一种推拉顶进式套模定位装置及其使用方法与流程
1.本发明涉及钢结构制造加工技术领域,特别涉及一种推拉顶进式套模定位装置。
背景技术:
2.目前的建筑结构形式中,钢结构建筑具有快速施工、低碳节能、绿色环保等诸多优势,钢结构的广泛应用也促进着钢构件加工制造技术的革新。h型钢连接常采用螺栓连接,螺栓孔制孔质量及精度直接影响节点连接的安装精度,传统定位方式采用人工借助直尺或卷尺进行测量定位,受周围环境、测量误差等影响定位效率以及精度较低。
技术实现要素:
3.本发明克服了现有技术不足,提供了一种推拉顶进式套模定位装置,该装置巧妙利用传动机构实现左、右传动齿条同步伸缩,中部大齿板始终保持中线位置,利用本装置辅助螺栓孔群精准定位,大大提升了定位效率。
4.本发明是通过如下技术方案实现的:一种推拉顶进式套模定位装置,其特征在于,包括限位装置和传动机构,所述限位装置包括一齿板卡槽,齿板卡槽的前后两端分别开有定位槽口,齿板卡槽的底部设有一对定位肋;所述传动机构包括一大齿板、两传动齿条和两转动齿轮,大齿板通过定位槽口插入齿板卡槽;传动齿条的底部设有定位槽,左、右传动齿条分别通过所述定位槽嵌入定位肋对称并反向插入齿板卡槽;转动齿轮安装在齿板卡槽上且设置在大齿板两侧,所述大齿板、传动齿条的两侧均设有齿轮槽,大齿板两侧的齿轮槽分别与左、右转动齿轮啮合,左传动齿条的两侧分别与左、右转动齿轮啮合,右传动齿条的内侧啮合右转动齿轮。
5.作为优选,所述齿板卡槽的顶部设有推拉手柄,底部四角分别设有定向滑轮。
6.作为优选,所述大齿板的端尾设有推拉手柄,端头设有端头槽口,端头槽口内插有滑动杆,滑动杆端头设有定位插头,定位插头上设有定位孔。
7.作为优选,所述定位孔孔径与螺栓孔群孔径一致,相邻定位孔的孔距与螺栓孔群相邻孔距相等。
8.作为优选,所述传动齿条的端部设有加宽端头,左、右传动齿条的加宽端头至临近齿板卡槽的侧边距离相等。
9.基于上述装置,本发明还涉及一种推拉顶进式套模定位装置的使用方法,其特征在于,步骤如下:a)推拉大齿板上的推拉手柄,左、右传动齿条向内回缩使两传动齿条端头之间的距离小于h型钢梁腹板高度,使本装置入梁;b)装置入梁后,反向推拉大齿板上的推拉手柄,带动两传动齿条相向等速顶进,齿板卡槽通过底部的定向滑轮顺势移动完成装置的横向中线定位;c)选择与套模适配的定位插头通过滑动杆安装在端头槽口内,滑动杆沿端头槽口
前后移动进行纵向中心定位,推入套模,完成最终定位。
10.与传统的定位方式相比,本发明具有以下有益效果:本发明设备轻盈,操作简便,适用范围广,可根据h型钢梁的腹板高度不同调整本装置,提高了装置的可操作性和重复利用率。
11.本发明采用特制的转动齿轮配合齿槽时两传动齿条进行同步、同距顶进卡位,快速、精准的警醒h型钢梁腹板中线定位,提高了定位精度和速度。
12.本发明通过推拉手柄,实现梁内横向中线定位,再通过滑动可更换式定位插头完成纵向中心定位,操作简便,制孔效率高。
13.本发明采用替换不同定位插头的方式以适应不同规格钢套模,通过简单的推拉操作即可实现钢套模的中线定位,极大的提高了定位效率和精准度。
附图说明
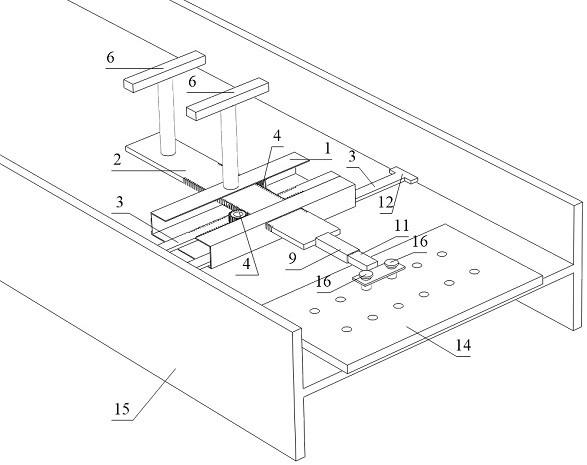
14.图1是本发明的结构示意图;图2是本发明的齿板卡槽结构示意图;图3是本发明的传动机构结构示意图;图4是本发明的大齿板示意图;图5是本发明的传动齿条示意图;图6是本发明的使用状态示意图;附图中,1
‑
齿板卡槽,2
‑
大齿板,3
‑
传动齿条,4
‑
转动齿轮,5
‑
定位插头,6
‑
推拉手柄,7
‑
定位槽口,8
‑
定位肋,9
‑
端头槽口,10
‑
定向滑轮,11
‑
滑动杆,12
‑
加宽端头,13
‑
定位槽,14
‑
钢套模,15
‑
h型钢梁,16
‑
定位螺栓。
具体实施方式
15.为了使本发明的目的、技术方案及有益效果更加清楚明白,下面结合实施例对本发明中的技术方案进一步说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
16.参见图1
‑
6,一种推拉顶进式套模定位装置,包括限位装置和传动机构。
17.参见图2,限位装置包括包括齿板卡槽1,齿板卡槽1的前后两端分别设有供大齿板2插入的定位槽口7,齿板卡槽1的底部设有一对定位肋8;齿板卡槽1限制大齿板2和传动齿条3的相对运动并辅以运动导向,齿板卡槽1的顶部设有推拉手柄6,底部的四角分别一一设有定向滑轮10。
18.参见图3,传动机构包括一大齿板2、两传动齿条3和两转动齿轮4,大齿板2穿过定位槽口7插入齿板卡槽1,传动齿条3的底部设有定位槽13,左、右传动齿条分别通过定位槽13嵌入定位肋8插入齿板卡槽1,左传动齿条3和右传动齿条对称并反向安装在齿板卡槽1上,传动齿轮安装在齿板卡槽1上且设置在大齿板2两侧。
19.参见图4,大齿板2的两侧加工与转动齿轮4配套的齿轮槽,大齿板2的端尾设有推拉手柄6,端头设有端头槽口9,参见图1,端头槽口9内插有滑动杆11,滑动杆11端头设有定位插头5,定位插头5上设有定位孔,定位孔孔径与螺栓孔群孔径一致,相邻定位孔的孔距与螺栓孔群相邻孔距相等。针对不同的套模规格,需要更换不同的定位插头5时,将滑动杆11
从端头槽口9拔出更换即可。
20.参见图5,传动齿条3的两侧也设有与转动齿轮4配套的齿轮槽,传动齿条3的端部设有加宽端头12。
21.参见图3,大齿板2两侧的齿轮槽分别与左、右转动齿轮4啮合,左传动齿条3的两侧分别与左、右转动齿轮4啮合,右传动齿条的内侧啮合右转动齿轮4,实现推拉大齿板2时,左、右传动齿条同步、等距的相向运动。
22.本装置左、右传动齿条的加宽端头12至临近齿板卡槽1的侧边距离相等,即左、右传动齿条在齿板卡槽1上伸出的长度一致。
23.基于上述装置,本发明还涉及一种推拉顶进式套模定位装置的使用方法,其特征在于,步骤如下:a)推拉大齿板2上的推拉手柄6,左、右传动齿条向内回缩使两传动齿条3端头之间的距离小于h型钢梁15腹板高度,使本装置入梁;b)装置入梁后,反向推拉大齿板2上的推拉手柄6,带动两传动齿条3相向、同步等速顶进,齿板卡槽1通过底部的定向滑轮10顺势移动完成装置的横向中线定位;c)根据定位的套模规格,选择与套模适配的定位插头5通过滑动杆11安装在端头槽口9内,滑动杆11沿端头槽口9前后移动进行纵向中心定位,推入套模用定位螺栓16固定,完成最终定位。
24.上述具体实施方式仅是本发明的具体个案,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施方式。但是凡是未脱离本发明技术原理的前提下,依据本发明的技术实质对以上实施方式所作的任何简单修改、等同变化与改型,皆应落入本发明的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1