一种应用于深孔快速电机拆装的便携装置的制作方法
1.本发明属于一种应用于深孔快速电机拆装的便携工装技术领域,具体涉及一种结构简单,操作灵巧方便,便于维护,降低维修劳动强度,显著提升工作效率的应用于深孔快速电机拆装的便携装置。
背景技术:
2.深孔快移装置对提升深孔钻镗床整体工作效率至关重要。深孔刀体上安装的木导键由于长时间受切削液的浸泡作用而不断涨紧孔内壁,每每退刀时,快移机构都会承受很大的扭矩阻力,主要动力源快速电机就成为故障高发点。由于电机安装位置空间受限,无法同时容纳多人一起作业,这就给快速电机的拆装带来诸多不便,原来拆装时是通过三个人抬举协作或是两人利用长条方板借助于一个卡点下压的方式进行拆装,配合定位止台孔位很难找正,操作麻烦,工作效率不高,劳动强度大,设备停机时间长。
技术实现要素:
3.本发明的目的在克服现有技术中存在的不足而提供一种能够提升安装工作效率,有效降低工人劳动强度,结构简单,操作灵巧方便,便于维护的应用于深孔快速电机拆装的便携装置。
4.本发明的目的是这样实现的:一种应用于深孔快速电机拆装的便携装置,包括位于本体座板上的电机半圆托盘、在电机半圆托盘两侧各布置两根用于支撑固定并定位半圆托盘的支撑螺柱、固定在电机半圆托盘底部下面圆弧中心位置上的带有内型腔的滑移支撑座板。
5.在两根支撑螺柱的头部之间固定有水平圆棒,支撑螺柱通过两条相互平行的水平圆棒固定托起电机半圆托盘;在本体座板上铣出有用作4根支撑螺柱平行滑道使用的2处u型长孔,4根支撑螺柱穿过u型长孔并通过4处定位锁紧螺母锁紧安装在本体座板上,定位锁紧螺母用于调整电机半圆托盘的前后移动位置;在本体座板的中心位置开设有过孔,在该过孔下面的本体座板上安装固定有立式调整螺母,在立式调整螺母中安装有立式调整丝杠,立式调整丝杠的轴头穿过本体座板中心位置的的过孔伸入到滑移支撑座板的内型腔中,并顶在滑移支撑座板上,通过立式调整丝杠与立式调整螺母啮合调整实现电机半圆托盘高低位置的调节;在本体座板一侧端头固定有成套平移装置,成套平移装置包括垂直固定在本体座板上的带有u型孔的螺母固定座、安装在螺母固定座u型孔内的平行调整螺母、安装在平行调整螺母上的平行调整丝杠、开设在螺母固定座侧面上的一列螺栓孔、安装在该列螺栓孔上的顶紧螺栓,螺母固定座的u型孔呈竖直布置,用于装夹平行调整螺母,平行调整螺母靠螺母固定座侧面的顶紧螺栓顶紧,平行调整丝杠前后伸缩保证顶在电机半圆托盘的端面上,平行调整螺母在螺母固定座u型孔内的位置随着电机半圆托盘的高低位置靠顶紧螺栓
调整。
6.所述滑移支撑座板为一种开口向下的长方型腔滑道,立式调整丝杠的轴头通过本体座板上的过孔顶在该长方型腔滑道内。
7.所述长方型腔滑道的为深为40mm,宽为36mm。
8.所述2处u型长孔平行设置在本体座板两侧,支撑螺柱在该u型长孔内平行滑动,在前后移动电机半圆托盘时,先松开本体座板下部的4处定位锁紧螺母,然后利用所述成套平移装置驱动电机半圆托盘移动,其中所述平行调整丝杠的轴头端面始终保持与电机半圆托盘的端面面接触,实现电机半圆托盘的整体向前平移。
9.电机半圆托盘与滑移支撑座板固定处的底部圆弧为平面。
10.滑移支撑座板上的内型腔与本体座板上的过孔位置对称度为0.2mm;本体座板上的2处u型长孔,铣削后对称度要求≤0.15mm;支撑螺柱与本体座板上的u型孔配合间隙≤0.5mm。
11.螺母固定座上铣出的u型孔与平行调整螺母之间的配合定位间隙≤0.5mm,螺母固定座与本体座板的焊接垂直度0.20mm以内。
12.平行调整螺母与螺母固定座上铣出的u型孔接触的外侧面为竖直平面。
13.本发明主要解决安装现场空间受限,无法同时容纳多人同时操作而诞生的一种便携装置。它的设计紧贴实际维修需要,所有部件在选材上充分考虑其安装部位受力及耐磨损情况;它的成功应用使维修人员彻底结束了多年主要依靠多人抬,双人撬的笨拙的电机拆装历史,借助于此便携装置安装时能够单人轻松操作,快速精准定位,拆装工作效率高,而且能大幅度节省人力,确保设备维修高质量、高效率完成,使设备因电机故障停机时间降到最低。此便携工装经反复现场使用验证,应用效果良好。
14.现在借助于此便携工装,单人便可非常轻松的独立操作完成电机安装更换,安装精准度高,工作效率显著提升,能将因频繁的电机故障造成的设备停机时间降到最低。
附图说明
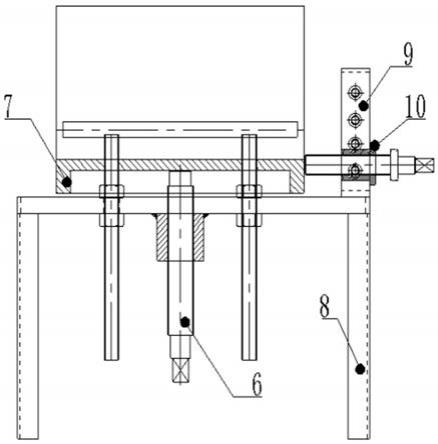
15.图1为本发明的快速电机拆装装置的结构主视图。
16.图2为本发明的快速电机拆装装置的结构左视图。
17.图3为本发明的未安装电机半圆托盘时的结构俯视图。
18.图4为本发明的螺母固定座的结构主视图。
19.图5为本发明的螺母固定座的结构侧视图。
20.图6为本发明的滑移支撑座板的侧面结构剖视图。
21.图7为本发明的滑移支撑座板的正面结构剖视图。
22.图8为本发明的平行调整螺母的结构剖视图。
23.图9为本发明的平行调整螺母的侧视图。
24.图中标注为:1、本体座板 2、电机半圆托盘 3、支撑螺柱
ꢀꢀ
4、定位锁紧螺母
ꢀꢀ
5、立式调整螺母
ꢀꢀ
6、立式调整丝杠
ꢀꢀ
7、滑移支撑座板
ꢀꢀ
8、角钢支撑腿架 9、螺母固定座
ꢀꢀ
10、平行调整螺母
ꢀꢀ
11、平行调整丝杠
ꢀꢀ
12、顶紧螺栓。
具体实施方式
25.下面结合具体的实施例对本发明作进一步的描述。
26.实施例1:一种应用于深孔快速电机拆装的便携装置,包括位于带有角钢支撑腿架8的本体座板1上的电机半圆托盘2、在电机半圆托盘2两侧各布置两根用于支撑固定并定位半圆托盘2的支撑螺柱3、焊接固定在电机半圆托盘2底部下面圆弧中心位置上的带有内型腔的滑移支撑座板7;在两根支撑螺柱3的头部之间固定焊接有水平圆棒,支撑螺柱3通过两条相互平行的水平圆棒焊接固定托起电机半圆托盘2;在本体座板1上铣出有用作4根支撑螺柱3平行滑道使用的2处u型长孔,4根支撑螺柱3穿过u型长孔并通过4处定位锁紧螺母4锁紧安装在本体座板1上,定位锁紧螺母4用于调整电机半圆托盘2的前后移动位置;在本体座板1的中心位置开设有过孔,在该过孔下面的本体座板1上焊接固定有立式调整螺母5,在立式调整螺母5中安装有立式调整丝杠6,立式调整螺母5与立式调整丝杠6相啮合,立式调整丝杠6在立式调整螺母5中能够自由伸缩,立式调整丝杠6的轴头穿过本体座板中心位置的的过孔伸入到滑移支撑座板7的内型腔中,并顶在滑移支撑座板7上,通过立式调整丝杠6与立式调整螺母5啮合调整实现电机半圆托盘2高低位置的调节;在本体座板1一侧端头固定有成套平移装置,成套平移装置包括垂直固定在本体座板1上的带有u型孔的螺母固定座9、安装在螺母固定座9u型孔内的平行调整螺母10、安装在平行调整螺母10上的平行调整丝杠11、开设在螺母固定座9侧面的上下布置的一列螺栓孔、安装在该列螺栓孔上的顶紧螺栓12,螺母固定座9的u型孔呈竖直布置,用于装夹平行调整螺母10,平行调整螺母10在该螺母固定座9的u型孔中能够上下移动,并靠螺母固定座9侧面的顶紧螺栓12顶紧固定位置,平行调整丝杠11前后伸缩保证顶在电机半圆托盘2的端面上,平行调整螺母10在螺母固定座9u型孔内的位置随着电机半圆托盘2的高低位置靠顶紧螺栓12调整。所述滑移支撑座板7为一种开口向下的长方型腔滑道,立式调整丝杠6的轴头通过本体座板1上的过孔顶在该长方型腔滑道内。所述长方型腔滑道的为深为40mm,宽为36mm。
27.所述2处u型长孔平行设置在本体座板1两侧,支撑螺柱3在该u型长孔内平行滑动,在前后移动电机半圆托盘2时,先松开本体座板1下部的4处定位锁紧螺母4,然后利用所述成套平移装置驱动电机半圆托盘2移动,其中所述平行调整丝杠11的轴头端面始终保持与电机半圆托盘2的端面面接触,实现电机半圆托盘2的整体向前平移。
28.电机半圆托盘2与滑移支撑座板7固定处的底部圆弧为平面。
29.滑移支撑座板7上的内型腔与本体座板1上的过孔位置对称度为0.2mm;本体座板1上的2处u型长孔,铣削后对称度要求≤0.15mm;支撑螺柱3与本体座板1上的u型孔配合间隙≤0.5mm。
30.螺母固定座9上铣出的u型孔与平行调整螺母10之间的配合定位间隙≤0.5mm,螺母固定座9与本体座板1的焊接垂直度0.20mm以内。
31.平行调整螺母10与螺母固定座9上铣出的u型孔接触的外侧面为竖直平面。即平行调整螺母10带有两个洗平的侧面。
32.本发明的本体座板1一端通过4支角钢支撑腿架8直接座于地面,另一端通过4支支
撑螺柱3与电机半圆托盘2实现高低可调式连接,支撑螺柱为m20支撑螺柱。本体座板1上铣出的2条u型孔用作4支m20支撑螺柱3的平移滑道,本体座板1的中心钻出的¢37过孔用于立式调整丝杠6的轴头与滑移支撑座板7的内型腔之间的互通连接。立式调整螺母5内孔与本体座板1上¢37过孔的焊接同轴度要求在0.2mm以内;通过立式调整丝杠6与立式调整螺母5自由啮合作用实现电机半圆托盘2的高低位置调节。本体座板1一侧端头焊接有成套平移装置,成套平移装置具体为本体座板1与螺母固定座9保持垂直度后进行焊接固定,螺母固定座9铣出的u型孔用于装夹平行调整螺母10,并靠侧面顶紧螺栓12顶紧,顶紧螺栓12为m12顶紧螺栓12,这样就可以固定平行调整螺母10,平行调整丝杠11可以自由前后伸缩,丝杠与螺母组合体需根据电机半圆托盘2的高低位置在螺母固定座9u型孔100mm范围内上下移动;丝杠轴头端面始终与托盘端面保持平行面接触。
33.本发明的电机半圆托盘2的圆弧底部铣平2mm与滑移支撑座板7中心对称组焊成,两侧对称焊有2
‑
¢20长400圆棒,m20支撑螺柱3上端与¢20圆棒组焊成;两侧焊接位置保持对称平行,同侧保持直线度0.2mm要求。此4支m20支撑螺柱用于支撑和定位半圆托盘;托盘电机的升降主要靠立式调整丝杠6与立式调整螺母5的啮合作用实现,本体座板1的十字中心位置钻¢37过孔,立式调整丝杠6的¢35顶头通过本体座板1上的¢37过孔伸进滑移支撑座板7深40mm,宽36mm的长方型腔滑道内。本体座板1上铣出2处20.5 mm宽的u型长孔,用于定位4支m20支撑螺柱3平行移动,前后移动电机半圆托盘2时,先松开本体座板1下部的4处定位锁紧螺母4,再利用端头成套平移机构:平行调整螺母10与平行调整丝杠11自由啮合,平行调整螺母10安装在螺母固定座9的u型腔内,随电机半圆托盘2的高低位置而上下位移至合适位置后,m12顶紧螺栓12侧顶固定螺母,平行调整丝杠11端头始终保持与电机半圆托盘2的端面面接触,微调实现电机半圆托盘2的整体平移。
34.具体操作方法:事先将该装置放于安装位置正下方,将法兰背对操作者的快速电机放置在电机半圆托盘上,松开底部定位锁紧螺母至合适位置,通过立式调整丝杠与螺母的啮合微调作用实现电机托盘整体抬升至内、外止口配合位置高度,再通过端头平行调整机构将电机外止口与钻杆箱内止口位置对正完美组合,此时须将4组定位锁紧螺母旋合锁紧,保证安装时精准稳定可靠。最后将圆周方向4
‑
¢18孔对准后顺势穿入4
‑
m16*60双头螺栓连接固定即可完成安装工作。
35.实施例:本装置主要成功运用到q1
‑
024齐齐哈尔贯穿式深孔镗床快速电机的安装更换上,电机托盘内圆弧与电机本体外圆大小一致,上下移动距离约100mm;前后移动距离约150mm;托盘通过两组丝杠与螺母的完美啮合微调方式保证快速电机外定位凸台与钻杆箱内止口位置能精准配合,保证快移电机与内各连接轴套的配合精度,确保设备安全稳定运行,这个工装的运用能极大降低维修劳动强度,提升设备维修工作效率,原来两到三人才能完成的任务现在一个人就能轻松完成,使设备因电机故障停机时间降到最低。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1