一种法兰和管子的焊接工艺的制作方法
1.本发明属于焊接工艺技术领域,涉及一种法兰和管子的焊接工艺。
背景技术:
2.管道预制,是在固定的区域进行管道设计、预制管理、管道切割、管道坡口加工、焊接、物流及防腐油漆、管道探伤等工作。
3.在管道预制领域中,法兰和管子需要进行组对和焊接,现有的焊接方式是:先对法兰和管子的焊接部位进行加工和清理,再将法兰平放在工作台上,通过点焊的方式使法兰和管子固定,然后焊工手拿焊丝和焊枪对准焊缝进行焊接,每焊接2
‑
3cm,焊工手动转动法兰和管子,然后继续焊接,该种人工纯手动的焊接方式,焊接的效率低,焊接的劳动强度大。
技术实现要素:
4.本发明的目的是针对现有技术中存在的上述问题,提出了一种法兰和管子的焊接工艺,解决的技术问题是如何保证焊接质量的同时提高焊接效率。
5.本发明的目的可通过下列技术方案来实现:一种法兰和管子的焊接工艺,其特征在于,该焊接工艺包括以下步骤:
6.步骤a:将法兰和管子内端的对接位置进行机加工和打磨,并对法兰和管子内端的对接位置通过点焊固定;
7.步骤b:使用美纹纸将法兰和管子对接位置处的焊缝整圈包住,法兰和管子的外端均通过密封件进行封堵,氩气能通过管子外端的密封件进入到法兰和管子的内腔中;
8.步骤c:将法兰固定在可旋转的卡盘上,通过卡盘带动法兰和管子旋转并对焊缝进行焊接,焊接位置在十二点位置,焊接位置为平焊位置;
9.步骤d:从卡盘中取下焊接完成的法兰和管子,拆下密封件后进行存放。
10.本焊接工艺通过美纹纸整圈包住焊缝,美纹纸对焊缝起到保护的作用,防止焊缝被污染,保证焊接质量。焊接时,美纹纸会自然烧毁,不会粘附在焊缝里,不会影响焊缝质量,同时美纹纸可以配合密封件对氩气起到密封的作用,使氩气不会过多的泄漏,使焊接时背面始终有氩气保护,提高焊接质量。本焊接工艺通过卡盘带动法兰和管子旋转并对焊缝进行焊接,避免了焊工手动转动管子和法兰的操作,保证焊缝的稳定,保证焊接质量,而且焊接位置在十二点位置,焊接位置为平焊位置,即焊接时焊工无需大幅度的移动焊丝和焊枪,降低焊接时焊工的劳动强度,同时避免大幅度移动过程中造成的不稳定,保证焊接质量。本焊接工艺通过半自动化的方式对管子和法兰进行焊接,且在焊接过程中通过美纹纸和氩气对焊缝进行保护,保证焊接质量的同时提高焊接效率,降低焊工的劳动强度,同时将法兰固定在可旋转的卡盘上即可,无需额外定制设备,成本低。
11.在上述的一种法兰和管子的焊接工艺中,所述步骤a中,法兰和管子内端的对接位置用车床车出外坡口,外坡口的坡度在25
‑
35
°
之间。使法兰和管子对接位置处具有足够的焊缝,提高法兰和管子的连接强度。
12.在上述的一种法兰和管子的焊接工艺中,所述步骤a中,法兰和管子的组对间隙在2
‑
3mm之间。使法兰和管子对接位置处具有足够的焊缝,提高法兰和管子的连接强度。
13.在上述的一种法兰和管子的焊接工艺中,所述步骤a中,点焊的方式为氩弧焊,点焊的数量可以为四点、八点或者十二点。使法兰和管子预定位精准,且具有足够的连接强度。
14.在上述的一种法兰和管子的焊接工艺中,所述步骤b中,封堵管子外端的密封件包括主体和缠绕在主体周向的密封胶带,所述主体部分嵌入到管子中,所述密封胶带密封主体和管子之间的缝隙,所述主体中穿设有贯穿主体的充气管。主体可以由金属材料制成,同时充气管穿设固定且贯穿主体,即通过插入密封的方式进行密封,密封方便。
15.在上述的一种法兰和管子的焊接工艺中,所述步骤c中,所述卡盘包括转盘和设置在转盘上且能沿转盘移动的若干个卡爪,所述法兰能固定在若干个卡爪之间。卡盘结构简单,无需额外定制设备,成本低。
16.在上述的一种法兰和管子的焊接工艺中,所述步骤c中,所述法兰与转盘之间具有间隙。该种结构,不易损坏法兰,同时也给封堵在法兰外端的密封件提供了足够的空间。
17.在上述的一种法兰和管子的焊接工艺中,所述步骤c中,焊接电流为130
‑
170a,焊接电压为12
‑
18v,焊接速度为15
‑
18min/m。
18.在上述的一种法兰和管子的焊接工艺中,所述步骤c中,焊接的方式为氩弧焊,焊接时先进行打底焊接,再进行填充和盖面。法兰和管子旋转多圈,焊接多道焊缝,提高焊接强度。
19.在上述的一种法兰和管子的焊接工艺中,所述法兰为wn法兰,所述管子的横截面呈圆环状,所述管子的长度在10
‑
50cm之间。管子的长度相对较短,焊接时无需对管子进行支撑。
20.与现有技术相比,本发明提供的一种法兰和管子的焊接工艺具有以下优点:
21.1、本焊接工艺通过卡盘带动法兰和管子旋转并对焊缝进行焊接,避免焊工手动转动管子和法兰的操作,且焊工无需大幅度的移动焊丝和焊枪,降低焊工的劳动强度,保证焊接质量,提高焊接效率。
22.2、本焊接工艺通过美纹纸整圈包住焊缝,防止焊缝被污染,同时美纹纸可以配合密封件,使氩气不会过多的泄漏,使焊接时背面始终有氩气保护,保证焊接质量。
23.3、本焊接工艺将法兰固定在可旋转的卡盘上即可,无需额外定制设备,成本低。
附图说明
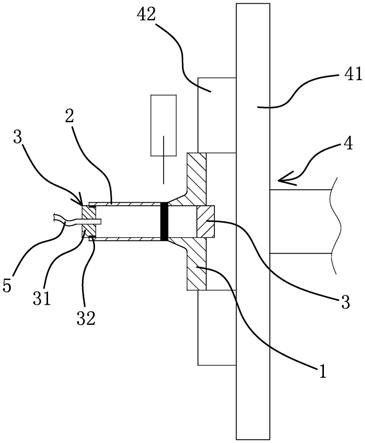
24.图1是本法兰和管子焊接时的状态图。
25.图2是本法兰和管子焊缝的结构示意图。
26.图中,1、法兰;2、管子;3、密封件;31、主体;32、密封胶带;4、卡盘;41、转盘;42、卡爪;5、充气管。
具体实施方式
27.以下是本发明的具体实施例并结合附图,对本发明的技术方案作进一步的描述,但本发明并不限于这些实施例。
28.如图1、图2所示,本法兰1和管子2的焊接工艺包括以下步骤:
29.步骤a:将法兰1和管子2内端的对接位置进行机加工和打磨,并对法兰1和管子2内端的对接位置通过氩弧焊的方式进行点焊固定。具体来说,法兰1为wn法兰1,管子2的横截面呈圆环状,法兰1和管子2内端的对接位置用车床车出外坡口,然后对毛刺进行打磨。本实施例中,外坡口的坡度为30
°
,法兰1和管子2的组对间隙为2.5mm,点焊的数量可以为八点,管子2的长度为30cm,在实际生产中,外坡口的坡度可以为25
°
或者35
°
,法兰1和管子2的组对间隙可以为2mm或者3mm,点焊的数量可以为四点或者十二点,管子2的长度可以为10cm或者50cm。
30.步骤b:使用美纹纸将法兰1和管子2对接位置处的焊缝整圈包住,法兰1和管子2的外端均通过密封件3进行封堵,封堵管子2外端的密封件3包括主体31和缠绕在主体31周向的密封胶带32,主体31部分嵌入到管子2中,密封胶带32密封主体31和管子2之间的缝隙,主体31中穿设固定有贯穿主体31的充气管5,氩气通过充气管5能进入到法兰1和管子2的内腔中。
31.步骤c:将法兰1固定在可旋转的卡盘4上,卡盘4包括转盘41和设置在转盘41上且能沿转盘41移动的卡爪42,本实施例中,卡爪42的数量为三个,在实际生产中,卡爪42的数量可以为四个或者六个。法兰1能固定在三个卡爪42之间,法兰1固定后,法兰1与转盘41之间具有间隙,通过驱动器例如电机驱动卡盘4旋转,卡盘4旋转带动法兰1和管子2旋转并通过焊枪和焊丝对焊缝进行焊接,焊接的方式为氩弧焊,焊接位置在十二点位置,焊接位置为平焊位置,焊接时先进行打底焊接,再进行填充和盖面。本实施例中,焊接电流为150a,焊接电压为15v,焊接的速度为16.5min/m,填充的次数为一次,在实际生产中,焊接电流可以为130a或者170a,焊接电压可以为12v或者18v,焊接的速度为15min/m或者18min/m,填充的次数可以为两次或者三次,也可以不进行填充。
32.步骤d:从卡盘4中取下焊接完成的法兰1和管子2,拆下密封件3后进行存放。
33.重复上述的步骤,完成多个法兰1和管子2的焊接。
34.本文中所描述的具体实施例仅仅是对本发明精神作举例说明。本发明所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,但并不会偏离本发明的精神或者超越所附权利要求书所定义的范围。
35.尽管本文较多地使用了法兰1、管子2、密封件3、主体31、密封胶带32、卡盘4、转盘41、卡爪42、充气管5等术语,但并不排除使用其它术语的可能性。使用这些术语仅仅是为了更方便地描述和解释本发明的本质;把它们解释成任何一种附加的限制都是与本发明精神相违背的。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1