一种数车切断薄筒类零件防坠落柔接盛取方法与流程
1.本发明涉及机械加工技术领域,尤其涉及一种数车切断薄筒类零件防坠落柔接盛取方法。
背景技术:
2.数控车床加工零件时,防护门处于关闭状态,如果薄筒类零件加工成形后,切断坠落容易碰伤零件表面和造成筒壁变形。
3.现有的操作方式通常采取:
⑴
零件切断时,在坠落下方放置海绵内衬盒,盛接零件;
⑵
拉开防护门,手工持辅具盛取零件。
4.按上述方法操作时,存在以下问题:
⑴
零件旋转切断,不能准确落入海绵盒内,并且切屑落入盒内,切断坠落容易碰伤零件表面和造成筒壁变形;
⑵
拉开防护门,手工盛取旋转切断零件,容易引发安全事故;并且上述方法生产效率较低,不适合大批量自动化生产。
5.为了满足智能制造和安全生产需要,需要设计制作一种数车切断薄筒类零件防坠落柔接盛取工具。
技术实现要素:
6.鉴于上述的分析,本发明旨在提供一种数车切断薄筒类零件防坠落柔接盛取方法,用以解决薄筒类零件切断后坠落容易碰伤零件表面和造成筒壁变形的问题。
7.本发明的目的主要是通过以下技术方案实现的:
8.一种数车切断薄筒类零件防坠落柔接盛取方法,采用柔接盛取工具在薄筒类零件切断时进行柔接盛取,包括以下步骤:
9.步骤s1:将柔接器一端与刀台连接,另一端与盛取毂架连接;
10.步骤s2:连接盛取毂架和坯料;
11.步骤s3:将薄筒零件从坯料上切断;切断后的薄筒零件套在所述盛取毂架上,通过盛取毂架进行承接;
12.步骤s4:使盛取毂架从坯料中旋出;进而带动薄筒零件与坯料脱离。
13.进一步地,所述步骤s1中,柔接器与刀台的连接方式为:将柔接器的导向套柄的尾部插入数车盘式转位刀台的镗刀安装孔内,并与刀台连接紧固。
14.进一步地,所述步骤s1中,柔接器与盛取毂架的连接方式为:将盛取毂架插入柔接器的伸缩卡套内,并通过伸缩卡套上多个均布的弹力卡爪进行夹持,使柔接器与盛取毂架连接为一体。
15.进一步地,所述弹力卡爪夹持所述盛取毂架时:所述弹力卡爪的倒角斜面能够与盛取毂架的连接部上的棘齿的斜面贴合,弹力卡爪的直角侧面能够与连接部上的棘齿的台阶面贴合。
16.进一步地,所述步骤s2中,数控车床带动坯料旋转,将坯料的内孔表面的内螺纹与盛取毂架的旋合部的外螺纹逐渐旋合,使盛取毂架与坯料通过螺纹旋接。
17.进一步地,数车主轴带动坯料正向旋转时,将所述盛取毂架旋接在所述坯料内部;数车主轴带动坯料反方向旋转时,将所述盛取毂架从所述坯料内孔中旋出分离。
18.进一步地,柔接器的浮动组件提供盛取毂架与坯料旋合时的压紧力。
19.进一步地,所述伸缩卡套套设于所述导向套柄的外部且能够相对滑移,并通过导向滑键进行导向,使伸缩卡套和导向套柄不能相对旋转,仅能沿轴向相对滑移;
20.所述导向套柄和伸缩卡套之间设置压缩弹簧,压缩弹簧提供盛取毂架与坯料旋合连接时的压紧力。
21.一种柔接盛取工具,所述柔接盛取工具用于实现所述的数车切断薄筒类零件防坠落柔接盛取方法,包括:盛取毂架和柔接器;
22.盛取毂架一端设有旋合部,另一端设有连接部;
23.盛取毂架套设于坯料和薄筒零件的内部;旋合部能够与坯料螺纹旋接;连接部能够与柔接器连接或分离;
24.盛取毂架上还设有止挡部;当薄筒零件与坯料切断时,止挡部能够阻止薄筒零件掉落。
25.进一步地,柔接器包括:夹持组件和浮动组件;夹持组件用于夹持盛取毂架的连接部;浮动组件能够沿盛取毂架的轴向浮动。
26.进一步地,夹持组件包括:伸缩卡套、弹力卡爪和施压弹片;伸缩卡套上周向设有多个卡爪安装槽,弹力卡爪滑动安装在卡爪安装槽中;施压弹片用于压紧弹力卡爪的上表面。
27.进一步地,弹力卡爪用于夹持盛取毂架,且能够相对于伸缩卡套径向移动。
28.进一步地,连接部的圆柱面上设有多个棘齿;柔接器与盛取毂架连接时,弹力卡爪卡设在连接部上相邻棘齿的棘齿台阶上。
29.进一步地,夹持组件还包括筒形的卡爪外套;卡爪外套套设于伸缩卡套外部,且与伸缩卡套固定连接;卡爪外套上设有弹片安装槽,施压弹片安装在弹片安装槽中,且与卡爪外套固定连接。
30.进一步地,浮动组件包括:导向套柄和压缩弹簧;伸缩卡套套设于导向套柄的外部,且导向套柄上设有凸出的第一限位部;压缩弹簧设置在第一限位部与伸缩卡套之间;通过压缩压缩弹簧,伸缩卡套能够相对于导向套柄轴向位移。
31.进一步地,浮动组件还包括:限位挡盖,限位挡盖与导向套柄之间通过螺纹连接,且限位挡盖上设有第二限位部;第二限位部用于限制伸缩卡套沿导向套柄轴向位移的行程。
32.进一步地,浮动组件还包括:定向滑键,导向套柄的外表面上设有第一键槽,伸缩卡套的内孔表面上设有第二键槽;定向滑键的下部与第一键槽卡合装配,定向滑键的上部与第二键槽卡合装配。
33.本发明技术方案至少能够实现以下效果之一:
34.1.本发明通过柔接器与盛取毂架组成的数车切断薄筒类零件防坠落柔接盛取装置,实现数车切断薄筒类零件自动盛取,防止切断坠落碰伤零件表面和造成筒壁变形。
35.2.盛取毂架在压缩弹簧的施力作用下,柔弹旋接坯料,通过盛取毂架与柔接器的组合或分离,实现与夹持坯料的连接或脱离,能自动循环防坠落盛取切断后的零件。
36.3.本发明的数车切断薄筒类零件防坠落柔接盛取装置制作简便、实用,适用于机械手自动化作业,解决了数车切断薄筒类零件坠落碰伤问题,同时避免安全隐患,能够满足大批量自动化生产要求。
37.本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
38.附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
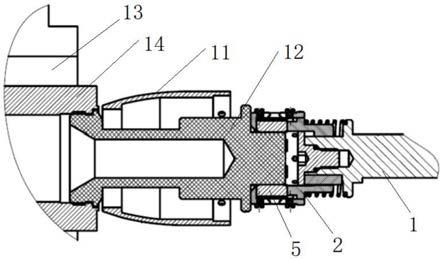
39.图1为本发明的柔接盛取工具使用状态图;
40.图2为本发明的柔接盛取工具的立体图;
41.图3为本发明的柔接盛取工具的剖视图;
42.图4为本发明的柔接盛取工具的局部剖视图;
43.图5为本发明的柔接盛取工具的弹力卡爪的安装状态示意图;
44.图6为本发明的柔接盛取工具的导向套柄;
45.图7为图6中的导向套柄的剖视图;
46.图8为本发明的柔接盛取工具的伸缩卡套;
47.图9为图8中的伸缩卡套的局部剖视图;
48.图10为本发明的柔接盛取工具的限位挡盖;
49.图11为图10中的限位挡盖的剖视图;
50.图12为本发明的柔接盛取工具的卡爪外套;
51.图13为图10中的卡爪外套的剖视图;
52.图14为本发明的柔接盛取工具的弹力卡爪;
53.图15为本发明的柔接盛取工具的施压弹片;
54.图16为本发明的柔接盛取工具的盛取毂架;
55.图17为图16的盛取毂架的剖视图;
56.图18为图16的盛取毂架的连接部的横截面。
57.附图标记:
[0058]1‑
导向套柄;2
‑
伸缩卡套;3
‑
限位挡盖;4
‑
卡爪外套;5
‑
弹力卡爪;6
‑
施压弹片;7
‑
定向滑键;8
‑
压缩弹簧;9
‑
第一螺钉;10
‑
第二螺钉;11
‑
薄筒零件;12
‑
盛取毂架;13
‑
三爪卡盘;14
‑
坯料;
[0059]
101
‑
第一限位部;102
‑
第一键槽;103
‑
挡盖安装孔;104
‑
平面端面;
[0060]
201
‑
第一螺纹孔;202
‑
卡爪安装槽;203
‑
限位端面;204
‑
第二键槽;
[0061]
301
‑
螺纹部;302
‑
第二限位部;303
‑
六方沉孔;
[0062]
401
‑
第二螺纹孔;402
‑
第三螺纹孔;403
‑
弹片安装槽;
[0063]
501
‑
倒角斜面;502
‑
直角侧面;
[0064]
601
‑
第四螺纹孔;
[0065]
1201
‑
旋合部;1202
‑
止挡部;1203
‑
连接部。
具体实施方式
[0066]
下面结合附图来具体描述本发明的优选实施例,其中,附图构成本发明一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
[0067]
实施例1
[0068]
本发明的一个具体实施例,提供一种数车切断薄筒类零件防坠落柔接盛取方法,在进行薄筒类零件的切断工序时,采用柔接盛取工具进行防坠落柔接盛取,如图1所示,具体过程包括以下步骤:
[0069]
步骤s1:将柔接器与刀台连接;且通过柔接器的弹力卡爪5夹持所述盛取毂架12;柔接器一端与刀台连接,另一端与盛取毂架(12)连接;
[0070]
步骤s2:柔接器提供盛取毂架12与坯料14旋合时的压紧力,数车主轴带动坯料14正向旋转,将所述盛取毂架12旋接在所述坯料14内部;
[0071]
步骤s3:将薄筒零件11从坯料14上切断;切断后的薄筒零件套在所述盛取毂架12上,通过盛取毂架12进行承接;
[0072]
步骤s4:数车主轴带动坯料14反方向旋转,使盛取毂架12从坯料14中旋出;进而带动薄筒零件11与坯料14脱离。
[0073]
所述步骤s1中,在进行柔接器与刀台之间的连接紧固之前,根据如图2
‑
5所示的柔接器结构组装柔接器,具体地:
[0074]
步骤s11:将定向滑键7压入导向套柄1的第一键槽102内,装压缩弹簧8和伸缩卡套2,伸缩卡套2上的第二键槽204与定向滑键7滑动配合;
[0075]
步骤s12:将限位挡盖3旋入导向套柄1,使限位挡盖3与导向套柄1旋压紧固;用限位挡盖3旋压伸缩卡套2并压持压缩弹簧8,将伸缩卡套2浮动安装在导向套柄1上。
[0076]
步骤s13:将多件弹力卡爪5与伸缩卡套2上的卡爪安装槽202间隙配合(注意倒角方向);安装后,弹力卡爪5的倒角斜面501能够与盛取毂架12的连接部1203上的棘齿的斜面贴合,弹力卡爪5的直角侧面502能够与连接部1203上的棘齿的台阶面贴合。
[0077]
步骤s14:在伸缩卡套2的外部套罩卡爪外套4,并在第一螺纹孔201和第二螺纹孔401中安装第二螺钉10,将卡爪外套4与伸缩卡套2连接紧固。将施压弹片6装入卡爪外套4上的弹片安装槽403内,第三螺纹孔402和第四螺纹孔601中安装第一螺钉,通过第一螺钉9将施压弹片6与卡爪外套4连接紧固,施压弹片6弹性压持弹力卡爪5。
[0078]
柔接器组装调试后,伸缩卡套2轴向弹性伸缩行程为10毫米,压缩弹簧8保持压力20牛顿,施压弹片6对弹力卡爪5均布夹持弹力10牛顿,弹力卡爪5与盛取毂架12相对旋转滑移时,需要克服施压弹片6的夹持弹力,弹力卡爪5与盛取毂架12的连接部1203之间的弹压滑转摩擦扭矩为0.2牛顿
·
米。
[0079]
进一步地,所述步骤s1中,柔接器与刀台之间的连接方式为:
[0080]
将柔接器的导向套柄1的尾柄插入数车盘式转位刀台的镗刀安装孔内,与刀台连接紧固,将盛取毂架12的连接部1203插入柔接器的伸缩卡套2内,并通过伸缩卡套2上多个均布的弹力卡爪5进行夹持,使柔接器与盛取毂架12连接为一体。优选地,伸缩卡套2上均布的弹力卡爪5的弹性夹持力为10牛顿。
[0081]
进一步地,所述步骤s2中,盛取毂架12与坯料14旋接前需要对齐,过程为:
[0082]
刀台带动柔接盛取工具的柔接器和盛取毂架12位移,使盛取毂架12的旋合部1201伸入薄筒零件且与坯料14的内孔对齐,使盛取毂架12与坯料14的内孔同轴且旋合部1201与坯料14的端口接触。
[0083]
并且,盛取毂架12与坯料14对齐后,压缩弹簧8处于最大压缩状态。
[0084]
进一步地,所述步骤s2中,盛取毂架12与坯料14的旋接过程为:
[0085]
数控车床的主轴低速旋转,带动坯料14旋转,将坯料14的内孔表面的内螺纹与盛取毂架12的旋合部1201的外螺纹逐渐旋合,使盛取毂架12与坯料14通过螺纹旋接。
[0086]
所述伸缩卡套2套设于所述导向套柄1的外部且能够相对滑移,并通过定向滑键7进行导向,使伸缩卡套2不能相对于导向套柄1旋转仅能沿轴向滑移。导向套柄1和伸缩卡套2之间设置压缩弹簧8,压缩弹簧8提供盛取毂架12与坯料14旋合连接时的压紧力。
[0087]
盛取毂架12与坯料14逐渐旋合的过程中,伸缩卡套2向靠近坯料14的方向移动,压缩弹簧8逐渐伸长(弹性伸缩行程为10毫米),压缩弹簧保持弹力不小于20牛顿。
[0088]
盛取毂架12与坯料14旋紧后,弹力卡爪5与盛取毂架12的连接部1203上的棘齿表面摩擦滑转(摩擦扭矩0.2牛顿
·
米),此时,施压弹片6被压缩,进一步控制主轴停转,完成盛取毂架12与坯料14的旋接。
[0089]
进一步地,所述步骤s3中,对薄筒零件11进行切断前,通过刀台带动柔接器位移远离薄筒零件11,柔接器与盛取毂架12的连接部1203脱离。
[0090]
进一步地,刀台换位执行切断指令,数控车床切断后的薄筒零件11滑落在盛取毂架12上(盛取毂架12材质用聚四氟乙烯,不会造成金属零件随机坠落碰伤表面)。
[0091]
步骤s4中,薄筒零件11切断后,控制主轴停转,刀台带动柔接器再次与盛取毂架12尾部的连接部1203对接合为一体;弹力卡爪5的直角侧面502卡住盛取毂架12的连接部1203上单向棘齿的台阶面,柔接器的弹性卡爪5限制盛取毂架12的转动;主轴低速反向转动,使盛取毂架12与坯料14相对反向转动,将柔接盛取工具整体与被液压三爪13夹持的坯料14旋转脱离。
[0092]
盛取毂架12与坯料14旋转脱离的过程中,伸缩卡套2向远离坯料14的方向移动,压缩弹簧8逐渐被压缩。盛取毂架12与坯料14旋合或分离的过程中,盛取毂架12的位移行程即为伸缩卡套2相对于导向套柄1的浮动行程,也即为压缩弹簧8的弹性形变的长度。
[0093]
盛取毂架12与坯料14脱离时,带动薄筒零件11与坯料14分离。
[0094]
进一步地,数控车床控制主轴停止转动,自动打开防护门,通过机械手将套在盛取毂架12上的薄筒零件11取出;完成一次薄筒零件11的切断和柔接盛取。
[0095]
进一步地,液压三爪松开剩余坯料,机械手供料再次夹持坯料,重复上述过程,机床加工下一件零件。通过本发明的柔接盛取工具的组装和上述数控车床加工切断过程,可以不需要手工盛取切断时的零件,提高了工作效率,规避了安全隐患,适合大批量自动化生产。
[0096]
实施例2
[0097]
本发明的一个具体实施例,公开了一种柔接盛取工具,所述柔接盛取工具用于实现所述实施例1的数车切断薄筒类零件防坠落柔接盛取方法,包括:盛取毂架12和柔接器;
[0098]
所述盛取毂架12一端设有旋合部1201,另一端设有连接部1203;
[0099]
所述盛取毂架12套设于坯料14和薄筒零件11的内部;所述旋合部1201能够与坯料14螺纹旋接;所述连接部1203能够与柔接器连接或分离;
[0100]
所述盛取毂架12上还设有止挡部1202;当薄筒零件11与所述坯料14切断时,所述止挡部1202能够阻止所述薄筒零件11掉落。
[0101]
本发明的一种具体实施方式中,本发明的柔接盛取工具的尾柄插入数车盘式转位刀台的镗刀安装孔内,与刀台连接紧固。进一步地,液压三爪13用于夹持坯料14,数车一次加工成形薄筒零件11,同时在夹持处坯料14内孔上预制内螺纹。通过数控车床的主轴带动坯料14旋转,使盛取毂架12的旋合部1201上的外螺纹与坯料14的内螺纹旋合或解旋,能够实现坯料14与盛取毂架12的连接或分离。
[0102]
本发明的一种具体实施方式中,如图16
‑
18所示,盛取毂架12从左至右依次为:旋合部1201、止挡部1202和连接部1203。
[0103]
具体地,旋合部1201的表面上设有外螺纹,旋合部1201上的外螺纹与坯料14内腔的内螺纹配合,使盛取毂架12能够与坯料14螺纹旋接。
[0104]
具体地,止挡部1202的直径大于旋合部1201和连接部1203,且止挡部1202的直径大于薄筒零件11,当薄筒零件11从坯料14上切断时,止挡部1202能够阻止旋转切断后薄筒零件11脱离盛取毂架12。薄筒零件11与坯料14切断后,盛取毂架12能够对薄筒零件11进行柔性接取,即切断后薄筒零件11套在盛取毂架12上而不会掉落,避免了零件切断后坠落容易碰伤零件表面和造成筒壁变形的问题。
[0105]
具体地,盛取毂架12通过柔接器与刀台连接,并通过刀台带动位移,使盛取毂架12与坯料14轴线重合。具体的,连接部1203为棘轮结构,用于与柔接器连接。
[0106]
实施时:柔接器夹住连接部1203的棘齿,使盛取毂架12弹性浮动与坯料14内螺纹旋接,旋紧后柔接器与盛取毂架12的连接部1203摩擦滑转;即盛取毂架12与坯料14旋紧后,此时柔接器的夹持力不足以使盛取毂架12继续旋转,柔接器的夹持件(弹性卡爪5)沿棘齿的延伸方向滑移,使柔接器与盛取毂架12摩擦滑转。
[0107]
本发明的一种具体实施方式中,所述柔接器包括:夹持组件和浮动组件;所述夹持组件用于夹持所述盛取毂架12的连接部1203;所述浮动组件能够沿所述盛取毂架12的轴向浮动。
[0108]
本发明的一种具体实施方式中,所述夹持组件包括:伸缩卡套2、弹力卡爪5和施压弹片6;所述伸缩卡套2上周向设有多个卡爪安装槽202,所述弹力卡爪5滑动安装在所述卡爪安装槽202中;所述施压弹片6用于压紧所述弹力卡爪5的上表面。
[0109]
进一步地,所述弹力卡爪5用于夹持所述盛取毂架12,且能够相对于所述伸缩卡套2径向移动。弹力卡爪5与伸缩卡套2滑动配合,施压弹片6压持弹力卡爪5顶面,弹力卡爪5的底面夹持盛取毂架12的连接部1203的棘齿尾柄;通过施压弹片6对弹力卡爪5施加压力,使弹力卡爪5夹紧盛取毂架12。
[0110]
所述连接部1203的圆柱面上设有多个棘齿;所述柔接器与所述盛取毂架12连接时,所述弹力卡爪5卡设在所述连接部1203上相邻棘齿的棘齿台阶上。
[0111]
进一步地,所述夹持组件还包括筒形的卡爪外套4;所述卡爪外套4套设于所述伸缩卡套2外部,且与所述伸缩卡套2固定连接;所述卡爪外套4上设有弹片安装槽403,所述施压弹片6安装在所述弹片安装槽403中,且与所述卡爪外套4固定连接。
[0112]
如图8、图9所示:伸缩卡套2上设有第一螺纹孔201、卡爪安装槽202、限位端面203和第二键槽204。其中,卡爪安装槽202为阶梯槽,弹力卡爪5安装在卡爪安装槽202中,且能够相对于伸缩卡套2径向滑移。卡爪安装槽202在伸缩卡套2上周向设置多个,且多个卡爪安装槽202均匀分布。伸缩卡套2的内孔与导向套柄1滑动配合,并通过第二键槽204与定向滑键7滑动配合。伸缩卡套2的外部套设卡爪外套4。具体地,伸缩卡套2材料选用钢45,调质hrc28~32,增强整体刚性。
[0113]
如图12、图13所示:卡爪外套4为筒形,卡爪外套4材料选用钢45,调质hrc28~32,增强整体刚性。卡爪外套4上设有第二螺纹孔401、第三螺纹孔402和弹片安装槽403;其中,第二螺纹孔401与伸缩卡套2上的第一螺纹孔201定位配合并用螺钉紧固,使卡爪外套4与伸缩卡套2固定连接,用于卡爪外套4的定位和紧固。第三螺纹孔402与施压弹片6上的第四螺纹孔601配合并安装螺钉,将施压弹片6紧固在卡爪外套4上且对弹力卡爪5施加径向力(此处径向指的是伸缩卡套2的半径方向)。
[0114]
如图14所示:弹力卡爪5包括上下两部分,上部为滑移部,下部为夹持部;滑移部为长方体结构且滑移部的宽度大于夹持部,夹持部的两侧设有倒角斜面501和直角侧面502。具体地,弹力卡爪5的材料选用青铜qal9
‑
4,运动具有润滑性。
[0115]
如图15所示:施压弹片6为内凹结构,材料选用钢带60si2mn,弯形后淬火hrc50~55,增强弹性。施压弹片6的两端设有第四螺纹孔601,第四螺纹孔601中安装螺钉使施压弹片6与卡爪外套4紧固连接,左视图左端面压持弹力卡爪,90
°
夹角可以使弹片施力均匀。弹力卡爪5对盛取毂架12的夹持力即为施压弹片6对弹力卡爪5施加的弹性力。
[0116]
实施时:
[0117]
数控机床的主轴低速正向旋转时,即坯料14正向(顺时针/逆时针根据坯料上的螺纹旋向确定)旋转时,弹力卡爪5左下部的倒角斜面501对盛取毂架12的连接部1203上的单向棘齿摩擦施力,弹力卡爪5夹紧盛取毂架12,使盛取毂架12与坯料14相对正向转动实现旋合连接。盛取毂架12与坯料14旋紧后,连接部1203上的棘齿克服与弹力卡爪5的夹持力,与弹力卡爪5相对滑移。
[0118]
主轴低速反向转动时,即坯料14反向旋转时,弹力卡爪5右下部的直角侧面502卡住盛取毂架12的连接部1203上的单向棘齿台阶,使盛取毂架12保持不转,坯料14与盛取毂架12相对反向转动,盛取毂架12克服螺纹旋合力与坯料14旋转分离,进而使柔接盛取工具整体与夹持的坯料14旋转脱离。
[0119]
本发明的一种具体实施方式中,所述浮动组件包括:导向套柄1和压缩弹簧8;所述伸缩卡套2套设于所述导向套柄1的外部且能够相对滑移,并通过定向滑键7进行导向。导向套柄1和伸缩卡套2之间设置压缩弹簧8。具体地,所述导向套柄1上设有凸出的第一限位部101;所述压缩弹簧8设置在所述第一限位部101与所述伸缩卡套2之间;通过压缩所述压缩弹簧8,所述伸缩卡套2能够相对于所述导向套柄1轴向位移。
[0120]
如图6、图7所示:导向套柄1上设有第一限位部101,第一限位部101用于压缩弹簧8定心。
[0121]
导向套柄1的尾柄与数车盘式转位刀台的镗刀安装孔连接,且导向套柄1的尾柄上设有平面端面104,通过径向安装螺钉使导向套柄1的尾柄与刀台压持紧固。
[0122]
进一步地,所述浮动组件还包括:定向滑键7。所述导向套柄1的外表面上设有第一
键槽102,所述伸缩卡套2的内表面上设有第二键槽204;所述定向滑键7的下部与第一键槽102卡合装配,所述定向滑键7的上部与所述第二键槽204卡合装配。具体地,导向套柄1的前端套设于伸缩卡套2内部,且能够相对滑移;导向套柄1的前端设有第一键槽102,第一键槽102中安装定向滑键7,定向滑键7压入导向套柄1的第一键槽102内,且定向滑键7与伸缩卡套2上的第二键槽204配合,限制伸缩卡套2的旋转,使伸缩卡套2仅能沿导向套柄1的轴向滑动。
[0123]
具体的,定向滑键7选用钢45,调质hrc32~36,增加表面硬度。
[0124]
具体的,导向套柄1选用钢45,调质hrc28~32,增强整体刚性。
[0125]
进一步地,所述浮动组件还包括:限位挡盖3,所述限位挡盖3与导向套柄1之间通过螺纹连接,且所述限位挡盖3上设有第二限位部302;所述第二限位部302用于限制所述伸缩卡套2沿所述导向套柄1轴向位移的行程。
[0126]
导向套柄1的端部还设有挡盖安装孔103,挡盖安装孔103为螺纹孔,且限位挡盖3的螺纹部301拧入挡盖安装孔103,使限位挡盖3与导向套柄1固定连接。
[0127]
如图10、图11所示:限位挡盖3包括螺纹部301和第二限位部302。
[0128]
其中,螺纹部301与导向套柄1之间通过螺纹固定连接,第二限位部302的尺寸大于伸缩卡套2的端口直径,限位挡盖3与导向套柄1拧紧的过程中,通过第二限位部302压持伸缩卡套2,进而伸缩卡套2压持压缩弹簧8,传递使压缩弹簧8变形的压力,使压缩弹簧8储存弹力。压缩弹簧8提供盛取毂架12与坯料14旋合连接时的压紧力。
[0129]
第二限位部302与伸缩卡套2间隙配合,通过压缩弹簧8的变形,使伸缩卡套2浮动安装在导向套柄上1,进而可以使盛取毂架12与坯料14浮动对接,限位挡盖3压紧后,伸缩卡套2的轴向行程为10毫米。
[0130]
进一步地,限位挡盖3的端面上设有六方沉孔303,六方沉孔303用于与扳手配合,方便旋紧限位挡盖3。限位挡盖3选用钢45,调质hrc28~32,增强整体刚性。
[0131]
实施时:主轴低速正向旋转,盛取毂架12在柔接器上轴向弹性浮动,使盛取毂架12与坯料14的内螺纹旋接后,主轴停转。刀台远离零件,柔接器与盛取毂架12尾柄脱离,刀台换位执行切断指令,数车切断的薄筒零件11滑落在盛取毂架12上。
[0132]
零件切断后,主轴停转,刀台换位,柔接器再次与盛取毂架12尾柄对接合为一体。主轴低速顺时针转动,弹力卡爪5侧面卡住盛取毂架12尾柄单向棘齿台阶,柔接盛取工具整体与被夹持的剩余坯料14旋转脱离。
[0133]
与现有技术相比,本实施例提供的技术方案至少具有如下有益效果之一:
[0134]
本发明通过柔接器与盛取毂架12复合使用,实现数车切断薄筒类零件自动盛取,防止切断坠落碰伤零件表面和造成筒壁变形。盛取毂架12在压缩弹簧8的施力作用下,柔弹旋接坯体,通过盛取毂架12与柔接器的组合或分离,实现与夹持坯料的连接或脱离,能自动循环防坠落盛取切断后的零件。
[0135]
本发明的柔接盛取工具制作简便、实用,适用于机械手自动化作业,解决了数车切断薄筒类零件坠落碰伤问题,同时避免安全隐患,能够满足大批量自动化生产要求。
[0136]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1