一种铝合金复杂杯形薄壁件冷挤压成形工艺
1.本发明涉及冷挤压工艺技术领域,具体为一种铝合金复杂杯形薄壁件冷挤压成形工艺。
背景技术:
2.航空发动机进气导流锥零件在锻造生产中,根据工厂实际锻造情况,该零件的锻件设计为圆柱体自由锻件,而该零件外廓类似杯型,这使得该零件存在极大的加工余量,大幅度地影响到该零件的加工周期;而这种极低的原材料利用率,也不满足当前精益制造的要求。首先根据零件特点、工厂实际锻造生产及机械加工水平,设计出与零件外形大致相似的模锻件,将原材料利用率从不足4%提高到13.5%,较自由锻件节约原材料75%。其次,构建了零件锻件的数值模型,并通过数值模拟验证了该零件锻件的冷镦挤成型工艺及模具设计方案。再次,通过对2a70铝合金进行系列材料冷锻试验,摸索出该材料的软化处理参数、冷锻参数及热处理参数,并得到该零件的成型工艺路线,即下料
→
软化处理
→
冷锻
→
热处理。最后,通过现场试验试制出零件锻件,并经机械加工验证了其工艺合理性。
技术实现要素:
3.本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
4.鉴于现有铝合金复杂杯形薄壁件冷挤压成形工艺中存在的问题,提出了本发明。
5.因此,本发明的目的是提供一种铝合金复杂杯形薄壁件冷挤压成形工艺,满足了该零件锻件生产需要,降低了零件的加工余量,节约了原材料,缩短了机械加工周期,满足了精益制造的需要。
6.为解决上述技术问题,根据本发明的一个方面,本发明提供了如下技术方案:
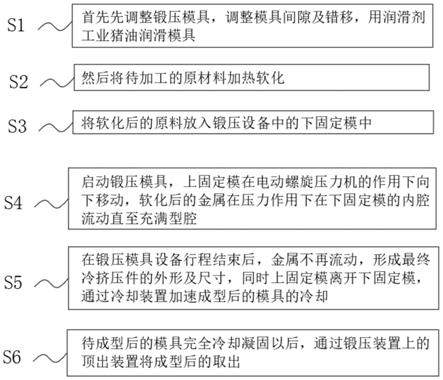
7.一种铝合金复杂杯形薄壁件冷挤压成形工艺,其包括如下步骤:
8.步骤一:首先先调整锻压模具,调整模具间隙及错移,用润滑剂工业猪油润滑模具,根据工件的尺寸选择合适的上固定模和下固定模,调节上固定模和下固定模间隙及错移间距,然后用工业猪油润滑剂润滑上固定模和下固定模;
9.步骤二:然后将待加工的原材料加热软化,将预处理好的原材料放入预热装置,设定好预热温度和预热时间;
10.步骤三:将软化后的原料放入锻压设备中的下固定模中,取出预热好的原材料,放入下固定模中的模压槽呢,同时摆放好原材料在模压槽中的位置;
11.步骤四:启动锻压模具,上固定模在电动螺旋压力机的作用下向下移动,软化后的金属在压力作用下在下固定模的模压槽内腔流动直至充满型腔,通过双手同时操作面板上的启动按钮,上固定模在电动螺旋压力机的动力下,向下移动,对下模压槽中的原材料施加
压力;
12.步骤五:在锻压模具设备行程结束后,金属不再流动,形成最终冷挤压件的外形及尺寸,同时上固定模离开下固定模,通过冷却装置加速成型后的模具的冷却,上固定模在锻压模具形成结束后,自动离开下固定模和模压槽,同时工作人员通过冷却装置对挤压成型后的工件进行风冷,加速工件的冷却效率;
13.步骤六:待成型后的模具完全冷却凝固以后,通过锻压装置上的顶出装置将成型后的取出,工件冷却后,顶出组件上的顶出气缸向上移动,带动顶出块向上移动,将冷却后的工件顶出模压槽。
14.作为本发明所述的一种铝合金复杂杯形薄壁件冷挤压成形工艺的一种优选方案,其中:所述锻压模具包括下固定模和电动螺旋压力机,所述下固定模上设置有模压槽和顶出组件,所述电动螺旋压力机的底部输出端设置有上固定模。
15.作为本发明所述的一种铝合金复杂杯形薄壁件冷挤压成形工艺的一种优选方案,其中:所述模压槽的内腔设置有与顶出组件相配合的通孔。
16.作为本发明所述的一种铝合金复杂杯形薄壁件冷挤压成形工艺的一种优选方案,其中:步骤二具体操作流程如下:
17.首先将原材料加热至400~500℃,保温约4小时再随炉冷却到150℃右的退火制度。
18.作为本发明所述的一种铝合金复杂杯形薄壁件冷挤压成形工艺的一种优选方案,其中:所述电动螺旋压力机动力为3150t,速度为2-6mm/s。
19.与现有技术相比,本发明的有益效果是:满足了该零件锻件生产需要,降低了零件的加工余量,节约了原材料,缩短了机械加工周期,满足了精益制造的需要,生产中可以避免普通热锻时的加热,减少了锻造工序,同时机加时可节省加工工时,缩短加工周期。
附图说明
20.为了更清楚地说明本发明实施方式的技术方案,下面将结合附图和详细实施方式对本发明进行详细说明,显而易见地,下面描述中的附图仅仅是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其它的附图。其中:
21.图1为本发明步骤流程结构示意图;
22.图2为本发明结构示意图;
23.图3为本发明侧视结构示意图;
24.图4为本发明侧下固定模俯视构示意图;
25.图5为本发明顶出组件结构示意图;
26.图6为本发明原材料在模具中放置位置示意图;
27.图7为本发明原材料在模具中最终成形示意图。
28.图中;100下固定模、110模压槽、120顶出组件、200电动螺旋压力机、210上固定模。
具体实施方式
29.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明
的具体实施方式做详细的说明。
30.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是本发明还可以采用其他不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似推广,因此本发明不受下面公开的具体实施方式的限制。
31.其次,本发明结合示意图进行详细描述,在详述本发明实施方式时,为便于说明,表示器件结构的剖面图会不依一般比例作局部放大,而且所述示意图只是示例,其在此不应限制本发明保护的范围。此外,在实际制作中应包含长度、宽度及深度的三维空间尺寸。
32.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步地详细描述。
33.实施例1
34.一种铝合金复杂杯形薄壁件冷挤压成形工艺,其包括如下步骤:
35.步骤一:首先先调整锻压模具,调整模具间隙及错移,用润滑剂工业猪油润滑模具,根据工件的尺寸选择合适的上固定模210和下固定模100,调节上固定模210和下固定模100间隙及错移间距,然后用工业猪油润滑剂润滑上固定模210和下固定模100;
36.步骤二:然后将待加工的原材料加热软化,将预处理好的原材料放入预热装置,设定好预热温度和预热时间;
37.步骤三:将软化后的原料放入锻压设备中的下固定模100中,取出预热好的原材料,放入下固定模100中的模压槽110呢,同时摆放好原材料在模压槽110中的位置;
38.步骤四:启动锻压模具,上固定模210在电动螺旋压力机200的作用下向下移动,软化后的金属在压力作用下在下固定模100的模压槽110内腔流动直至充满型腔,通过双手同时操作面板上的启动按钮,上固定模210在电动螺旋压力机200的动力下,向下移动,对下模压槽110中的原材料施加压力;
39.步骤五:在锻压模具设备行程结束后,金属不再流动,形成最终冷挤压件的外形及尺寸,同时上固定模210离开下固定模100,通过冷却装置加速成型后的模具的冷却,上固定模210在锻压模具形成结束后,自动离开下固定模100和模压槽110,同时工作人员通过冷却装置对挤压成型后的工件进行风冷,加速工件的冷却效率;
40.步骤六:待成型后的模具完全冷却凝固以后,通过锻压装置上的顶出装置将成型后的取出,工件冷却后,顶出组件120上的顶出气缸向上移动,带动顶出块向上移动,将冷却后的工件顶出模压槽110。
41.具体的,所述锻压模具包括下固定模100和电动螺旋压力机200,所述下固定模100上设置有模压槽110和顶出组件120,所述电动螺旋压力机200的底部输出端设置有上固定模210。
42.具体的,所述模压槽110的内腔设置有与顶出组件120相配合的通孔。
43.具体的,步骤二具体操作流程如下:首先将原材料加热至400~500℃,保温约4小时再随炉冷却到150℃右的退火制度。
44.具体的,所述电动螺旋压力机200动力为3150t,速度为2-6mm/s。
[0045][0046]
虽然在上文中已经参考实施方式对本发明进行了描述,然而在不脱离本发明的范围的情况下,可以对其进行各种改进并且可以用等效物替换其中的部件。尤其是,只要不存在结构冲突,本发明所披露的实施方式中的各项特征均可通过任意方式相互结合起来使用,在本说明书中未对这些组合的情况进行穷举性的描述仅仅是出于省略篇幅和节约资源的考虑。因此,本发明并不局限于文中公开的特定实施方式,而是包括落入权利要求的范围内的所有技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1