一种焊带、光伏组件及电池焊接方法与流程
1.本发明涉及太阳能电池制造技术领域,尤其涉及一种焊带、光伏组件及电池焊接方法。
背景技术:
2.n型电池具有转换效率高、双面率高、温度系数低、无光衰、弱光效应好等优点,为降低n型电池的银浆消耗,n型无主栅电池成为较多的选择。电池片通过焊带进行串焊连接,传统的电池片与焊带的焊接方式采用高温烘烤焊接,烘烤温度一般超过200℃,在此温度下铅焊带表面的锡铅熔化,从而与电池片表面的银浆形成物理粘接,此物理粘接处接触电阻较高,增大了电池功率损耗,并且非粘接区的电池表面也要承受此高温,而n型无主栅电池的表面导电镀膜在此高温下会发生晶格转变,导电性能下降明显。
3.因此,采用激光焊接技术实现焊带与银浆之间的低温焊接,避免对表面导电镀膜的影响,且激光焊接能够在焊带与银浆之间形成良好的欧姆接触,降低焊带与电池片之间的接触电阻,降低n型无主栅电池功率的焊接损耗。但是现有的锡铅焊带在焊接中容易出现虚焊、焊接点机械性能不佳、焊接面易腐蚀等问题,无法有效适用于激光低温焊接。
技术实现要素:
4.本发明的目的在于提供一种焊带、光伏组件及电池焊接方法,以适用于激光低温焊接,提高焊接质量。
5.为了实现上述目的,本发明提供如下技术方案:
6.第一方面,本发明提供一种焊带,包括芯部和设置于芯部表面的合金镀层,合金镀层的化学成分包括sn、nb、c以及不可避免的杂质;或,合金镀层的化学成分包括sn、pb、nb、c以及不可避免的杂质。
7.采用该焊带进行焊接,由于焊带的合金镀层中添加了nb和c成分,在焊接时,合金由液态转变为固态过程中,nb与c形成nbc颗粒,由于nbc颗粒的熔点较高、塑性差,在合金冷却过程中基体晶粒形成晶核后进行生长的过程中,原位生成的nbc颗粒对于晶界具有钉扎作用,从而阻碍基体晶粒的进一步长大,保证焊接处的晶粒尺寸足够小,实现基体晶粒的细晶强化,提高了焊缝位置的结构强度、硬度、韧性等机械性能,能够满足激光低温焊接条件下的焊带与电池栅线的焊接质量。
8.可选地,在上述的焊带中,合金镀层的化学成分的质量百分比为:
9.sn的质量百分比为60%≤wt%(sn)≤99%,
10.pb的质量百分比为0%≤wt%(pb)≤40%,
11.nb的质量百分比为0%<wt%(nb)≤0.775%,
12.c的质量百分比为0%<wt%(c)≤1.5%。
13.如此设置,本发明中的合金镀层是在原有成分的基础上,添加了少量比例的nb和c,便可以实现提高焊接位置机械性能和导电性能的作用。
14.可选地,在上述的焊带中,合金镀层的化学成分还包括ag。如此设置,在合金镀层中添加ag,进一步提高了焊带的导电率。
15.可选地,在上述的焊带中,合金镀层的化学成分中,ag的质量百分比为0%<wt%(ag)≤1.5%。
16.可选地,在上述的焊带中,合金镀层的化学成分还包括al。如此设置,在合金镀层中添加al,在焊接过程中,使焊带表面形成氧化铝薄膜,以提高焊带在激光焊接过程中材料对激光束的吸收值,使得焊带焊接处在一定时限内获得足够的能量,从而提高焊接速率。
17.可选地,在上述的焊带中,合金镀层的化学成分中,al的质量百分比为0%<wt%(al)≤0.05%。
18.可选地,在上述的焊带中,芯部的材质为铜、铝、镍、银中的一种或多种组合。焊带的芯部可以采用导电率较好的金属材质。
19.第二方面,本发明还提供了一种光伏组件,包括电池片和焊带,电池片上具有电极栅线,焊带与电极栅线焊接,焊带为如以上任一项所述的焊带。由于该光伏组件在进行电池片与焊带的焊接时,采用了本发明中的焊带,因此,能够满足激光低温焊接条件下的焊带与电极栅线的焊接质量,提高了焊接位置的结构强度、硬度、韧性等机械性能。
20.第三方面,本发明还提供了一种电池焊接方法,应用如以上任一项所述的焊带,电池焊接方法为:采用激光焊接方法将焊带与电池片上的电极栅线焊接固定。
21.由于采用本发明中的焊带,因此,在使用激光对焊带和电池片的栅线进行焊接时,该焊带能够在激光低温焊接条件下实现与电极栅线的高质量焊接,提高了焊接位置的结构强度、硬度、韧性等机械性能。
22.可选地,在上述的电池焊接方法中,激光焊接方法的焊接功率为0.5kw~2kw,功率密度为102w/cm2~106w/cm2。通过激光焊接,由于激光焊接的功率密度较大,可以在较低功率下聚焦于局部进行精准焊接,实现低温焊接,减小对电池片的表面镀膜的影响。
23.可选地,在上述的电池焊接方法中,激光焊接方法的焊接时间为0.01s~0.2s。焊接时间短,焊接速度快。
24.可选地,在上述的电池焊接方法中,激光焊接方法的激光光束投射于焊带与电极栅线接触处靠近电极栅线一侧。由于电极栅线的熔点高于焊带的熔点,因此将激光光束靠近电极栅线一侧,使电极栅线吸收的能量相对更多,从而使电极栅线与焊带的熔融速度保持相近,提高焊接效率和焊接质量。
附图说明
25.此处所说明的附图用来提供对本发明的进一步理解,构成本发明的一部分,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
26.图1为本发明实施例中的一种焊带与栅线焊接的结构示意图;
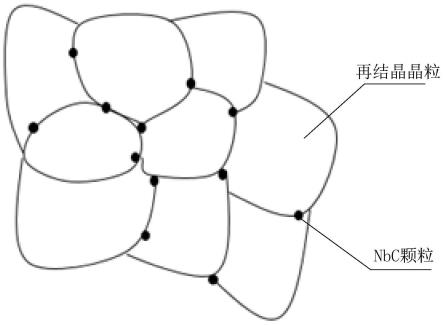
27.图2为本发明实施例中的一种焊接区域的晶粒结构示意图。
28.附图标记:
29.1-焊带、2-电极栅线。
具体实施方式
30.为了使本发明所要解决的技术问题、技术方案及有益效果更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
31.需要说明的是,当元件被称为“固定于”或“设置于”另一个元件,它可以直接在另一个元件上或者间接在该另一个元件上。当一个元件被称为是“连接于”另一个元件,它可以是直接连接到另一个元件或间接连接至该另一个元件上。
32.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。“若干”的含义是一个或一个以上,除非另有明确具体的限定。
33.在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
34.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
35.相较于传统化石能源,太阳能是一种洁净能源,使用时几乎不产生污染,加之其储量的近似无限性,是人类理想的替代能源。为降低光伏组件bom成本,提升组件发电效率,n型电池、无主栅、圆焊丝等技术不断引用于新型组件之中。
36.相比传统的p型电池,n型电池具有转换效率高、双面率高、温度系数低、无光衰、弱光效应好等优点。在相同电池版型条件下,相较于p型电池,n型电池由于正背面均设置银浆,因此需要更多的银浆才能达到最佳的焊接效果,为降低n型电池的银浆消耗,n型无主栅电池成为较多的选择。电池片通过焊带进行串焊连接,传统的电池片与焊带的焊接方式采用高温烘烤焊接,烘烤温度一般超过200℃,在此温度下铅焊带表面的锡铅熔化,从而与电池片表面的银浆形成物理粘接,此物理粘接处接触电阻较高,增大了电池功率损耗,并且非粘接区的电池表面也要承受此高温,而n型无主栅电池的表面导电镀膜在此高温下会发生晶格转变,导电性能下降明显。
37.因此,采用激光焊接技术实现焊带与银浆之间的低温焊接,避免对表面导电镀膜的影响,且激光焊接能够在焊带与银浆之间形成良好的欧姆接触(化学接触),降低了焊带与电池片之间的接触电阻,降低n型无主栅电池功率的焊接损耗。但是现有的锡铅焊带在激光焊接中容易出现虚焊、焊接点机械性能不佳、焊接面易腐蚀等问题,无法有效适用于激光低温焊接。
38.鉴于此,为解决上述问题,请参阅图1和图2,本发明实施例提供了一种焊带1,焊带1包括芯部和设置于芯部表面的合金镀层,芯部为导电金属,合金镀层的化学成分包括锡(sn)、铌(nb)、碳(c)以及不可避免的杂质;或,合金镀层的化学成分包括锡(sn)、铅(pb)、铌
(nb)、碳(c)以及不可避免的杂质。
39.采用该焊带1进行焊接,由于焊带1的合金镀层中添加了nb和c成分,在焊接时,合金由液态转变为固态过程中,nb与c形成nbc颗粒(即利用原位合成技术,通过放热反应在钦基体中生成nbc沉积相增强体,nbc颗粒与基体具有良好的界面结合,从而达到强化的目的。这种方法可得到增强颗粒尺寸细小、热力学性能稳定、界面无污染、结合强度高),由于nbc颗粒的熔点较高、塑性比合金的基体差,在合金冷却过程中基体晶粒形成晶核后进行生长的过程中,原位生成的nbc颗粒对于晶界具有钉扎作用,从而阻碍基体晶粒的进一步长大,保证焊接处的晶粒尺寸足够小,实现基体晶粒的细晶强化,提高了焊接位置的结构强度、硬度、韧性等机械性能,能够满足激光低温焊接条件下的焊带1与电极栅线2的焊接质量。
40.进一步地,在本实施例中,合金镀层的化学成分的质量百分比为:sn的质量百分比为60%≤wt%(sn)≤99%,pb的质量百分比为0%≤wt%(pb)≤40%,nb的质量百分比为0%<wt%(nb)≤0.775%,c的质量百分比为0%<wt%(c)≤1.5%。
41.具体地,sn的质量百分比可以为60%、70%、80%、90%、99%等;pb的质量百分比可以为0%、10%、20%、30%、40%等;nb的质量百分比为0.005%、0.03%、0.05%、0.06%、0.09%、0.1%、0.775%等;c的质量百分比可以为0.01%、0.02%、0.03%、0.1%、0.5%、1%、1.5%等。
42.根据实际需要选择合适的组分百分比。本发明中的合金镀层是在原有成分的基础上,添加了少量比例的nb和c,便能够适用于激光低温焊接,实现了提高焊接位置机械性能的作用。
43.举例说明,如表1所示:
44.表1为合金镀层中nb和c的不同质量百分比的焊接结构力学性能
[0045][0046]
可以看出,相较于现有焊带不含nb和c成分的合金镀层在焊接后形成的焊接结构的力学性能,本发明中的焊带1含有少量不同质量百分比的nb和c的合金镀层在焊接后形成的焊接结构的力学性能,如弹性模量和屈服应力均有提升,且随着nb和c的质量百分比的提高,弹性模量和屈服应力均相应提高。可见,本发明中的焊带1能够适用于激光低温焊接,得到的焊接结构提高了焊接质量。
[0047]
进一步地,在本实施例中,合金镀层的化学成分还包括ag(银)。由于ag的导电率相较于合金镀层中的其他成分的导电率高,因此,在合金镀层中添加ag,进一步提高了焊带1的导电率。另一方面,由于电池片上的电极栅线2通常为银浆,在合金镀层中加入ag,能够更有利于焊带1与电极栅线2的融合焊接。
[0048]
具体地,在本实施例中,合金镀层的化学成分中,ag的质量百分比为0%<wt%(ag)≤1.5%,具体可以为0.1%、0.3%、0.5%、0.9%、1%、1.5%等,根据实际焊接工艺选
择合适的配比。
[0049]
进一步地,在本实施例中,合金镀层的化学成分还包括al(铝)。如此设置,在合金镀层中添加al,在焊接过程中,使焊带1表面形成氧化铝薄膜,由于氧化铝薄膜为多孔结构,具有陷光作用,因此能够提高焊带1在激光焊接过程中材料对激光束的吸收值,使得焊带1焊接处在一定时限内获得足够的能量,从而提高焊接速率。
[0050]
具体地,合金镀层的化学成分中,al的质量百分比为0%<wt%(al)≤0.05%。具体可以为0.01%、0.02%、0.03%、0.04%、0.05%等。根据实际焊接工艺选择合适的配比。
[0051]
在本实施例中,焊带1的芯部材质可以为铜、铝、镍、银中的一种或多种组合。即芯部可以为单一金属组分,如纯度高达99.99%的铜,导电率高,且成本低,当然,芯部也可以是多种金属的合金或分段组合结构。
[0052]
需要说明的是,焊带1的形状可以为截面一致的扁平条状焊带或截面不同的分段式焊带;分段式焊带可以包括反光段和扁平段,反光段的截面形状可以为三角形、圆形、椭圆形或多边形。
[0053]
基于以上任一实施例所描述的焊带1,本发明实施例还提供了一种光伏组件,包括电池片和焊带1,电池片上具有电极栅线2,电池片为n型电池片,形成n型无主栅电池,多个电池片通过焊带1串焊呈电池串,具体地,将焊带1与电极栅线2焊接,再按照常规封装工序,将电池串进行封装,得到光伏组件。其中,焊带1采用如以上任一实施例所描述的焊带1。
[0054]
由于该光伏组件在进行电池片与焊带1的焊接时,采用了本发明中的焊带1,因此,能够满足激光低温焊接条件下的焊带1与电极栅线的焊接质量,提高了焊接位置的结构强度、硬度、韧性等机械性能。且采用激光低温焊接得到的焊接结构,接触电阻减小,降低了n型无主栅电池功率的焊接损耗,因此提高了光伏组件的导电效率。
[0055]
基于以上任一实施例所描述的焊带,本发明实施例还提供了一种电池焊接方法,应用如以上任一项实施例所描述的焊带1,该电池焊接方法为:采用激光焊接方法将焊带1与电池片上的电极栅线2焊接固定。
[0056]
由于采用本发明中的焊带1,因此,在使用激光对焊带1和电池片的电极栅线2进行焊接时,该焊带1能够在激光低温焊接条件下实现与电极栅线的高质量焊接,提高了焊接位置的结构强度、硬度、韧性等机械性能。并通过激光焊接,使得焊接结构的接触良好,接触电阻降低,降低了n型无主栅电池的焊接功率损耗,提高了导电效率。
[0057]
进一步地,在本实施例中,激光焊接方法的焊接功率为0.5kw~2kw,具体可以为0.5kw、1kw、1.5kw、2kw等。功率密度为102w/cm2~106w/cm2,具体可以为102w/cm2、103w/cm2、104w/cm2、105w/cm2、106w/cm2等。通过激光焊接,由于激光焊接的功率密度较大,可以在较低功率下聚焦于局部进行精准焊接,实现低温焊接,减小对电池片的表面镀膜的影响。
[0058]
可选地,在本实施例中,激光焊接方法的焊接时间为0.01s~0.2s。具体可以为0.01s、0.03s、0.06s、0.1s、0.15s、0.2s等,焊接时间短,焊接速度快。激光焊接属于熔融焊接,以激光束为能源,激光束由平面镜、凸透镜、凹透镜中的一种或多种组合导引,其中,平面镜可以为透镜、半透镜或不透镜,凸透镜可以为双凸、平凸或凹凸透镜,凹透镜可以为双凹、平凹或凸凹透镜;采用聚焦方式会聚激光,选用20mm~60mm焦距的透镜,聚焦光斑大小与焦距成正比,焦距越短,光斑越小;焊接起始点、终止点的激光功率渐升、渐降控制,起始功率在0~10000μs时间内从零升至设置功率值,并调节焊接时间0.01s~0.2s,最后在焊接
终止时使功率由设置功率逐渐降至零值。
[0059]
进一步地,在本实施例中,激光焊接方法的激光光束投射于焊带1与电极栅线2接触处靠近电极栅线2一侧。由于电极栅线2通常为银浆栅线,熔点高于焊带的熔点,因此将激光光束靠近电极栅线2一侧,使电极栅线2吸收的能量相对更多,从而使电极栅线2与焊带1的熔融速度保持相近,提高焊接效率和焊接质量。
[0060]
在上述实施方式的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
[0061]
以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以所述权利要求的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1