片进行水平方向的限位,避免金属片出现水平方向偏移的状况,从而保证了箍板的成型质量。
附图说明
20.下面结合附图和实施例对本发明进一步说明。
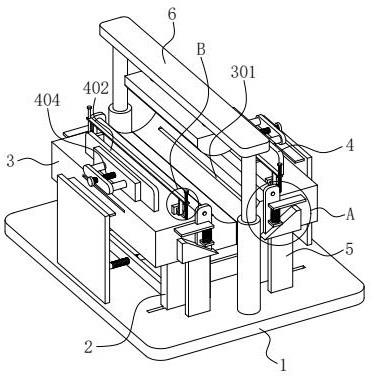
21.图1为本发明实施例中电力配件金属抱箍批量化冲压机械的立体结构示意图。
22.图2为本发明实施例中电力配件金属抱箍批量化冲压机械的正视图。
23.图3为本发明实施例中电力配件金属抱箍批量化冲压机械的侧视图。
24.图4为图1中a处的放大示意图。
25.图5为图1中b处的放大示意图。
26.图6为本发明实施例中压料机构的部分内部结构示意图。
27.图7为图2中c处的放大示意图。
28.图中:1、底板;101、支撑台;102、接料框;2、支架;3、承压台;301、通槽;4、对齐机构;401、固定板;402、对齐板;403、匚形架;404、对齐螺杆;5、压料机构;501、升降板;502、金属辊;503、支撑架;504、楔形板;505、滑槽;506、t形块;507、滚珠;508、第一支撑板;509、第二支撑板;510、支撑弹簧;6、冲压机构;601、液压缸;602、顶板;603、连接柱;604、冲压块;7、承托架;8、双向丝杠;9、旋钮;10、第一磁铁板;11、承压块;12、复位弹簧;13、竖直板;14、第二磁铁板;15、密封条;16、限位机构;161、限位块;162、限位杆;163、升降条;164、限位螺杆;165、第一楔形块;166、第二楔形块。
具体实施方式
29.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
30.如图1和图3所示,本实施例提供了一种电力配件金属抱箍批量化冲压机械,包括水平的底板1,底板1上水平滑动安装有两个相互对称的支架2,支架2上水平固定安装有条形的承压台3,两个承压台3相互对称且两个承压台3相对的侧面互相配合;底板1上表面对
应两个承压台3中间的位置固定安装有支撑台101,支撑台101上安装有接料框102。
31.如图1和图2所示,承压台3上表面为水平状态且安装有对齐机构4,对齐机构4包括安装在承压台3上表面的固定板401,承压台3上表面水平滑动安装有对齐板402,对齐板402为竖直状态且沿承压台3长度方向布置;固定板401上水平滑动安装有贯穿固定板401的匚形架403,匚形架403的端部固定连接在对齐板402上,固定板401上转动安装有水平的对齐螺杆404,对齐螺杆404以螺纹配合方式贯穿匚形架403。
32.如图1、图4和图6所示,底板1上方安装有两个压料机构5,压料机构5包括两个分别竖直滑动安装在承压台3两端面上的升降板501;两个升降板501之间转动安装有水平的金属辊502,金属辊502沿承压台3长度方向布置;底板1上表面对应升降板501的位置通过支撑架503固定安装有楔形板504,升降板501底面为倾斜面且与楔形板504的倾斜面滑动配合;楔形板504的倾斜面上开设有截面为t形的滑槽505,升降板501底面固定安装有位于滑槽505内的t形块506,t形块506表面安装有与滑槽505滚动配合的滚珠507;通过t形块506与滑槽505的配合保证了升降板501底面始终与楔形板504相贴合,从而避免了冲压过程中升降板501出现竖直移动的状况,保证了冲压过程中金属辊502始终将金属片限位在承压台3表面;升降板501上固定安装有水平的第一支撑板508,承压台3端面上位于第一支撑板508上方的位置固定安装有水平的第二支撑板509,第一支撑板508和第二支撑板509之间固定安装有支撑弹簧510;通过支撑弹簧510的弹力作用进一步保证了升降板501底面始终与楔形板504相贴合。
33.如图1和图3所示,底板1上方安装有冲压机构6,冲压机构6包括两个竖直固定安装在底板1上表面的液压缸601,两个液压缸601顶端之间固定安装有水平的顶板602,顶板602下方通过连接柱603固定安装有水平的冲压块604,冲压块604位于两个承压台3中间位置的上方且沿承压台3长度方向布置。
34.如图2所示,底板1上固定安装有两个承托架7,两个承托架7之间转动安装有水平的双向丝杠8,双向丝杠8以螺纹配合方式贯穿两个支架2,双向丝杠8端部固定安装有旋钮9,通过转动旋钮9驱动双向丝杠8转动,从而控制两个支架2相互靠近或远离,进而控制两个承压台3相互靠近或远离,确保了两个承压台3每次相贴合时的位置固定,从而保证了每次冲压时两个承压台3与冲压块604的位置对应,保证了箍板冲压成型的质量。
35.如图1、图2和图7所示,承压台3的承压面以及相对承压面的侧面之间开设有水平的通槽301,通槽301内水平滑动密封配合有第一磁铁板10,通槽301端面上固定安装有承压块11,承压块11与第一磁铁板10之间固定连接有复位弹簧12;底板1上表面固定安装有两个竖直板13,竖直板13上对应通槽301的位置固定安装有水平的第二磁铁板14;第一磁铁板10和第二磁铁板14磁性相同,第一磁铁板10朝向承压台3承压面的表面边缘处固定安装有一圈密封条15,以保证第一磁铁板10与通槽301之间的密封效果;冲压完成后箍板贴合在承压台3的承压面上将通槽301密封,两个承压台3相互远离过程中,第二磁铁板14逐渐伸入通槽301内靠近第一磁铁板10,并与第一磁铁板10之间产生互斥力,该互斥力克服复位弹簧12的弹力作用推动第一磁铁板10在通槽301内朝向箍板滑动,第一磁铁板10挤压箍板与第一磁铁板10之间的空气,使得该部分空气压力增大,通过气压作用促使箍板与承压台3分离,进一步保证了自动下料的效果。
36.如图2、图3和图5所示,承压台3上安装有限位机构16,限位机构16包括两个滑动安
装在承压台3上表面的限位块161,两个限位块161位于对齐板402两端且沿对齐板402长度方向滑动;承压台3上表面竖直固定安装有限位杆162,限位杆162上竖直滑动安装有水平的升降条163,承压台3上表面转动安装有竖直的限位螺杆164,限位螺杆164以螺纹配合方式贯穿升降条163;限位块161上固定安装有第一楔形块165,升降条163上对应第一楔形块165的位置固定安装有与第一楔形块165滑动配合的第二楔形块166;通过转动限位螺杆164驱动升降条163沿着限位杆162向下移动,升降条163带动第二楔形块166向下移动过程中第二楔形块166推动第一楔形块165水平移动,从而驱动两个限位块161相向移动;若干个金属片排列成条形,限位块161推动位于两端的金属片,并使得相邻金属片的侧面相贴合,从而对金属片起到限位作用,避免金属片在冲压过程中出现偏移的状况。
37.本实施例中电力配件金属抱箍批量化冲压机械的工作过程如下:初始状态下,两个承压台3处于相互分离的状态,升降板501底面贴合在楔形板504的倾斜面上,金属辊502表面与承压台3上表面之间的距离大于金属片的厚度;通过人工将若干个金属片水平放置到两个承压台3之间,使得金属片排列成条形,金属片下表面贴合在承压台3上;通过转动双向丝杠8驱动两个支架2相向移动,从而使得两个承压台3相向移动;在此过程中,升降板501在重力作用下沿着楔形板504的倾斜面向下移动,并带动金属辊502同步下降,直至两个承压台3相对的侧面相贴合,在此状态下,金属辊502表面贴合在金属片上表面,对金属片起到竖直方向的限位作用;通过转动对齐螺杆404驱动匚形架403水平移动,匚形架403带动对齐板402水平移动,两个对齐机构4中的对齐板402相向移动,直至对齐板402贴合在金属片端面上,从而通过两个对齐板402对金属片起到对齐的作用,使得金属片的端部对齐;通过转动限位螺杆164驱动升降条163沿着限位杆162向下移动,升降条163带动第二楔形块166向下移动过程中第二楔形块166推动第一楔形块165水平移动,从而驱动两个限位块161相向移动;限位块161推动位于两端的金属片,并使得相邻金属片的侧面相贴合,从而对金属片起到水平方向的限位作用,避免金属片在冲压过程中出现偏移的状况。
38.通过液压缸601带动顶板602、连接柱603和冲压块604下降对金属片进行冲压,冲压块604首先与金属片相接触然后将金属片向下挤压,直至金属片下表面贴合在承压台3的承压面上形成箍板;在此过程中,金属片逐渐变形,且金属片位于承压台3上方的部分逐渐进入冲压块604和承压台3的承压面之间,金属辊502与金属片之间产生相互作用力,通过金属辊502使得金属片始终贴合在承压台3上表面,避免了金属片出现不规则形变的状况。
39.冲压完成后,箍板贴合在承压台3的承压面上将通槽301密封,通过反向转动双向丝杠8驱动两个支架2反向移动,使得两个承压台3反向移动,两个承压台3相互分离,位于两个承压台3之间的箍板失去了承压台3的承托作用后在自身的重力作用下与承压台3分离并落下;在此过程中,第二磁铁板14逐渐伸入通槽301内靠近第一磁铁板10并与第一磁铁板10之间产生互斥力,该互斥力克服复位弹簧12弹力作用推动第一磁铁板10在通槽301内朝向箍板滑动,第一磁铁板10挤压箍板与第一磁铁板10之间的空气,使得该部分空气压力增大,通过气压作用促使箍板与承压台3分离,与承压台3分离的箍板便可落至接料框102内。
40.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化;凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1