一种眼镜架自动焊接装置的制作方法
1.本发明涉及眼镜制造领域,尤其涉及一种眼镜架自动焊接装置。
背景技术:
2.在现如今的社会发展过程中,眼镜的使用已经成为患有近视人群的救星,通过眼镜的使用可以调节物品在眼睛中的成像位置,从而有效的抵消近视成像模糊的异常,同时配置眼镜时需要根据眼睛的近视程度配置不同厚度的眼镜,且镜架的使用也方便人们进行佩戴眼镜。
3.中国专利cn213196220u公开了一种眼镜架焊接用支撑装置,涉及眼镜架加工技术领域领域,包括底座、支撑板、眼镜架焊接用治具,支撑板固定在底座上,眼镜架焊接用治具滑动连接在支撑板上,且可在焊接区与准备区之间滑动;眼镜架焊接用治具滑动到焊接区,接受焊接操作;眼镜架焊接用治具滑动到准备区,接受焊接准备操作。眼镜架焊接用治具在准备区时,用户将待焊接眼镜架放入眼镜架焊接用治具;眼镜架焊接用治具滑动到焊接区,用户进行焊接操作再将焊接完眼镜架从眼镜架焊接用治具取出;空的眼镜架焊接用治具再滑动到准备区进行上料操作,如此循环往复,完成眼镜架在准备区与焊接区之间的自动换位,配合焊接装置实现眼镜架的快速自动化焊接。
4.但是该技术方案中,由于该装置仅进行自动换料工作,还需要人工进行上料以及配合焊接,产生了极大的动作浪费,同时也降低了眼镜焊接的工作效率,未实现完全自动化。
技术实现要素:
5.本发明的目的是针对现有技术的不足之处,提供一种眼镜架自动焊接装置,通过取料组件在出料组件上对单个的镜圈框进行抓取,同时配合夹紧组件完成对镜圈框的夹紧定位,通过配合焊接后,再利用脱料组件对焊接完毕的镜圈框进行下料操作,解决了人工进行上料焊接的工作繁琐效率低以及动作浪费的问题。
6.为实现上述使用装置进行自动完成镜圈框的夹取上料、定位、装配焊接以及自动下料的目的,本发明提供如下技术方案:
7.一种眼镜架自动焊接装置,包括:
8.主体座;
9.还包括:
10.配合组件,其滑动连接于所述主体座上;
11.取料组件,其设置于配合组件的表面;
12.夹紧组件,其设置于配合组件的内部;
13.脱料组件,其与所述配合组件滑动连接,且与取料组件的表面相连接;
14.取料组件主动进行驱动从而完成对于镜圈框的抓取,被抓取的镜圈框通过配合组件进行定位,进而夹紧组件对于镜圈框进行夹紧定位,完成焊接后的镜圈框通过脱料组件
的作用进行下料。
15.进一步的,所述配合组件包括:
16.配合驱动部,其设置于主体座上;
17.配合齿条,其与配合驱动部进行啮合;
18.配合贴合块,其设置于配合齿条的顶部,且与主体座进行滑动连接;
19.定位圆销,其设置于配合贴合块的正前方;
20.压紧头,其设置于配合贴合块的底部。
21.进一步的,所述取料组件包括:
22.取料驱动部,其设置于配合贴合块的后侧平台表面;
23.取料丝杠,其与所述取料驱动部的输出端相连接;
24.取料滑块,所述取料丝杠贯穿所述取料滑块并啮合传动,且取料滑块与配合贴合块滑动连接;
25.一组滑槽摆杆,其与取料滑块的表面转动连接,且一组滑槽摆杆之间设置有拉伸簧;
26.取料夹,其设置于滑槽摆杆远离取料滑块的一端。
27.进一步的,所述夹紧组件包括:
28.一组受压滑块,其与配合贴合块滑动连接;
29.受压簧,其设置于一组受压滑块的圆柱面,且另一端与配合贴合块相连;
30.滑槽块,其设置于一组受压滑块的底部,且与配合贴合块的内部滑动连接;
31.曲槽曲杆,其与滑槽块进行滑动连接,且与配合贴合块的内部滑动连接;
32.夹紧头,其设置于曲槽曲杆远离滑槽块的一端。
33.进一步的,所述脱料组件包括
34.脱料推块,其与配合贴合块滑动连接,且脱料推块设置于取料滑块的右侧;
35.脱料簧,其设置于脱料推块右侧;
36.脱料滑槽块,其设置于脱料簧远离脱料推块的一端,且与配合贴合块的内部滑动连接;
37.脱料杆,其设置于脱料滑槽块远离脱料簧的一侧。
38.进一步的,还包括一组曲槽组件,所述一组曲槽组件与一组滑槽摆杆的表面滑动连接,且设置于配合贴合块内壁。
39.进一步的,所述曲槽组件还包括:
40.回型曲槽,其内壁与滑槽摆杆的表面滑动连接;
41.曲面限位块,其与回型曲槽的内部滑动连接;
42.区块簧,其设置于曲面限位块的左侧,且区块簧的另一端与回型曲槽相连。
43.进一步的,所述脱料杆位于取料夹的上方,且脱料杆的表面与配合贴合块滑动连接,脱料杆的水平长度大于镜圈框定位时所在位置的宽度。
44.进一步的,所述受压滑块与取料滑块滑动连接,且取料滑块与滑槽摆杆的滑动部设置为三角体,通过挤压力推动一组受压滑块向两侧运动。
45.进一步的,,所述曲面限位块的上侧面设置弧形面,下侧面设置为直面,取料夹的外侧面开设有弧形槽,且弧形槽与镜圈框的圆柱面进行卡和连接。
46.本发明的有益效果在于:
47.(1)本发明通过利用取料驱动部的转动产生驱动力,从而通过取料组件在设置的曲形槽内完成对镜圈框的自动夹取定位,有效的减少人工进行拿取定位的动作浪费,同时也提高了自动上料的自动化程度;
48.(2)本发明通过配合驱动部的转动产生驱动力,通过机械结构以及齿轮的联动,完成对于镜圈框以及桩头的自动配合焊接了,增加了定位的准确性,提高了焊接的稳定性;
49.(3)本发明通过利用复位的驱动力以及半齿轮的使用,完成对于焊接完毕的镜圈框进行自动脱离下料,应用的弹簧滑块结构有效的增加了脱料的稳定性,也不会对夹料结构产生运动干涉,同时也避免了人工下料的动作浪费;
50.(4)本发明利用取料驱动部的反向运动,使得取料组件带动镜圈框卡和至定位圆销上,同时带动夹紧组件对镜圈框进行快速夹紧定位,有效的增加了装配焊接的快速性,同时也增提高了焊接的工作效率。
51.综上所述,本发明具有可实现对镜圈框进行自动夹取、定位、装配以及脱离下料,极大地减少了人工动作的浪费同时提高了生产效率等优点。
附图说明
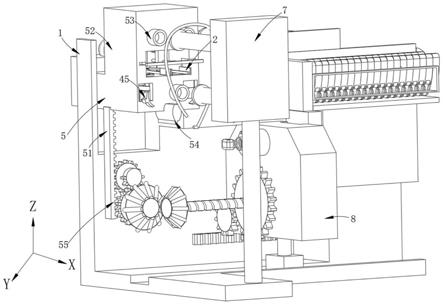
52.图1为本发明整体结构示意图;
53.图2为本发明配合贴合块结构示意图;
54.图3为本发明夹紧头结构示意图;
55.图4为本发明取料驱动部结构示意图;
56.图5为本发明取料滑块结构示意图;
57.图6为本发明图5的a处放大结构示意图;
58.图7为本发明出料组件结构示意图;
59.图8为本发明曲槽曲杆结构示意图;
60.图9为本发明滑槽块结构示意图;
61.图10为本发明脱料推块结构示意图;
62.图11为本发明整体结构示意图;
63.图12为本发明反向滑块结构示意图;
64.图13为本发明转动丝杆结构示意图;
65.图14为本发明图13的a处放大结构示意图;
66.图15为本发明转动盘结构示意图;
67.图16为本发明桩头槽结构示意图;
68.图17为本发明限位桩头块结构示意图;
69.图18为本发明第一锥齿组结构示意图;
70.图19为本发明滑块板结构示意图;
71.图20为本发明图19的b处放大结构示意图
具体实施方式
72.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完
整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
73.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
74.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
75.实施例一
76.如图1
‑
6所示,一种眼镜架自动焊接装置,包括:
77.主体座1;
78.还包括:
79.配合组件5,其滑动连接于主体座1上;
80.取料组件2,其设置于配合组件5的表面;
81.夹紧组件4,其设置于配合组件5的内部;
82.脱料组件6,其与配合组件5滑动连接,且与取料组件2的表面相连接;
83.取料组件2主动进行驱动从而完成对于镜圈框的抓取,被抓取的镜圈框通过配合组件5进行定位,进而夹紧组件4对于镜圈框进行夹紧定位,完成焊接后的镜圈框通过脱料组件6的作用进行下料;
84.当取料组件2进行运动后,通过取料组件2将镜圈框反转卡和至配合组件5上,取料组件2的反转带动夹紧组件4对镜圈框进行夹紧定位,配合组件5向下运动对夹紧后的镜圈框与桩头进行焊接,焊接完毕后,配合组件5反转向上运动,取料组件2进行正转推动脱料组件6进行脱料操作;
85.如图1所示,作为优选,配合组件5包括:
86.配合驱动部55,其设置于主体座1上;
87.配合齿条51,其与配合驱动部55进行啮合;
88.配合贴合块52,其设置于配合齿条51的顶部,且与主体座1进行滑动连接;
89.定位圆销53,其设置于配合贴合块52的正前方,且共设置若干个,其走向与镜圈框的轮廓曲线相同;
90.压紧头54,其设置于配合贴合块52的底部,其为半椭圆柱形,且圆柱底部设置有台阶,可与镜圈框折弯处进行卡和;
91.配合驱动部55开始进行转动,配合驱动部55的转动带动配合齿条51向下运动,配合齿条51的向下运动带动配合贴合块52顺着主体座1内部开设的滑槽向下运动,此时压紧头54带动镜圈框向下进行运动,同时配合驱动部55的转动通过丝杆带动上料系统8向y轴方向直线运动至压紧头54的下方,此时压紧头54向下挤压镜圈框贴合至上料系统8上已经固
定的桩头上,从而达到预焊前的自动装配功能;
92.如图3
‑
4所示,作为优选,取料组件2包括:
93.取料驱动部21,其设置于配合贴合块52的后侧平台表面;
94.取料丝杠22,其与取料驱动部21的输出端相连接;
95.取料滑块23,取料丝杠22贯穿取料滑块23并啮合传动,且取料滑块23与配合贴合块52滑动连接;
96.当装置开始工作后,此时取料驱动部21开始进行转动,取料驱动部21的转动带动取料丝杠22进行转动,取料丝杠22的转动通过螺纹带动取料滑块23顺着配合贴合块52内部的滑槽进行x方向的直线运动;
97.一组滑槽摆杆24,其与取料滑块23的表面转动连接,且一组滑槽摆杆24之间设置有拉伸簧26;
98.取料夹25,其设置于滑槽摆杆24远离取料滑块23的一端;
99.取料滑块23的运动推动滑槽摆杆24顺着回型曲槽31的滑道进行滑动,同时滑槽摆杆24在中位簧的作用下进行伸展,从而带动取料夹25向x轴方向运动,此时取料夹25到达出料组件7的末端进行夹取单个的镜圈框;
100.如图7
‑
9所示,作为优选,夹紧组件4包括:
101.一组受压滑块41,其与配合贴合块52滑动连接;
102.受压簧42,其设置于一组受压滑块41的圆柱面,且另一端与配合贴合块52相连;
103.滑槽块43,其设置于一组受压滑块41的底部,且与配合贴合块52的内部滑动连接;
104.曲槽曲杆44,其与滑槽块43进行滑动连接,且与配合贴合块52的内部滑动连接;
105.夹紧头45,其设置于曲槽曲杆44远离滑槽块43的一端;
106.需要说明的是,同时在取料驱动部21继续反转带动取料滑块23进行挤压受压滑块41,受压滑块41受到挤压力的作用下顺着配合贴合块52表面开设的滑槽进行远离取料驱动部21中心轴的运动且压缩受压簧42,受压滑块41的运动带动滑槽块43进行远离取料驱动部21中心轴的运动,此时滑槽块43的运动带动曲槽曲杆44进行绕自身中心转轴转动,曲槽曲杆44的运动带动夹紧头45向取料驱动部21的中心轴进行运动,此时夹紧头45进行挤压镜圈框贴合在定位圆销53和压紧头54处,从而达到自动夹紧定位的功能;
107.实施例二
108.如图4、5、10所示,其中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点。该实施例二与实施例一的不同之处在于:
109.如图5、10所示,作为优选,脱料组件6包括
110.脱料推块61,其与配合贴合块52的内部滑动连接,且脱料推块61设置于取料滑块23的右侧;
111.脱料簧62,其设置于脱料推块61右侧;
112.脱料滑槽块63,其设置于脱料簧62远离脱料推块61的一端,且与配合贴合块52的内部滑动连接;
113.脱料杆64,其设置于脱料滑槽块63远离脱料簧62的一侧;
114.如图5
‑
6所示,作为优选,还包括一组曲槽组件3,一组曲槽组件3与一组滑槽摆杆
24的表面滑动连接,且设置于配合贴合块52内壁;
115.如图所示,作为优选,曲槽组件3还包括:
116.回型曲槽31,其内壁与滑槽摆杆24的表面滑动连接;
117.曲面限位块32,其与回型曲槽31的内部滑动连接,设置在右侧转弯处,用于对滑槽摆杆24的运动进行限位;
118.区块簧33,其设置于曲面限位块32的左侧,且区块簧33的另一端与回型曲槽31相连;
119.此时滑槽摆杆24到达曲面限位块32的位置挤压曲面限位块32压缩区块簧33,当滑槽摆杆24越过曲面限位块32后,此时镜圈框卡紧在取料夹25上,此时取料驱动部21开始进行反转,此时由于曲面限位块32的阻挡作用,滑槽摆杆24顺着回型曲槽31向
‑
x轴方向进行直线运动,此时取料夹25带动镜圈框到达定位圆销53处,当滑槽摆杆24运动到回型曲槽31
‑
x轴方向的末端时,此时在拉伸簧26的作用下滑槽摆杆24进行收缩,此时镜圈框卡和在定位圆销53上,从而达到自动进行上料的功能;
120.如图10所示,作为优选,脱料杆64位于取料夹25的上方,且脱料杆64的表面与配合贴合块52的内部滑动连接,脱料杆64的水平长度大于镜圈框定位时所在位置的宽度;
121.如图5所示,作为优选,受压滑块41与取料滑块23滑动连接,且取料滑块23与滑槽摆杆24的滑动部设置为三角体,通过挤压力推动一组受压滑块41向两侧运动;
122.如图5、6所示,作为优选,曲面限位块32的上侧面设置弧形面,下侧面设置为直面,取料夹25的外侧面开设有弧形槽,且弧形槽与镜圈框的圆柱面进行卡和连接;
123.如图1所示,作为优选,还包括出料组件7,出料组件7设置于主体座1的顶部,出料组件7用于进行间歇性单个的镜圈框上料,且出料组件7正对于配合贴合块52的前方;
124.需要说明的是,当完成焊接后,此时装置进行复位,此时配合驱动部55进行反转,由于半齿轮的设计使得配合齿条51先向上运动,此时定位圆销53带动已经焊接好的焊接件向上运动,此时运动到位后,取料驱动部21再次进行正转,取料驱动部21的正转带动取料滑块23向x轴方向运动,此时取料滑块23的运动不再挤压受压滑块41,使得夹紧头45不在挤压镜圈框,同时取料滑块23的运动推动脱料推块61向x轴方向顺着配合贴合块52内部开设的滑槽进行直线运动,脱料推块61的运动通过脱料簧62推动脱料滑槽块63向x轴方向进行运动从而使得脱料杆64推动镜圈框,从而将镜圈框从定位圆销53上脱离,且当脱料滑槽块63运动到末端时,取料夹25才超出脱料杆64的运动终点距离,避免出现脱料干涉,从而达到自动进行焊接后的脱料功能。
125.实施例三
126.如图11
‑
20所示,其中与实施例一中相同或相应的部件采用与实施例一相应的附图标记,为简便起见,下文仅描述与实施例一的区别点。该实施例三与实施例一的不同之处在于:
127.如图11、12、15、16、17、19、20所示,所述上料系统(8)包括:
128.上料组件82,其设置于主体座1的右上方;
129.限位组件83,其与主体座1滑动连接,当其运动至最右侧时,上料组件82的出料口位于限位组件83的上方;
130.当桩头进入上料组件82中后,在反作用力的驱动下将转动转化成往复运动,从而
进行间歇性的桩头上料,同时上料完毕后进入下方的限位组件83中,此时限位组件83在第二驱动的作用下对桩头进行夹紧限位以及自动移至待焊区进行焊接;
131.如图15、19、20所示,作为优选,上料组件82包括:
132.反向滑块8201,其与主体座1滑动连接,其位于限位组件83的正右方,用于在限位组件83的推力作用下往限位组件83上放置桩头;
133.反弹组件8202,其设置于反向滑块8201的左端,反弹组件8202远离反向滑块8201的一端与主体座1相连;
134.推动齿条8203,其设置于反向滑块8201的侧面,且与主体座1滑动连接;
135.推动齿轮8204,其与推动齿条8203啮合;
136.转动盘8205,其设置于推动齿轮8204输出轴的表面;所述转动盘8205的一侧设有偏心设置的滑动推杆;
137.滑块板8206,其与转动盘8205进行滑动连接,同时与主体座1滑动连接;所述滑块板8206的一侧设有竖直设置的滑动槽;其中所述滑动推杆伸入所述滑动槽内,转动盘8205旋转时,带动滑块板8206往复运动;
138.桩头推动块8207,其转动连接于滑块板8206靠近桩头的一面;
139.桩头压簧8208,其设置于桩头推动块8207的内侧面,远离桩头推动块8207的一端与滑块板8206的内侧面相连;
140.桩头导向板8209,其设置于主体座1的顶部,底部开设有下料口,且反向滑块8201位于桩头导向板8209正下方;
141.当排列好的眼镜桩头进入桩头导向板8209中后,此时由于反向滑块8201受到限位桩头块831的推力作用,此时反向滑块8201向右压缩反弹组件8202且同步带动推动齿条8203向右运动,进而通过啮合作用带动推动齿轮8204进行转动,推动齿轮8204的转动带动转动盘8205进行转动;
142.如图16所示,作为优选,桩头槽8210,其设置于砖头的侧壁,用于与桩头推动块8207进行卡和传动,且桩头推动块8207向左运动时带动桩头向左运动,桩头推动块8207向右运动时从桩头表面滑动;
143.当转动盘8205转动后带动滑块板8206左右往复运动,此时当滑块板8206向
‑
x轴的方向进行运动,带动桩头推动块8207在桩头槽8210处推动桩头向桩头导向板8209的
‑
x轴方向运动,进而实现反向滑块8201不再阻挡桩头导向板8209末端底部,此时进行桩头的上料;
144.如图17所示,作为优选,限位组件83包括:
145.限位桩头块831,其与主体座1滑动连接,顶部开设有桩头放置孔;
146.限位板832,其与限位桩头块831的侧面转动连接,且与桩头放置孔位于同侧;
147.定位滑块833,其设置于限位桩头块831的底部;
148.定位滑槽834,其开设于主体座1上,且与定位滑块833滑动连接;
149.需要说明的是,当在反弹组件8202的作用下,滑块板8206在转动盘8205转动的情况下向x轴的正方向运动时,此时桩头推动块8207越过桩头的凹槽压缩桩头压簧8208,此时末端的桩头在没有受到桩头推动块8207的阻挡作用下掉落至限位桩头块831的内部凹槽内,从而达到自动间歇性上料的功能。
150.如图18所示,作为优选,还包括定位组件84,定位组件84包括:
151.驱动组件841,其设置于主体座1上;
152.转动半齿轮842,其设置于驱动组件841的输出端,转动半齿轮842周向设有局部齿牙;
153.啮合齿轮843,其与转动半齿轮842啮合传动,且与主体座1转动连接;
154.第一锥齿组844,其与啮合齿轮843同轴传动设置;
155.转动丝杆845,其设置于第一锥齿组844远离啮合齿轮843端的锥齿轴上;
156.转动丝杆845的表面通过螺纹与限位桩头块831的内部转动连接,当转动丝杆845进行转动时,会带动限位桩头块831顺着转动丝杆845的方向进行平移;
157.当桩头落入至限位桩头块831的凹槽后,此时驱动组件841开始进行转动,驱动组件841的转动带动转动半齿轮842进行转动,转动半齿轮842的转动通过啮合作用带动啮合齿轮843进行转动,啮合齿轮843的转动同轴带动第一锥齿组844进行转动,第一锥齿组844的转动带动转动丝杆845进行转动;
158.转动丝杆845转动带动限位桩头块831向
‑
x轴方向进行运动,限位桩头块831的运动带动定位滑块833顺着定位滑槽834的滑道进行滑动进入待焊位置,从而达到自动进行定位待焊的功能;
159.如图11
‑
13所示,作为优选,还包括夹持组件85,夹持组件85与限位组件83转动连接,夹持组件85与定位组件84贯穿连接;
160.如图15所示,作为优选,夹持组件85包括:
161.夹紧齿轮851,其与限位桩头块831转动连接;
162.夹紧齿板852,其与夹紧齿轮851的齿面啮合,且设置于主体座1侧壁上;
163.第二锥齿组853,其设置于夹紧齿轮851与限位桩头块831之间的转动轴上;
164.从动齿轮854,其设置于第二锥齿组853远离夹紧齿轮851的连轴上;
165.从动啮合轮855,其与从动齿轮854进行啮合,内部贯穿有转动丝杆845;
166.当限位桩头块831向
‑
x轴的方向运动时,此时带动夹紧齿轮851向
‑
x轴方向进行运动,由于夹紧齿轮851与夹紧齿板852处于啮合状态,且夹紧齿板852处于固定状态,此时夹紧齿轮851进行转动,夹紧齿轮851的转动带动第二锥齿组853进行转动,第二锥齿组853的转动通过同轴带动从动齿轮854进行转动,从动齿轮854的转动通过啮合作用带动从动啮合轮855进行转动,从动啮合轮855的转动通过同轴带动限位板832进行转动,从而达到桩头自动进行固定限位的功能;
167.作为优选,还包括气压组件86,气压组件86包括:
168.空气压缸864,其设置于限位桩头块831的左侧;
169.挤压活塞863,其滑动连接于空气压缸864的内部,用于受到反作用力后进行挤压空气压缸864中的空气;
170.气压簧块862,其设置于挤压活塞863的左端,且与空气压缸864的表面滑动连接;
171.反压块861,其设置于气压簧块862的左端,且表面设置有复位簧,复位簧远离反压块861的一端与空气压缸864相连;
172.如图13所示,作为优选,限位板832的内部贯穿有转动丝杆845,且限位板832与从动啮合轮855同轴连接贯穿于限位桩头块831的内部;
173.如图19所示,作为优选,滑块板8206的表面设置有若干桩头推动块8207和桩头压
簧8208,且每个桩头推动块8207和桩头压簧8208之间的间距相等,与桩头槽8210之间距离成倍数关系;
174.如图18所示,作为优选,转动丝杆845的右端与主体座1转动连接,且转动丝杆845与从动啮合轮855和限位板832的连接轴啮合,当转动丝杆845进行转动时,会带动从动啮合轮855和限位板832之间的连接轴向右运动,从而带动限位桩头块831向右运动;
175.需要说明的是,同时当限位桩头块831在向
‑
x轴的方向进行运动到末端时,此时在末端的限位板作用下进行挤压反压块861向x轴的方向运动,此时反压块861带动气压簧块862向x轴方向运动,气压簧块862推动挤压活塞863在空气压缸864中进行滑动,从而挤压空气压缸864的内部空气,被挤压的空气喷至桩头上,从而对桩头表面进行自动清除铁屑的功能。
176.工作步骤
177.步骤一、当排列好的眼镜桩头进入桩头导向板8209中后,此时由于反向滑块8201受到限位桩头块831的推力作用,此时反向滑块8201向右压缩反弹组件8202且同步带动推动齿条8203向右运动,进而通过啮合作用带动推动齿轮8204进行转动,推动齿轮8204的转动带动转动盘8205进行转动;
178.步骤二、当转动盘8205转动后通过滑块板8206背部的固定销滑槽带动滑块板8206进行左右的往复运动,此时当滑块板8206向
‑
x轴的方向进行运动,带动桩头推动块8207在桩头槽8210处推动桩头向桩头导向板8209的
‑
x轴方向运动,进而实现反向滑块8201不再阻挡桩头导向板8209末端底部,此时进行桩头的上料;
179.步骤三、当在反弹组件8202的作用下,滑块板8206在转动盘8205转动的情况下向x轴的正方向运动时,此时桩头推动块8207越过桩头的凹槽压缩桩头压簧8208,此时末端的桩头在没有受到桩头推动块8207的阻挡作用下掉落至限位桩头块831的内部凹槽内,从而达到自动间歇性上料的功能;
180.步骤四、当桩头落入至限位桩头块831的凹槽后,此时驱动组件841开始进行转动,驱动组件841的转动带动转动半齿轮842进行转动,转动半齿轮842的转动通过啮合作用带动啮合齿轮843进行转动,啮合齿轮843的转动同轴带动第一锥齿组844进行转动,第一锥齿组844的转动带动转动丝杆845进行转动;
181.步骤五、转动丝杆845转动带动限位桩头块831向
‑
x轴方向进行运动,限位桩头块831的运动带动定位滑块833顺着定位滑槽834的滑道进行滑动进入待焊位置,从而达到自动进行定位待焊的功能;
182.步骤六、当限位桩头块831向
‑
x轴的方向运动时,此时带动夹紧齿轮851向
‑
x轴方向进行运动,由于夹紧齿轮851与夹紧齿板852处于啮合状态,且夹紧齿板852处于固定状态,此时夹紧齿轮851进行转动,夹紧齿轮851的转动带动第二锥齿组853进行转动,第二锥齿组853的转动通过同轴带动从动齿轮854进行转动,从动齿轮854的转动通过啮合作用带动从动啮合轮855进行转动,从动啮合轮855的转动通过同轴带动限位板832进行转动,从而达到桩头自动进行固定限位的功能;
183.步骤七、同时当限位桩头块831在向
‑
x轴的方向进行运动到末端时,此时在末端的限位板作用下进行挤压反压块861向x轴的方向运动,此时反压块861带动气压簧块862向x轴方向运动,气压簧块862推动挤压活塞863在空气压缸864中进行滑动,从而挤压空气压缸
864的内部空气,被挤压的空气喷至桩头上,从而对桩头表面进行自动清除铁屑的功能。
184.步骤八、当装置开始工作后,此时取料驱动部21开始进行转动,取料驱动部21的转动带动取料丝杠22进行转动,取料丝杠22的转动通过螺纹带动取料滑块23顺着配合贴合块52内部的滑槽进行x方向的直线运动;
185.步骤九、取料滑块23的运动推动滑槽摆杆24顺着回型曲槽31的滑道进行滑动,同时滑槽摆杆24在中位簧的作用下进行伸展,从而带动取料夹25向x轴方向运动,此时取料夹25到达出料组件7的末端进行夹取单个的镜圈框;
186.步骤十、此时滑槽摆杆24到达曲面限位块32的位置挤压曲面限位块32压缩区块簧33,当滑槽摆杆24越过曲面限位块32后,此时镜圈框卡紧在取料夹25上,此时取料驱动部21开始进行反转,此时由于曲面限位块32的阻挡作用,滑槽摆杆24顺着回型曲槽31向
‑
x轴方向进行直线运动,此时取料夹25带动镜圈框到达定位圆销53处,当滑槽摆杆24运动到回型曲槽31
‑
x轴方向的末端时,此时在拉伸簧26的作用下滑槽摆杆24进行收缩,此时镜圈框卡和在定位圆销53上,从而达到自动进行上料的功能;
187.步骤十一、同时在取料驱动部21继续反转带动取料滑块23进行挤压受压滑块41,受压滑块41受到挤压力的作用下顺着配合贴合块52表面开设的滑槽进行远离取料驱动部21中心轴的运动且压缩受压簧42,受压滑块41的运动带动滑槽块43进行远离取料驱动部21中心轴的运动,此时滑槽块43的运动带动曲槽曲杆44进行绕自身中心转轴转动,曲槽曲杆44的运动带动夹紧头45向取料驱动部21的中心轴进行运动,此时夹紧头45进行挤压镜圈框贴合在定位圆销53和压紧头54处,从而达到自动夹紧定位的功能;
188.步骤十二、此时配合驱动部55开始进行转动,配合驱动部55的转动带动配合齿条51向下运动,配合齿条51的向下运动带动配合贴合块52顺着主体座1内部开设的滑槽向下运动,此时压紧头54带动镜圈框向下进行运动;
189.步骤十三、同时配合驱动部55的转动通过丝杆带动上料系统8向y轴方向直线运动至压紧头54的下方,此时压紧头54向下挤压镜圈框贴合至上料系统8上已经固定的桩头上,从而达到预焊前的自动装配功能;
190.步骤十四、当完成焊接后,此时装置进行复位,此时配合驱动部55进行反转,由于半齿轮的设计使得配合齿条51先向上运动,此时定位圆销53带动已经焊接好的焊接件向上运动,此时运动到位后,取料驱动部21再次进行正转,取料驱动部21的正转带动取料滑块23向x轴方向运动,此时取料滑块23的运动不再挤压受压滑块41,使得夹紧头45不在挤压镜圈框,同时取料滑块23的运动推动脱料推块61向x轴方向顺着配合贴合块52内部开设的滑槽进行直线运动,脱料推块61的运动通过脱料簧62推动脱料滑槽块63向x轴方向进行运动从而使得脱料杆64推动镜圈框,从而将镜圈框从定位圆销53上脱离,且当脱料滑槽块63运动到末端时,取料夹25才超出脱料杆64的运动终点距离,避免出现脱料干涉,从而达到自动进行焊接后的脱料功能。
191.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1