一种光斑可变的激光切割头、切割设备及切割方法与流程
1.本发明涉及激光切割的技术领域,具体涉及一种光斑可变的激光切割头、切割设备及切割方法。
背景技术:
2.激光切割是利用激光光束聚焦在工件上,工件吸收能量温度升高,使工件熔融,实现切割工件的功能。在激光切割过程中,入射角和割缝宽度是重要的参数。为了提高工件对能量的吸收率,需要将激光调整为合适的入射角,而为了提高切割性能、提高切割熔融金属的排渣效率,需要选择合理的切割缝宽度。
3.日本特许第5767315号公开了一种光束整形单元,包括第一光学透镜、第二光学透镜和焦距光学系统。由于在生产过程中需要切割不同厚度的工件,激光光束以一定入射角照射到工件表面时,不同厚度的工件表面的光斑大小也不同。通过调节第一光学透镜和第二光学透镜的位置,实现了调节光束入射角度的功能,并能够改变照射到工件上的光斑大小。最终实现了同时调节光束入射角度和光斑大小的功能。但在切割过程中,为了满足切割性能的需求,往往需要选择一个合适的入射角,用这种方法改变光斑大小的同时,会改变改变光对材料的入射角度,也就是说,很难同时满足设定最合理割缝宽度和最合理的入射角的进行同时设定。
4.公告号为cn106181025b的中国发明专利公开了一种激光刻蚀的上下振动辅助装置及使用方法,激光刻蚀工作台上固定支撑箱体,固定于推杆顶端的托板夹具固定工件。与凸轮电机连接的凸轮轴与推杆垂直,套在推杆外的弹簧上端与支撑箱体固连,下端固连推杆底端,使推杆底端抵于凸轮侧面。固定于支撑箱体的凸轮轴轴套上安装位置传感器。凸轮长短径的差为激光刻蚀的最大深度。激光聚焦于工件表面,控制中心据位置传感器信号掌握凸轮当前状态,控制电机,使凸轮短长径侧面轮流与推杆底端接触,工件随工作台沿切削路径步进,同时上下振动,激光束在工件上的烧蚀点始终处于激光聚焦的位置。振动还加速切槽中的残渣碎屑的排出,带走大量的热,提高激光刻蚀效率和质量。在上述已公开的中国发明专利中,凸轮带动工作台和工件上下振动,虽然理论上也具备使照射到工件表面的光斑大小变化的功能,但受限于工作台和工件的重量,导致不方便调节光斑大小,也容易出现磨损,造成不方便调节切割缝宽度的问题。
5.故需要一种能够同时满足合理切割缝宽度和合理入射角要求的设备。
技术实现要素:
6.为了解决上述技术问题,本发明的目的在于提供一种光斑可变的激光切割头,其包括发射端、第一透镜、第二透镜、还包括第一振子和第二振子;还公开了一种光斑可变的切割设备,其包括机床工作台、龙门架、激光器和光斑可变的激光切割头;还公开了一种光斑可变的切割方法,其包括以下步骤:发射激光光束,调整光斑,切割工件。该光斑可变的激光切割头具有能够同时满足合理切割缝宽度和合理入射角要求的优点。
7.为实现上述发明目的,本发明采取的技术方案如下:
8.一种光斑可变的激光切割头,包括发射端、第一透镜和第二透镜,所述第一透镜位于发射端和第二透镜之间,还包括第一振子,所述第一振子与第二透镜连接,所述发射端发射激光光束穿过第一透镜和第二透镜照射到工件表面形成光斑,所述第一透镜用于将光束准直形成平行光束,所述光斑的直径为d2,
[0009][0010]
其中d(core)为发射端处的光束直径,f
focus
为第二透镜与光斑之间的距离,f
col.lens
为发射端与第一透镜之间的距离,α为第一振子振动的振幅。
[0011]
通过这样的设置:不需要改变激光光束入射角即可调节光斑大小,从而能够分别调节激光光束入射角和割缝宽度,能防止调节割缝宽度的过程中影响激光光束的入射角,最终达到了能够同时满足合理切割缝宽度和合理入射角要求的效果。
[0012]
作为优选,还包括第二振子,所述第二振子与第二透镜连接。通过这样的设置:利用第一振子和第二振子同时驱动第二透镜振动,起到方便驱动第二振子振动的作用,具有方便调节光斑大小的优点。
[0013]
作为优选,所述第一振子和第二振子位于第二透镜的径向上的一侧。通过这样的设置:防止第二透镜的振动对激光光束的入射角造成影响,使激光光束入射角保持稳定,起到保证激光切割性能的作用。
[0014]
作为优选,所述第一振子和第二振子沿第二透镜边缘排布,所述第一振子和第二振子呈90
°
夹角。通过这样的设置:使光斑的能量密度分布更为均匀,提高割缝表面的平整度。
[0015]
作为优选,所述第一振子和第二振子的振幅α为0.1um~50um,所述第一振子和第二振子的振动频率为20khz~50khz。通过这样的设置:起到方便调节光斑大小的作用,并使光斑的能量密度分布更为均匀,提高割缝表面的平整度。
[0016]
作为优选,所述第二透镜通过第一弹性件和第二弹性件分别与第一振子和第二振子连接,所述第一弹性件两端分别与第二透镜和第一振子固定连接,所述第二弹性件两端分别与第二透镜和第二振子固定连接。通过这样的设置:第一弹性件和第二弹性件适应第二透镜的振动,防止第二透镜被卡住。
[0017]
作为优选,第一透镜为准直镜,所述第二透镜为聚焦镜。通过这样的设置:在轴向上调节准直镜和聚焦镜的位置,能够实现调节激光光束入射角的功能。
[0018]
一种光斑可变的切割设备,包括机床工作台、龙门架和激光器,所述龙门架与机床工作台滑动连接,还包括上述中的光斑可变的激光切割头,所述光斑可变的激光切割头安装在龙门架上,所述激光器与光斑可变的激光切割头之间设有传导光纤,所述传导光纤两端分别与激光器和光斑可变的激光切割头连接。通过这样的设置:光斑可变的激光切割头调节光斑的大小,调节割缝的宽度大小,并能保障激光光束入射角处于合适的角度,使切割设备能够同时满足合理切割缝宽度和合理入射角要求,起到提高切割设备的切割性能的作用。
[0019]
一种光斑可变的切割方法,包括以下步骤:
[0020]
s1、发射激光光束:发射端发射激光光束穿过第一透镜和第二透镜照射到工件表
面形成光斑;
[0021]
s2、调整光斑:第一振子和第二振子带动第二透镜振动调整光斑直径d2,
[0022]
其中d(core)为发射端处的光束直径,f
focus
为第二透镜与光斑之间的距离,f
col.lens
为发射端与第一透镜之间的距离,α为第一振子和第二振子振动的振幅;
[0023]
s3、切割工件:激光照射工件使工件熔融。
[0024]
通过这样的设置:不需要改变激光光束入射角即可调节光斑大小,从而能够分别调节激光光束入射角和割缝宽度,能防止调节割缝宽度的过程中影响激光光束的入射角,最终达到了能够同时满足合理切割缝宽度和合理入射角要求的效果。
[0025]
一种光斑可变的切割方法,包括以下步骤:
[0026]
s1、发射激光光束:发射端发射激光光束穿过第一透镜和第二透镜照射到工件表面形成光斑;
[0027]
s2、调整光斑:第一振子和第二振子带动第二透镜振动,所述第一振子振动的振幅大于第二振子振动的振幅,所述第一振子和第二振子振动的频率相同,光斑在第一振子振动方向上的宽度为d21,
[0028][0029]
光斑在第二振子振动方向上的宽度为d22,
[0030][0031]
其中d(core)为发射端处的光束直径,f
focus
为第二透镜与光斑之间的距离,f
col.lens
为发射端与第一透镜之间的距离,α1为第一振子振动的振幅,α2为第二振子振动的振幅;
[0032]
s3、切割工件:激光照射工件使工件熔融。
[0033]
通过这样的设置:实现改变光斑形状的功能,使光斑的形状能够适用于不同的加工要求,起到提高适用性的作用。
[0034]
相对于现有技术,本发明取得了有益的技术效果:
[0035]
1、激光光束通过第一透镜和第二透镜折射后,调节光束至合适的入射角,起到提高激光切割性能的作用。需要调节光斑直径时,通过第一振子和第二振子带动第二透镜振动,使光斑往复运动,并能够使光斑实际照射范围增大,实现调节光斑大小的功能。
[0036]
2、通过调节光斑的大小,使激光切割缝的大小发生改变,不需要改变激光光束入射角即可调节光斑大小,从而能够分别调节激光光束入射角和割缝宽度,能防止调节割缝宽度的过程中影响激光光束的入射角,最终达到了能够同时满足合理切割缝宽度和合理入射角要求的效果。
[0037]
3、实现改变光斑形状的功能,使光斑的形状能够适用于不同的加工要求,从而能够更为精确地控制割缝的形状,使光斑能够适用于不同的切割需求,起到提高适用性的作用,具有切割效率高的优点。
附图说明
[0038]
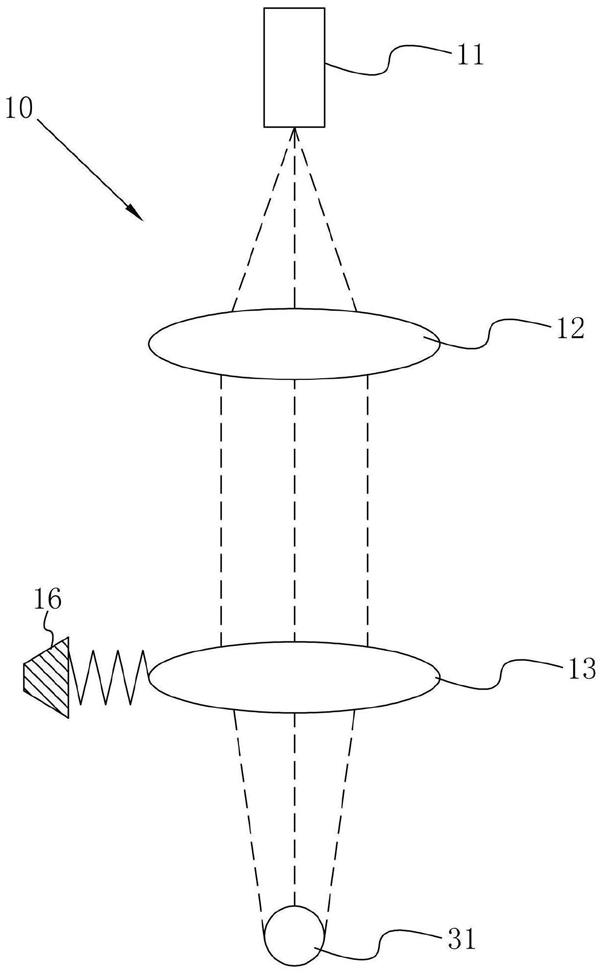
图1是本发明实施例1中一种光斑可变的激光切割头的结构示意图;
[0039]
图2是本发明实施例1中第一振子、第二振子和第二透镜的结构示意图;
[0040]
图3是本发明实施例1中第一振子和第二振子工作时光斑的状态示意图;
[0041]
图4是本发明实施例2中一种光斑可变的切割设备的结构示意图;
[0042]
图5是本发明实施例3中第一振子和第二振子工作时光斑的状态示意图;
[0043]
图6是本发明实施例4中第一振子和第二振子工作时光斑的状态示意图。
[0044]
其中,各附图标记所指代的技术特征如下:
[0045]
10、激光切割头;11、发射端;12、第一透镜;13、第二透镜;14、镜片;15、连接座;16、第一振子;17、第二振子;18、第一弹性件;19、第二弹性件;21、机床工作台;22、龙门架;23、激光器;24、传导光纤;31、光斑。
具体实施方式
[0046]
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例对本发明进行进一步详细说明,但本发明要求保护的范围并不局限于下述具体实施例。
[0047]
实施例1:
[0048]
参考图1、图2和图3,一种光斑可变的激光切割头10,包括壳体、发射端11、第一透镜12、第二透镜13、第一振子16和第二振子17,发射端11、第一透镜12、第二透镜13、第一振子16和第二振子17均安装在壳体内。第二透镜13为凸透镜,第一透镜12位于发射端11和第二透镜13之间,第一振子16和第二振子17均与第二透镜13连接,第二透镜13通过第一弹性件18和第二弹性件19分别与第一振子16和第二振子17连接,第一弹性件18为两端分别与第二透镜13和第一振子16固定连接的第一弹簧,第二弹性件19为两端分别与第二透镜13和第二振子17固定连接的第二弹簧。第一透镜12包括镜片14和连接座15,镜片14固定安装在连接座15上,第一弹性件18和第二弹性件19均与连接座15固定连接。发射端11发射激光光束穿过第一透镜12和第二透镜13照射到工件表面形成光斑31,第一透镜12为准直镜,第二透镜13为聚焦镜。第一透镜12用于将光束准直形成平行光束,光斑31的直径为d2。
[0049][0050]
其中d(core)为发射端11处的光束直径,f
focus
为第二透镜13与光斑31之间的距离,f
col.lens
为发射端11与第一透镜12之间的距离,d(core)的位置与光束在第一透镜12靠近发射端11一侧距离f
focus
处的位置相对应,d2的位置与光束在第二透镜13靠近光斑70一侧距离f
col.lens
处的位置相对应,α为第一振子16和第二振子17带动第二透镜13振动的振幅。
[0051]
第一振子16和第二振子17位于第二透镜13的径向上的一侧,第一振子16和第二振子17沿第二透镜13边缘排布,第一振子16和第二振子17呈90
°
夹角。第一振子16和第二振子17的振幅α为0.1um~50um,在本实施例中振幅α采用50um。第一振子16和第二振子17的振动频率为20khz~50khz,在本实施例中第一振子16和第二振子17的振动频率采用50khz。
[0052]
一种光斑可变的切割方法,包括以下步骤:
[0053]
s1、发射激光光束:发射端11发射激光光束穿过第一透镜12和第二透镜13照射到工件表面形成光斑31;
[0054]
s2、调整光斑31:第一振子16和第二振子17带动第二透镜13振动调整光斑31直径d2,其中d(core)为发射端11处的光束直径,f
focus
为第二透镜13与光斑31之间的距离,fcol.lens为发射端11与第一透镜12之间的距离,α为第一振子16和第二振子17振动的振幅;
[0055]
s3、切割工件:激光照射工件使光斑31处的工件熔融。
[0056]
bpp为光质量参数,bpp为固定值;f为透镜的焦点距离;d为发射端直径;d为第一透镜处的光束直径。
[0057]
根据公式
[0058]
所以发射端11处的光束直径d(core)为:
[0059][0060]
其中f
col.lens
为发射端11与第一透镜12之间的距离。
[0061]
由于第一透镜12将激光光束准直为平行光束照射到第二透镜13上,因此第二透镜13上的光束直径与第二透镜13上的光束直径相等,第一透镜12和第二透镜13上的光束直径大小均为d。
[0062]
所以同理,第一振子16和第二振子17不工作时,光斑31的直径d1为:
[0063][0064]
其中f
focus
为第二透镜13与光斑31之间的距离。
[0065]
结合式(1)和式(2),可得:
[0066][0067]
由式(3)变化可得:
[0068][0069]
在本实施例中,第一振子16和第二振子17的振动频率和振幅均相同,因此第一振子16和第二振子17分别驱动第二透镜13沿相互垂直的方向振动时,光斑31随第二透镜13的振动而运动。第一振子16与第二振子17的振动错开四分之一个周期,即第一振子16的振动达到边缘位置时,第二振子17的振动达到中间位置,而第二振子17的振动达到边缘位置时,第一振子16的振动达到中间位置,从而使得第一振子16和第二振子17带动第二透镜13振动时,光斑31成圆周公转运动,使运动的光斑31在不同位置的照射时间更为均匀,使光斑31的能量密度分布更为均匀,提高割缝表面的平整度。
[0070]
由于照射到第二透镜13的光束为平行光束,第二透镜13为凸透镜,不改变经过透镜光心的光线方向,从而使得透镜光心沿透镜的径向移动时,焦点位置也会随着透镜光心的移动而移动,且焦点移动的方向和距离与透镜光心移动的方向和距离相同。当第二透镜13在第一振子16和第二振子17的驱动下沿径向振动时,第二透镜13的光心沿第二透镜13的径向移动,使第二透镜13的焦点(即光斑31)同步运动,从而使光斑31运动的方向和距离与
第二透镜13的方向和距离相同,即光斑31运动的振幅与第一振子16和第二振子17驱动第二透镜13振动的振幅相同。从而能够通过控制第一振子16和第二振子17的振幅对光斑31的振幅进行精确控制。
[0071]
第一振子16和第二振子17在工作状态时,由式(4)可得,光斑31的直径d2为:
[0072][0073]
其中,α为第一振子16和第二振子17振动的振幅。
[0074]
从而能够通过计算第一振子16和第二振子17在工作状态时光斑31的直径,并能通过改变光斑31直径调节割缝大小,实现割缝大小与割缝单独调节的功能。
[0075]
本实施例具有以下优点:
[0076]
激光光束通过第一透镜12和第二透镜13折射后,调节光束至合适的入射角,起到提高激光切割性能的作用。需要调节光斑31直径时,通过第一振子16和第二振子17带动第二透镜13振动,使光斑31往复运动,并能够使光斑31实际照射范围增大,实现调节光斑31大小的功能。通过调节光斑31的大小,使激光切割缝的大小发生改变,不需要改变激光光束入射角即可调节光斑31大小,从而能够分别调节激光光束入射角和割缝宽度,能防止调节割缝宽度的过程中影响激光光束的入射角,最终达到了能够同时满足合理切割缝宽度和合理入射角要求的效果。
[0077]
通过将第一振子16和第二振子17设置在第二透镜13径向上的一侧,使第一振子16和第二振子17驱动第二透镜13在径向上移动。第一透镜12在第二透镜13轴向上的一侧,使第一振子16和第二振子17驱使第二透镜13振动时,避免第二透镜13的振动影响第一透镜12与第二透镜13之间的间距,从而防止第二透镜13的振动对激光光束的入射角造成影响,使激光光束入射角保持稳定,起到保证激光切割性能的作用。
[0078]
第一振子16和第二振子17在第二透镜13上呈90
°
夹角,从而能够通过第一振子16和第二振子17分别驱动第二透镜13在相互垂直的不同方向上振动,使运动的光斑31在不同位置的照射时间更为均匀,使光斑31的能量密度分布更为均匀,提高割缝表面的平整度。
[0079]
振幅过大会造成光斑31中部出现空隙,并且光斑31面积过大会造成光斑31能量密度过低而对切割性能造成影响;振幅过小会导致光斑31调节效果不佳。将振幅设置在0.1um~50um的范围内,起到方便调节光斑31大小的作用。
[0080]
将第一振子16和第二振子17的振动频率设置为20khz~50khz,保证光斑31的振动频率足够高,使光斑31的能量密度分布更为均匀,提高割缝表面的平整度。
[0081]
将第一振子16和第二振子17安装在激光切割头10的外壳上,第一振子16和第二振子17分别通过第一弹性件18和第二弹性件19与第二透镜13连接,从而能通过第一弹性件18和第二弹性件19适应第二透镜13的振动,防止第二透镜13被卡住。
[0082]
通过准直镜对激光光束准直为平行光束,并通过聚焦镜将平行光束聚焦到工件表面形成光斑31,从而实现激光切割加工的功能。在轴向上调节准直镜和聚焦镜的位置,能够实现调节激光光束入射角的功能。
[0083]
不需要改变激光光束入射角即可调节光斑31大小,从而能够分别调节激光光束入
射角和割缝宽度,能防止调节割缝宽度的过程中影响激光光束的入射角,最终达到了能够同时满足合理切割缝宽度和合理入射角要求的效果。
[0084]
实施例2:
[0085]
参考图4,一种光斑可变的切割设备,包括机床工作台21、龙门架22、激光器23和实施例1中的光斑可变的激光切割头10,龙门架22与机床工作台21滑动连接,光斑可变的激光切割头10安装在龙门架22上,激光器23与光斑可变的激光切割头10之间设有传导光纤24,传导光纤24两端分别与激光器23和光斑可变的激光切割头10连接。
[0086]
本实施例具有以下优点:
[0087]
将工件放置在机床工作台21上,在机床工作台21上移动龙门架22,带动激光切割头10移动,激光器23通过传导光纤24将激光发射到光斑可变的激光切割头10,从而能通过光斑可变的激光切割头10对不同位置的工件进行切割,实现激光切割的功能。通过光斑可变的激光切割头10调节光斑31的大小,调节割缝的宽度大小,并能保障激光光束入射角处于合适的角度,使切割设备能够同时满足合理切割缝宽度和合理入射角要求,起到提高切割设备的切割性能的作用。
[0088]
实施例3:
[0089]
参考图5,一种光斑可变的切割方法,其与实施例1的区别在于,包括以下步骤:
[0090]
s1、发射激光光束:发射端11发射激光光束穿过第一透镜12和第二透镜13照射到工件表面形成光斑31;
[0091]
s2、调整光斑31:第一振子16和第二振子17带动第二透镜13振动,第一振子16振动的振幅大于第二振子17振动的振幅,第一振子16和第二振子17振动的频率相同,光斑31在第一振子16振动方向上的宽度为d21,
[0092][0093]
光斑31在第二振子17振动方向上的宽度为d22,
[0094][0095]
其中d(core)为发射端11处的光束直径,f
focus
为第二透镜13与光斑31之间的距离,f
col.lens
为发射端11与第一透镜12之间的距离,α1为第一振子16带动第二透镜13振动的振幅,α2为第二振子17带动第二透镜13振动的振幅;
[0096]
s3、切割工件:激光照射工件使光斑31处的工件熔融,光斑31在工件上的沿第一振子16的振动方向运动。
[0097]
本实施例具有以下优点:
[0098]
第一振子16的振幅α1大于第二振子17的振幅α2,使第一振子16和第二振子17带动聚焦镜振动时,聚焦镜和光斑31的运动轨迹呈椭圆形,从而实现改变光斑31形状的功能,使光斑31的形状能够适用于不同的加工要求,起到提高适用性的作用。椭圆形光斑31的长轴长度为d21,椭圆形光斑31的短轴长度为d22。激光切割头10沿椭圆形光斑31的长轴的方向移动,使激光切割头10沿椭圆形的长轴的方向对工件进行切割,由于d21大于d22,从而使光斑31沿椭圆形长轴方向移动的过程中工件被激光照射的时间更长,从而能够在保证激光能够切断工件的同时提高机床进给速度,起到提高切割效率的作用。
[0099]
实施例4:
[0100]
参考图6,一种光斑可变的切割方法,其与实施例1的区别在于,包括以下步骤:
[0101]
s1、发射激光光束:发射端11发射激光光束穿过第一透镜12和第二透镜13照射到工件表面形成光斑31;
[0102]
s2、调整光斑31:第一振子16和第二振子17带动第二透镜13振动,第一振子16的振动频率为第二振子17振动频率的2倍;
[0103]
s3、切割工件:激光照射工件使光斑31处的工件熔融。
[0104]
本实施例具有以下优点:
[0105]
第一振子16的振动频率为第二振子17振动频率的2倍,第一振子16和第二振子17带动聚焦镜振动后光斑31整体呈三角形,通过调节光斑31的形状。通过改变光斑31形状,从而能够更为精确地控制割缝的形状,使光斑31能够适用于不同的切割需求,起到提高适用性的作用。
[0106]
根据上述说明书的揭示和教导,本发明所属领域的技术人员还可以对上述实施方式进行变更和修改。因此,本发明并不局限于上面揭示和描述的具体实施方式,对发明的一些修改和变更也应当落入本发明的权利要求的保护范围内。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对发明构成任何限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1