一种大型气缸体毛坯定位加工四侧面夹具的制作方法
1.本发明涉及气缸体加工领域,特别涉及一种大型气缸体毛坯定位加工四侧面夹具。
背景技术:
2.气缸体是发动机的主体,它将各个气缸和曲轴箱连成一体,是安装活塞、曲轴以及其他零件和附件的支承骨架。气缸体上有8个缸孔。零件外形尺寸2100x1082x690,零件重量1700kg。在量产过程中,要对毛坯进行定位夹紧,找正零件进行四侧面粗加工,并加工两侧后续加工基准面,用于后续各工序的加工基准。毛坯定位要求是主轴半圆孔及1
‑
8缸孔内孔毛坯面,同时前后端面采用止推面处轴承座侧面毛坯面对中定位。
3.原有的加工方法是采用人工进行找正划线,在机床上对划线进行找正后加工两侧后续加工基准面;本大型气缸体毛坯定位加工夹具,采用毛坯主轴孔半圆孔定位确定毛坯高度方向及毛坯长度定位轴线,毛坯缸孔确定毛坯左右侧位置,为此,我们提出一种大型气缸体毛坯定位加工四侧面夹具来解决上述问题。
技术实现要素:
4.本发明的主要目的在于提供一种大型气缸体毛坯定位加工四侧面夹具,可以有效解决背景技术中的问题。
5.为实现上述目的,本发明采取的技术方案为:
6.一种大型气缸体毛坯定位加工四侧面夹具,包括:底座,所述底座为中空的铸铁材质,所述底座中部凸起的结构块,所述底座中部设置有对中装置,通过对中装置来将中部进行进行初步定位,所述对中装置上端两侧设置有倾斜的斜槽结构,可以实现对于夹持气缸体的对中安装,所述底座左右两侧通过螺栓组固定安装有导向柱,所述底座左右两端通过螺栓固定安装有定位柱,通过定位柱初步卡接定位安装有气缸体,通过导向柱来对气缸体的安装进行导向,所述底座左右两侧对称设置有若干组缓冲块,所述缓冲块用于为气缸体的安装提供竖直方向的支撑。
7.优选的,所述缓冲块包括有调整螺套,所述调整螺套内部上方设置有矩形弹簧,所述矩形弹簧中部穿过有弹簧导向柱,所述弹簧导向柱上端设置有弹簧支撑座,所述弹簧支撑座上端固定安装有万向球,所述万向球上方设置有半圆凸起块,在半圆定位块上产生的摩擦力,方便对中时零件的移动,通过万向球来为气缸体的提供支撑,所述矩形弹簧可以对万向球传递下来的重力进行缓冲,避免硬接触对零件造成损坏,可以起到保护零件的作用。
8.优选的,所述导向柱包括有结构杆和导向块,所述结构杆为中空的圆形柱结构,所述结构杆上端固定安装有导向块,所述导向块包括有底盖,所述底盖上端安装有端盖,所述端盖中部设置有螺杆,所述底盖中部上方设置有调整套,通过调整套滑动安装有轴承,所述螺杆下端穿过轴承,所述螺杆外侧固定安装有斜楔芯轴,通过斜楔芯轴。
9.优选的,所述斜楔芯轴两侧滑动安装有斜楔销,所述斜楔销滑动安装在底盖侧壁,
所述斜楔销外侧设置有定位螺钉,通过定位螺钉卡接到气缸体中实现对于安装的导向。
10.优选的,所述定位柱包括有结构杆,所述结构杆为中空的圆形杆,所述结构杆上端固定安装有滑座,所述结构杆顶部设置有定位端盖。
11.优选的,所述滑座两侧滑动安装有滑块,所述滑块两侧设置有安装槽,通过将限位销插入安装槽来对滑块的位置进行限定,所述滑块上端设置有推拉螺钉,通过推拉螺钉来将滑块在滑座两侧的位置调整,通过螺栓将气缸体固定安装在滑块中部,滑块内部双向涨开浮动支撑气缸体。
12.与现有技术相比,本发明具有如下有益效果:
13.有两个定位柱,左侧定位柱上有缸孔内部对称支撑。右侧定位柱上有缸孔内部双向涨开浮动支撑。有两个导向柱,安装工件时导向,防错装及夹紧。有零件长度方向对中装置,调整零件长度方向对中。有配重装置,有效减轻零件自重作用在半圆定位块上产生的摩擦力,方便对中时零件的移动。
附图说明
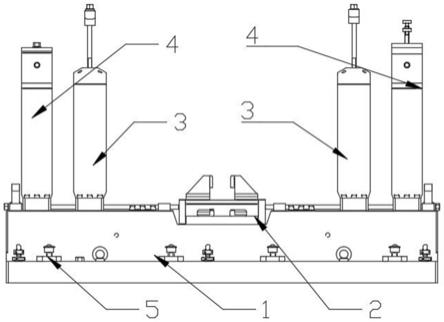
14.图1为本发明一种大型气缸体毛坯定位加工四侧面夹具的整体结构图;
15.图2为本发明一种大型气缸体毛坯定位加工四侧面夹具中定位柱的结构图;
16.图3为本发明一种大型气缸体毛坯定位加工四侧面夹具中导向柱的结构图;
17.图4为本发明一种大型气缸体毛坯定位加工四侧面夹具中导向块的结构图;
18.图5为本发明一种大型气缸体毛坯定位加工四侧面夹具中缓冲块的结构图。
19.图中:1、底座;2、对中装置;3、导向柱;31、结构杆;32、导向块;321、底盖;322、调整套;323、端盖;324、螺杆;325、斜楔芯轴;326、斜楔销;327、定位螺钉;328、轴承;4、定位柱;41、结构杆;42、滑座;43、滑块;推拉螺钉44、推拉螺钉;45、定位端盖;5、缓冲块;51、调整螺套;52、弹簧导向柱;53、矩形弹簧;54、弹簧支撑座;55、万向球;6、气缸体。
具体实施方式
20.以下结合附图对本发明作进一步详细说明。
21.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“前”、“后”、“左”、“右”、“上”和“下”指的是附图中的方向,词语“底面”和“顶面”、“内”和“外”分别指的是朝向或远离特定部件几何中心的方向。
22.参照图1所示,一种大型气缸体毛坯定位加工四侧面夹具,包括:底座1,所述底座1为中空的铸铁材质,所述底座1中部凸起的结构块,所述底座1中部设置有对中装置2,通过对中装置2来将中部进行进行初步定位,所述对中装置2上端两侧设置有倾斜的斜槽结构,可以实现对于夹持气缸体的对中安装,所述底座1左右两侧通过螺栓组固定安装有导向柱3,所述底座1左右两端通过螺栓固定安装有定位柱4,通过定位柱4初步卡接定位安装有气缸体6,通过导向柱3来对气缸体6的安装进行导向,所述底座1左右两侧对称设置有若干组缓冲块5,所述缓冲块5用于为气缸体6的安装提供竖直方向的支撑,
23.综合图2所示,所述定位柱4包括有结构杆41,所述结构杆41为中空的圆形杆,所述结构杆41上端固定安装有滑座42,所述结构杆41顶部设置有定位端盖45,所述滑座42两侧滑动安装有滑块43,所述滑块43两侧设置有安装槽,通过将限位销插入安装槽来对滑块43
的位置进行限定,所述滑块43上端设置有推拉螺钉44,通过推拉螺钉44来将滑块43在滑座42两侧的位置调整,通过螺栓将气缸体6固定安装在滑块43中部,滑块43内部双向涨开浮动支撑气缸体6,
24.如图3和图4所示,所述导向柱3包括有结构杆31和导向块32,所述结构杆31为中空的圆形柱结构,所述结构杆31上端固定安装有导向块32,所述导向块32包括有底盖321,所述底盖321上端安装有端盖323,所述端盖323中部设置有螺杆324,所述底盖321中部上方设置有调整套322,通过调整套322滑动安装有轴承328,所述螺杆324下端穿过轴承328,所述螺杆324外侧固定安装有斜楔芯轴325,通过斜楔芯轴325,所述斜楔芯轴325两侧滑动安装有斜楔销326,所述斜楔销326滑动安装在底盖321侧壁,所述斜楔销326外侧设置有定位螺钉327,通过定位螺钉327卡接到气缸体6中实现对于安装的导向,
25.综合图5所示,所述缓冲块5包括有调整螺套51,所述调整螺套51内部上方设置有矩形弹簧53,所述矩形弹簧53中部穿过有弹簧导向柱52,所述弹簧导向柱52上端设置有弹簧支撑座54,所述弹簧支撑座54上端固定安装有万向球55,所述万向球55上方设置有半圆凸起块,在半圆定位块上产生的摩擦力,方便对中时零件的移动,通过万向球55来为气缸体6的提供支撑,所述矩形弹簧53可以对万向球55传递下来的重力进行缓冲,避免硬接触对零件造成损坏,可以起到保护零件的作用。
26.本发明的工作原理是:1、有两个定位柱,左侧定位柱上有缸孔内部对称支撑。右侧定位柱上有缸孔内部双向涨开浮动支撑。2、有两个导向柱,安装工件时导向,防错装及夹紧。3、有零件长度方向对中装置,调整零件长度方向对中,4、有配重装置,有效减轻零件自重作用在半圆定位块上产生的摩擦力,方便对中时零件的移动。
27.以上显示和描述了本发明的基本原理和主要特征和本发明的优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1