离焦镜片的数码激光雕刻工艺的制作方法
1.本发明专利涉及镜片加工的技术领域,具体而言,涉及离焦镜片的数码激光雕刻工艺。
背景技术:
2.光学玻璃是用高纯度硅、硼、钠、钾、锌、铅、镁、钙、钡等的氧化物按特定配方混合,在白金坩埚中高温融化,用超声波搅拌均匀,去气泡;然后经长时间缓慢地降温,以免玻璃块产生内应力,冷却后的玻璃块,必须经过光学仪器测量,检验纯度、透明度、均匀度、折射率和色散率是否合规格,合格的玻璃块经过加热锻压,成光学透镜毛胚。
3.对于离焦镜片上的离焦点雕刻,现有技术所做到的离焦量均是在5d以上的,无法进行更精细的雕刻工艺,这样使得青少年在使用镜片时无法实现多光线反射,使得儿童青少年的近视度数加深。
技术实现要素:
4.本发明的目的在于提供离焦镜片的数码激光雕刻工艺,通过多组激光头对镜片进行雕刻处理,可以雕刻的离焦量在4-5d,提升了离焦量的雕刻工艺,保证了离焦点能够对更多的光线进行反射,从而保证青少年儿童能够处于较为融合的光线进行视力活动,使得眼球内部的晶体不会再次变凸,有效降低了青少年的度数增加,旨在解决现有技术中对于离焦镜片上的离焦点雕刻,现有技术所做到的离焦量均是在5d以上的,无法进行更精细的雕刻工艺,这样使得青少年在使用镜片时无法实现多光线反射的问题。
5.本发明是这样实现的,离焦镜片的数码激光雕刻工艺,具体包括如下步骤:
6.s1:对青少年的视力度数进行测量,测量后的度数数据输入至数码激光雕刻系统的内部进行运算,计算出相应近视数据的离焦量数据,并将所得的离焦量数据保存;
7.s2:系统自动取出镜片,镜片在加工前进行缺陷检测,检测完成后未发现缺陷,再对镜片的表面进行预处理,消除镜片表面附着的污渍或灰尘,预处理完成后激光头就位开始对镜片进行雕刻处理;
8.s3:镜片设置的的中点设置在加工区域的坐标轴的原点上,坐标轴将镜片依次分割为四个雕刻象限,读取离焦量数据并执行雕刻程序,对四个雕刻象限进行离焦点雕刻;
9.s4:雕刻完成后的镜片自镜片边缘至中部依次为周边区、离焦区、过渡区,所雕刻的离焦点均集中在离焦区,所述离焦区对所进入的光线进行局部反射,以减少光线进入至青少年的眼球内造成度数增加;
10.s5:对雕刻完成后的镜片表面进行杂质处理,通过吸附或吹气的方式将杂质从离焦点内排出,以保证每个离焦点内部对光线的发射作用;
11.s6:清理完成后再对镜片属性进行检测,属性检测合格后,镜片流出雕刻系统加工完成,若镜片属性检测不合格,镜片自动流入至废品回收区域进行返工处理。
12.进一步地,在s1中,输入精确的度数后,度数在数码激光雕刻系统内部运算出离焦
量数据为4-5d中最接近度数的范围值。
13.进一步地,所述范围值的差值在0.5-1d间,在此范围值内部的离焦量均可以周边视力控制延缓儿童青少年的近视加深。
14.进一步地,在s2中,所述镜片的缺陷检测包括:检测镜片的爆边、镜片内的气泡以及杂质,其检测方式为:利用红外线对镜片进行照射,并检测镜片的反射率,以判断镜片内部是否出现缺陷。
15.进一步地,在缺陷检测完成后,所述镜片的预处理方式为:对镜片的外侧喷洒清洗液,清洗液在重力作用下不断向周边流动,再通过擦拭进行擦洗,最后利用蒸馏水清洗3-5次后自然晾干即可。
16.进一步地,在s3中,四个所述雕刻象限关于原点呈中心对称,多个所述激光头在进行雕刻时先对第一雕刻象限、第三雕刻象限同时进行雕刻,雕刻完成后再进行第二雕刻象限、第四雕刻象限的同时雕刻,在雕刻至坐标轴上时,沿坐标轴一侧的离焦点继续雕刻,直至将坐标轴上的离焦点雕刻停止。
17.进一步地,在s4中,所述离焦区、过渡区均呈多边形状,所述离焦区实现光线的进入,并且所述离焦点对局部光线进行反射,所述过渡区便于视线输出。
18.进一步地,在s5中,所述杂质处理是通过外部风机对镜片进行吹气,将激光雕刻时所脱落的杂质进行去除,对于离焦点内部的杂质采用吸附,通过负压吸气将杂质吸出,保证离焦点对光线的反射度。
19.进一步地,在s6中,所述属性检测包括对光学性能和理化性能的检测,所述光学性能包括折射率、色散系数和光透比,所述理化性能包括密度和稳定性以及抗撞击力。
20.进一步地,所述光学性能不合格的镜片直接进行报废处理,所述理化性能不合格的镜片进行返工,直至属性合格后完成加工。
21.与现有技术相比,本发明提供的离焦镜片的数码激光雕刻工艺,具备以下有益效果:
22.1、通过多组激光头对镜片进行雕刻处理,并且对离焦区进行分区实现四个雕刻象限,同时四个雕刻象限均关于原点呈中心对称,从而便于激光头进行对称雕刻即可,增加了激光雕刻效率,同时可以雕刻的离焦量在4-5d,提升了离焦量的雕刻工艺,保证了离焦点能够对更多的光线进行反射,从而保证青少年儿童能够处于较为融合的光线进行视力活动,使得眼球内部的晶体不会再次变凸,有效降低了青少年的度数增加,并且利用近视度数计算出离焦量的数值,且数值为范围值,从而降低了离焦区的加工难度,激光完成该范围内的离焦区雕刻即可,提升了镜片的成品率;
23.2、雕刻后的镜片还需要进行属性检测,在检测合格后进行流出完成加工,属性检测包括光学性能和理化性能的检测,光学性能保证镜片在离焦完成后并不会出现透光缺陷,理化性能保证镜片出品后的抗摔以及环境适应性能,大大提升了镜片的质量,便于青少年在日常生活中的使用。
附图说明
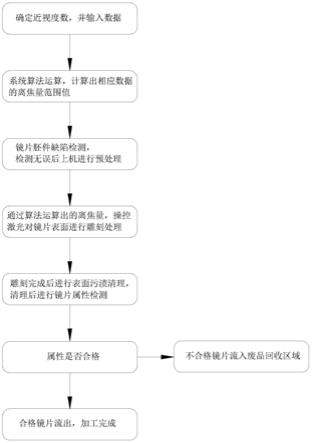
24.图1为本发明提出的离焦镜片的数码激光雕刻工艺的加工流程框图;
25.图2为本发明提出的离焦镜片的数码激光雕刻工艺中镜片雕刻俯视图;
26.图3为本发明提出的离焦镜片的数码激光雕刻工艺中镜片加工完成的结构图;
27.图4为本发明提出的离焦镜片的数码激光雕刻工艺中镜片的离焦区投影透视图;
28.图5为本发明提出的离焦镜片的数码激光雕刻工艺中镜片在显微镜下的放大图;
29.图6为本发明提出的离焦镜片的数码激光雕刻工艺中镜片的离焦点在显微镜下的放大图。
30.图中:11-周边区、12-离焦区、13-过渡区、14-原点。
具体实施方式
31.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
32.以下结合具体实施例对本发明的实现进行详细的描述。
33.参照图1-3所示,离焦镜片的数码激光雕刻工艺,具体包括如下步骤:
34.s1:对青少年的视力度数进行测量,测量后的度数数据输入至数码激光雕刻系统的内部进行运算,计算出相应近视数据的离焦量数据,并将所得的离焦量数据保存;输入精确的度数后,度数在数码激光雕刻系统内部运算出离焦量数据为4-5d中最接近度数的范围值,范围值的差值在0.5-1d间,在此范围值内部的离焦量均可以周边视力控制延缓儿童青少年的近视加深。
35.s2:系统自动取出镜片,镜片在加工前进行缺陷检测,检测完成后未发现缺陷,再对镜片的表面进行预处理,消除镜片表面附着的污渍或灰尘,预处理完成后激光头就位开始对镜片进行雕刻处理;
36.s3:镜片设置的的中点设置在加工区域的坐标轴的原点14上,坐标轴将镜片依次分割为四个雕刻象限,读取离焦量数据并执行雕刻程序,对四个雕刻象限进行离焦点雕刻;
37.s4:雕刻完成后的镜片自镜片边缘至中部依次为周边区11、离焦区12、过渡区13,所雕刻的离焦点均集中在离焦区12,离焦区12对所进入的光线进行局部反射,以减少光线进入至青少年的眼球内造成度数增加,周边区11对眼镜起到修饰的效果,因此无需加工,以减少加工的成本;
38.s5:对雕刻完成后的镜片表面进行杂质处理,通过吸附或吹气的方式将杂质从离焦点内排出,以保证每个离焦点内部对光线的发射作用;
39.s6:清理完成后再对镜片属性进行检测,属性检测合格后,镜片流出雕刻系统加工完成,若镜片属性检测不合格,镜片自动流入至废品回收区域进行返工处理。
40.具体的,通过多组激光头对镜片进行雕刻处理,并且对离焦区进行分区实现四个雕刻象限,同时四个雕刻象限均关于原点14呈中心对称,从而便于激光头进行对称雕刻即可,增加了激光雕刻效率,同时可以雕刻的离焦量在4-5d,提升了离焦量的雕刻工艺,保证了离焦点能够对更多的光线进行反射,从而保证青少年儿童能够处于较为融合的光线进行视力活动,使得眼球内部的晶体不会再次变凸,有效降低了青少年的度数增加;
41.本实施例中,在s2中,镜片的缺陷检测包括:检测镜片的爆边、镜片内的气泡以及杂质,其检测方式为:利用红外线对镜片进行照射,并检测镜片的反射率,以判断镜片内部是否出现缺陷,避免对有缺陷的镜片进行加工,耽误工作量。
42.本实施例中,在缺陷检测完成后,镜片的预处理方式为:对镜片的外侧喷洒清洗液,清洗液在重力作用下不断向周边流动,再通过擦拭进行擦洗,最后利用蒸馏水清洗3-5次后自然晾干即可,这样防止镜片上的污渍影响加工。
43.本实施例中,在s3中,四个雕刻象限关于原点14呈中心对称,多个激光头在进行雕刻时先对第一雕刻象限、第三雕刻象限同时进行雕刻,雕刻完成后再进行第二雕刻象限、第四雕刻象限的同时雕刻,在雕刻至坐标轴上时,沿坐标轴一侧的离焦点继续雕刻,直至将坐标轴上的离焦点雕刻停止,对离焦区进行分区实现四个雕刻象限,同时四个雕刻象限均关于原点14呈中心对称,从而便于激光头进行对称雕刻即可,增加了激光雕刻效率。
44.本实施例中,在s4中,离焦区12、过渡区13均呈多边形状,离焦区12实现光线的进入,并且离焦点对局部光线进行反射,过渡区13便于视线输出,数值为范围值,从而降低了离焦区的加工难度,激光完成该范围内的离焦区雕刻即可,提升了镜片的成品率。
45.本实施例中,在s5中,杂质处理是通过外部风机对镜片进行吹气,将激光雕刻时所脱落的杂质进行去除,对于离焦点内部的杂质采用吸附,通过负压吸气将杂质吸出,保证离焦点对光线的反射度。
46.本实施例中,在s6中,属性检测包括对光学性能和理化性能的检测,光学性能包括折射率、色散系数和光透比,理化性能包括密度和稳定性以及抗撞击力,光学性能不合格的镜片直接进行报废处理,理化性能不合格的镜片进行返工,直至属性合格后完成加工,光学性能保证镜片在离焦完成后并不会出现透光缺陷,理化性能保证镜片出品后的抗摔以及环境适应性能,大大提升了镜片的质量,便于青少年在日常生活中的使用。
47.本技术方案的加工是通过多组激光头对镜片进行雕刻处理对离焦区进行分区实现四个雕刻象限,同时四个雕刻象限均关于原点14呈中心对称,从而便于激光头进行对称雕刻即可,增加了激光雕刻效率,同时可以雕刻的离焦量在4-5d,提升了离焦量的雕刻工艺,从而保证青少年儿童能够处于较为融合的光线进行视力活动,使得眼球内部的晶体不会再次变凸,有效降低了青少年的度数增加,并且利用近视度数计算出离焦量的数值,且数值为范围值,从而降低了离焦区的加工难度,激光完成该范围内的离焦区雕刻即可,提升了镜片的成品率,另外雕刻后的镜片还需要进行属性检测,在检测合格后进行流出完成加工,大大提升了镜片的质量,便于青少年在日常生活中的使用。
48.参照图4,为离焦镜片中离焦点的投影透视图,由图可知,每一个微透镜以纳米级精度duv激光雕刻,微透镜+3.50至+5.00变化量,更符合视网膜生理曲面变化,打造更适合生理的近视离焦区。
49.对照例
50.现针对本技术方案所提及的离焦镜片的数码激光雕刻工艺,所加工出的3组镜片(分别为实施例1、实施例2、实施例3),对其进行性能检测,检测结果如下:
51.1、外观检测:参照图4-5,为本技术方案所雕刻加工出的镜片,其内部的过渡区、离焦区均为六边形,并且离焦区较为明显且分布均匀,计算所得出的离焦量为4.5d,离焦点数约为485-490个,对于青少年近视的防控效果达43-61%,对于光线的反射效果较佳;
52.2、属性检测如下表所示:
[0053][0054]
由以上数据可得知,本技术方案的离焦镜片在光学性能和理化性能上表现出壁普通镜片的性能更加,保证了青少年的使用,同时对于近视度数的控制较佳,避免了度数加深。
[0055]
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1