一种不锈钢补强片加工用冲切装置的制作方法
1.本发明涉及不锈钢补强片领域,特别涉及一种不锈钢补强片加工用冲切装置。
背景技术:
2.不锈钢补强片不易变形,有较高的强度,能够起到导电和感应的作用,比如金手指背面的补强钢片,用来增加金手指的硬度和厚度,便于拔插,不锈钢补强片使用范围在移动电话、可视电话、手提电脑、航空航天、医疗器械、数码相机、汽车仪表等压制模块或液晶片的链接部件的fpc,目前用在手机摄像头部位最多,不锈钢补强片一般都是采用冲压成型,但是冲压工艺比较粗糙,公差大,而且精度不高,毛刺难以清理干净,容易对线路板形成短路或断路的影响,从板料上分离出所需形状和尺寸的零件或毛坯的冲压方法。冲裁是利用冲模的刃口使板料沿一定的轮廓线产生剪切变形并分离。冲裁在冲压生产中所占的比例最大。但是现有的不锈钢补强片加工用冲切装置存在一定的弊端,首先通过导向装置进行导向,在导向时容易造成导柱导套发生损坏的情况,还有当凹模和凸模合模时容易造成模具发生损坏的情况,使得合模时造成冲裁误差较大的情况,且凹模和凸模之间的冲击较大,还有冲裁后物料落下后缺少出料装置,使得物料容易卡在落料槽中,比较麻烦。
技术实现要素:
3.本发明的主要目的在于提供一种不锈钢补强片加工用冲切装置,可以有效解决背景技术中在导向时容易造成导柱导套发生损坏的情况,还有当凹模和凸模合模时容易造成模具发生损坏的情况,使得合模时造成冲裁误差较大的情况,且凹模和凸模之间的冲击较大,还有冲裁后物料落下后缺少出料装置,使得物料容易卡在落料槽中的问题。
4.为实现上述目的,本发明采取的技术方案为:
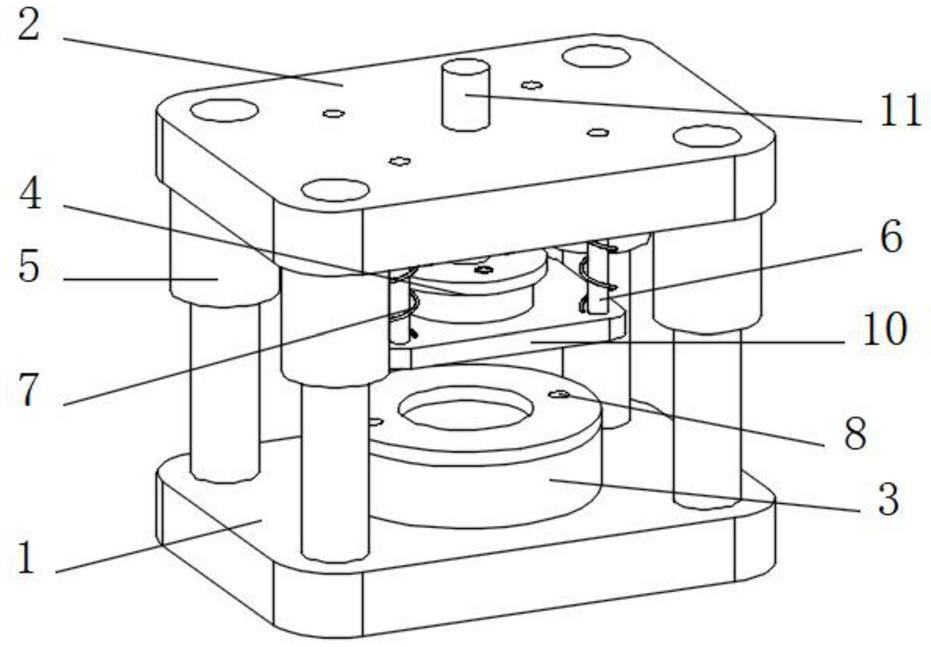
5.一种不锈钢补强片加工用冲切装置,包括下模座、上模座、凹模和凸模,所述上模座的中间设置有模柄,所述下模座和上模座的拐角设置有导向装置,所述上模座上设置有连接杆,且连接杆的下端设置有落料板,所述凹模位于下模座的中间,且下模座和凹模的中间开设有落料槽,所述凹模上和落料板下表面设置有缓冲装置,所述凹模的内部设置有落料装置,且落料装置位于落料槽处。
6.优选的,所述导向装置包括导套、导柱、第一固定槽、第一连接板、气囊、第二连接板、转动板、转动座和螺杆,所述上模座的下表面设置有导套,所述导套的内部设置有第一连接板和第二连接板,所述导套的内部设置有气囊,所述下模座的四个拐角处设置有导柱,所述导柱的内部设置有第一固定槽,所述导柱的上端设置有转动座,所述转动座的中间设置有转动板,所述第二连接板的下方设置有螺杆。
7.优选的,所述气囊位于第一连接板和第二连接板之间,所述气囊上设置有双向气孔,所述转动板与螺杆相传动,所述转动板与转动座活动连接,所述螺杆的底端设置有限位块,所述第二连接板与导套的内部滑动连接,所述导套和导柱滑动连接,通过导套和导柱相配合,可以提高合模的精度,通过第一连接板和第二连接板之间的气囊被挤压或者充气,从
而可以在合模时减小导套和导柱的冲击。
8.优选的,所述缓冲装置包括接触板、第三连接板、第二伸缩弹簧、第四连接板、配合孔、第二固定槽和配合块,所述落料板的下表面设置有配合块,所述凹模的上方设置有接触板,所述接触板的表面开设有第二固定槽,所述第二固定槽的内部设置有第三连接板和第四连接板,所述第三连接板和第四连接板之间设置有第二伸缩弹簧,所述接触板的中间设置有与落料槽相配合的预留槽。
9.优选的,所述配合孔和配合块相对齐,所述配合块贯穿配合孔与第三连接板相接触,所述第三连接板通过第四连接板相连接,所述接触板通过螺栓与凹模相固定,所述落料板与接触板相接触,在合模时落料板下端的配合块贯穿配合孔与第三连接板相连接,从而使得第三连接板与第四连接板之间的第二伸缩弹簧进行缓冲,通过配合孔与配合块提高对齐精度。
10.优选的,所述落料装置包括放置槽、电机、扇叶和橡胶套,所述凹模和下模座上开设有放置槽,所述放置槽的内部设置有电机,所述电机的输出端设置有扇叶,所述扇叶上套有橡胶套。
11.优选的,所述电机通过螺栓安装在放置槽中,所述扇叶从落料槽中露出,所述落料装置安装在落料槽的两侧,所述凹模的落料槽小于下模座的落料槽的尺寸,通过电机带动扇叶,可以将冲裁的板料从落料槽中推送走,避免板料卡在落料槽中的情况,比较实用。
12.优选的,所述模柄贯穿上模座与凸模相固定,且模柄与上模座滑动连接,所述凹模与凸模相配合,且凸模贯穿落料板、缓冲装置和凹模相配合。
13.优选的,所述连接杆上设置有第一伸缩弹簧,所述连接杆的上端与上模座滑动连接,所述第一伸缩弹簧的两端与上模座和落料板相连接。
14.优选的,所述下模座和凹模之间通过螺栓相固定,且落料装置通过螺栓安装在下模座和凹模的内部两侧。
15.与现有技术相比,本发明具有如下有益效果:
16.设置有导向装置,通过导套和导柱相配合,可以提高合模的精度,通过第一连接板和第二连接板之间的气囊被挤压或者充气,从而可以在合模时减小导套和导柱的冲击;
17.设置有缓冲装置,在合模时落料板下端的配合块贯穿配合孔与第三连接板相连接,从而使得第三连接板与第四连接板之间的第二伸缩弹簧进行缓冲,通过配合孔与配合块提高对齐精度;
18.设置有落料装置,通过电机带动扇叶,可以将冲裁的板料从落料槽中推送走,避免板料卡在落料槽中的情况,比较实用。
附图说明
19.图1是本发明的整体示意图;
20.图2是本发明的主视图;
21.图3是本发明的拆分图;
22.图4是本发明的导向装置示意图;
23.图5是本发明的缓冲装置示意图;
24.图6是本发明的落料装置示意图。
25.图中:1、下模座;2、上模座;3、凹模;4、凸模;5、导向装置;501、导套;502、导柱;503、第一固定槽;504、第一连接板;505、气囊;506、第二连接板;507、转动板;508、转动座;509、螺杆;6、连接杆;7、第一伸缩弹簧;8、缓冲装置;801、接触板;802、第三连接板;803、第二伸缩弹簧;804、第四连接板;805、配合孔;806、第二固定槽;807、配合块;9、落料装置;901、放置槽;902、电机;903、扇叶;904、橡胶套;10、落料板;11、模柄;12、落料槽。
具体实施方式
26.为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
27.如图1
‑
6所示,一种不锈钢补强片加工用冲切装置,包括下模座1、上模座2、凹模3和凸模4,上模座2的中间设置有模柄11,下模座1和上模座2的拐角设置有导向装置5,上模座2上设置有连接杆6,且连接杆6的下端设置有落料板10,凹模3位于下模座1的中间,且下模座1和凹模3的中间开设有落料槽12,凹模3上和落料板10下表面设置有缓冲装置8,凹模3的内部设置有落料装置9,且落料装置9位于落料槽12处。
28.本实施例中,导向装置5包括导套501、导柱502、第一固定槽503、第一连接板504、气囊505、第二连接板506、转动板507、转动座508和螺杆509,上模座2的下表面设置有导套501,导套501的内部设置有第一连接板504和第二连接板506,导套501的内部设置有气囊505,下模座1的四个拐角处设置有导柱502,导柱502的内部设置有第一固定槽503,导柱502的上端设置有转动座508,转动座508的中间设置有转动板507,第二连接板506的下方设置有螺杆509;气囊505位于第一连接板504和第二连接板506之间,气囊505上设置有双向气孔,转动板507与螺杆509相传动,转动板507与转动座508活动连接,螺杆509的底端设置有限位块,第二连接板506与导套501的内部滑动连接,导套501和导柱502滑动连接,通过导套501和导柱502相配合,可以提高合模的精度,通过第一连接板504和第二连接板506之间的气囊505被挤压或者充气,从而可以在合模时减小导套501和导柱502的冲击。
29.本实施例中,缓冲装置8包括接触板801、第三连接板802、第二伸缩弹簧803、第四连接板804、配合孔805、第二固定槽806和配合块807,落料板10的下表面设置有配合块807,凹模3的上方设置有接触板801,接触板801的表面开设有第二固定槽806,第二固定槽806的内部设置有第三连接板802和第四连接板804,第三连接板802和第四连接板804之间设置有第二伸缩弹簧803,接触板801的中间设置有与落料槽12相配合的预留槽;配合孔805和配合块807相对齐,配合块807贯穿配合孔805与第三连接板802相接触,第三连接板802通过第四连接板804相连接,接触板801通过螺栓与凹模3相固定,落料板10与接触板801相接触,在合模时落料板10下端的配合块807贯穿配合孔805与第三连接板802相连接,从而使得第三连接板802与第四连接板804之间的第二伸缩弹簧803进行缓冲,通过配合孔805与配合块807提高对齐精度。
30.本实施例中,落料装置9包括放置槽901、电机902、扇叶903和橡胶套904,凹模3和下模座1上开设有放置槽901,放置槽901的内部设置有电机902,电机902的输出端设置有扇叶903,扇叶903上套有橡胶套904;电机902通过螺栓安装在放置槽901中,扇叶903从落料槽12中露出,落料装置9安装在落料槽12的两侧,凹模3的落料槽12小于下模座1的落料槽12的尺寸,通过电机902带动扇叶903,可以将冲裁的板料从落料槽12中推送走,避免板料卡在落
料槽12中的情况,比较实用。
31.此外,模柄11贯穿上模座2与凸模4相固定,且模柄11与上模座2滑动连接,凹模3与凸模4相配合,且凸模4贯穿落料板10、缓冲装置8和凹模3相配合;连接杆6上设置有第一伸缩弹簧7,连接杆6的上端与上模座2滑动连接,第一伸缩弹簧7的两端与上模座2和落料板10相连接;下模座1和凹模3之间通过螺栓相固定,且落料装置9通过螺栓安装在下模座1和凹模3的内部两侧。
32.需要说明的是,本发明为一种不锈钢补强片加工用冲切装置,合模时,将压力机将模柄11进行推动,从而使得上模座2上的模柄11进行移动,从而使得凸模4进行移动,凸模4先与落料板10进行接触,使得落料板10沿着连接杆6滑动,并且落料板10与凹模3上的缓冲装置8接触,由于配合块807贯穿配合孔805与第三连接板802相接触,第三连接板802通过第四连接板804相连接,接触板801通过螺栓与凹模3相固定,使得落料板10上的配合块807与接触板801上的配合孔805进行接触,进而贯穿接触板801,通过配合块807与配合孔805相接触可以提高合模时的精度,使得配合块807与第三连接板802相接触,第三连接板802和第四连接板804之间的第二伸缩弹簧803被压缩,从而使得第三连接板802与第四连接板804之间的第二伸缩弹簧803进行缓冲,通过配合孔805与配合块807提高对齐精度,且使得减小凹模3和凸模4之间冲击力,避免凹模3和凸模4在合模时发生损坏的情况,由于连接杆6上设置有第一伸缩弹簧7,连接杆6的上端与上模座2滑动连接,第一伸缩弹簧7的两端与上模座2和落料板10相连接,且连接杆6上的第一伸缩弹簧7也进行缓冲,在合模的同时下模座1和上模座2之间的导向装置5进行工作,原先导套501中的气囊505被充满,由于气囊505位于第一连接板504和第二连接板506之间,气囊505上设置有双向气孔,转动板507与螺杆509相传动,当导套501和导柱502相互配合时,第一连接板504和第二连接板506相互挤压,将气囊505中的气体压缩进而从气孔中排出,在第二连接板506移动的同时,螺杆509与转动板507相传动,且转动板507与转动座508活动连接,通过导套501和导柱502相配合,可以提高合模的精度,通过第一连接板504和第二连接板506之间的气囊505被挤压或者充气,从而可以在合模时减小导套501和导柱502的冲击,当凹模3与凸模4相冲裁时,物料会从缓冲装置8和凹模3的落料槽12中落下,通过凸模4将物料推送到放置槽901处,然后开模后,通过启动电机902使得电机902带动扇叶903转动,从而使得扇叶903将物料进行推送走,并通过橡胶套904防止与物料发生接触后造成损坏的情况,在落料槽12两侧的落料装置9作用下将物料进行推送,由于电机902通过螺栓安装在放置槽901中,扇叶903从落料槽12中露出,落料装置9安装在落料槽12的两侧,凹模3的落料槽12小于下模座1的落料槽12的尺寸,通过电机902带动扇叶903,可以将冲裁的板料从落料槽12中推送走,避免板料卡在落料槽12中的情况,比较实用,开模后,凹模3与凸模4分离,落料板10的配合块807与接触板801相分离,且第二连接板506与第一连接板504分离,从而使得气囊505中的气体慢慢被充满,螺杆509与转动板507反向传动,可以进行下一次使用。
33.虽然本文已参照附图描述了本发明的说明性实施例,只要其不违背本发明的思想,其同样应当视为本发明所公开的内容,对于本技术领域的普通技术人员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1