防溢出可分类分时炖煮的多层微压锅的制备方法与流程
1.本发明涉及微压锅制作技术领域,具体为防溢出可分类分时炖煮的多层微压锅的制备方法。
背景技术:
2.近年来,随着生活水平的不断提高,人们越来越重视自身健康的预防保健,通过饮食来调理身体,强壮体魄,是近年来的流行趋势。现在市面上有很多压力锅,通过提高锅内压力的形式达到烹饪的目的,高压锅的烹饪速度很快,但是相应的,高压烹饪下会造成食材的营养流失,而饮食调理身体本身就是通过食材的营养来实现的。因此,通过微压的形式,可以实现烹饪速度的加快,同时又能保证烹饪食材的营养得到保持,研究微压烹饪器具是目前市场上的趋势;现有微压锅制作时通常采用金属板拉伸成型;而原始金属板在生产过程,以及运输过程中会产生凹坑或是裂痕;若直接拉伸成型后再检测出此类缺陷,则会造成资源人工等浪费;其次,锅体在初步成型后需对锅口边缘进行整形;而现有对锅口整形时,主要采用磨削方式;容易产生大量的粉尘;造成车间环境恶劣;严重影响工作人员的身体健康;其次;由于现有的微压锅没有设置密封机构,仅仅通过锁紧手柄将盖体压合在锅体上;因此在长时间烹煮过程中;容易发生溢锅现象;存在安全隐患。
技术实现要素:
3.本发明的目的在于提供防溢出可分类分时炖煮的多层微压锅的制备方法,用以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:
5.防溢出可分类分时炖煮的多层微压锅的制备方法,包括如下步骤:
6.步骤1:取待拉伸锅体冷轧板;进行脱脂;
7.步骤2:对锅体冷轧板的表面性状进行检测;判断锅体冷轧板表面是否有凹坑、裂痕;若不达标则放入回收区;若达标则进入步骤3;
8.步骤3:对锅体冷轧板的厚度进行在线检测;判断锅体冷轧板厚度是否在标准范围内;若不达标则放入回收区;若达标则进入步骤4;
9.步骤4:锅体拉伸成型,将经过步骤3处理后的锅体冷轧板拉伸成微压锅的锅身形状;
10.步骤5:对锅口边缘进行无废屑倒角;
11.步骤6:整牙;使得锅口形成平面状锅牙;并在锅牙上冲压形成密封槽;
12.步骤7:对锅体进行脱脂、抛光、喷砂、清洗、内涂、外涂工序形成成品锅体;
13.步骤8:锅盖拉伸成型;并在盖口形成与锅牙叠合的盖沿;
14.步骤9:在盖沿上冲压形成用于嵌接于密封槽的密封凸起;并进行脱脂、打孔、抛光工序;
15.步骤10:在锅盖上安装充气密封组件;
16.步骤11:在锅盖上安装锁紧件以及放气阀,完成微压锅成品。
17.优选的,步骤2中对锅体冷轧板的表面性状进行检测,包括如下步骤:
18.s1:获取锅体冷轧板图像;将图像转换成灰度图像;取图像中的任意点像素灰度值,以该点为中心向外辐射;将相邻点像素灰度值与该点灰度值做差值比较运算,得到差值为t1;并记录对比数量为y1;若t1≤10;则记录该相邻点灰度值;若t1>10,则舍弃该相邻点灰度值;依此类推;
19.s2:若y1值大于图像像素点的60%时,将记录的各相邻点的灰度值求取平均值,得到标准灰度值;以该标准灰度值形成一与锅体冷轧板图像重合的锅体冷轧板标准灰度图像;将锅体冷轧板标准灰度图像与锅体冷轧板实际灰度图像做“与”运算,得到锅体冷轧板图像中区别于锅体冷轧板标准灰度图像的像素点;其中,当运算后差值绝对值大于10时;判定改点为区别像素点;得出区别像素点后进入步骤s4;
20.s3:若y1值无法达到图像像素点的60%时;则判定该任意点像素为区别像素点;同时判定记录的像素点均为区别像素点;进入步骤s4;
21.s4:由区别像素点的位置以及形状判断锅体冷轧板出现异常的位置以及异常的种类:若区别像素点形成片状结构;则判定该部位为凸起或凹陷;若区别像素点形成线状结构;则判定该部位为裂痕。
22.优选的,步骤3中在线检测锅体冷轧板的厚度的方法,包括如下步骤:
23.a1:将标准锅体冷轧板放置在测量平台上;
24.a2:沿锅体冷轧板输送方向间隔直线设置至少五个测量位;超声波测距装置包括至少10个测量单元;各测量单元分别对应锅体冷轧板上的测量点;各测量单元垂直于锅体冷轧板输送方向设置;将超声波测距装置移动至各测量位上;得到相对应的测量点厚度数据;
25.a3:对步骤a2中每个测量位上测得的数据进行收集并计算平均厚度数据得到平均厚度对照线;
26.a4:将待拉伸锅体冷轧板输送至测量平台上,通过超声波测距装置测得各测量位对应的实际测量点厚度数据;将各组实际测量点厚度数据形成实际厚度曲线;并与平均厚度对照线进行对比;判断实际厚度曲线相对于平均厚度对照线上下波动是否在设定阈值内;若不再设定阈值内时,则判定待拉伸锅体冷轧板厚度异常;将其进行回收;
27.a5:厚度测量正常的待拉伸锅体冷轧板进入下道工序。
28.优选的,超声波测距装置包括设置在测量平台上方两侧上的安装架,两所述安装架的内侧上均设置有滑轨;还包括安装杆,所述安装杆的两侧通过滑块与滑轨连接,所述安装杆的底面上设置有若干所述测量单元;所述安装杆上设置有螺母,所述螺母与丝杆连接,所述丝杆连接伺服电机的输出轴。
29.优选的,步骤5中采用倒角设备对锅口边缘进行无废屑倒角;所述倒角设备包括工作平台,所述工作平台上设置有工件固定座,工件固定座的一侧设置有旋转支撑头,旋转支撑头上设置有锅体端部抵挡台阶,旋转支撑头的上方设置有挤压组件,所述挤压组件包括倾斜设置的挤压轮,所述挤压轮与旋转支撑头之间形成挤压间隙,锅体套接在所述旋转支撑头上,其端部至于挤压间隙中并抵至锅体端部抵挡台阶上,锅体的顶面与挤压轮过盈配合,旋转支撑头连接驱动机构,其中,所述挤压间隙的内径由外之内逐渐减小;旋转支撑头
的相对侧上设置有锅体固定组件。
30.优选的,所述工作平台上设置有滑轨,锅体固定组件滑动连接在所述滑轨上,所述锅体固定组件包括安装板;安装板上设置有第一伺服电机,所述第一伺服电机的输出轴上连接有固定轴,固定轴的前端上设置有柔性固定板;柔性固定板抵至锅体底面上;还包括驱动气缸,所述驱动气缸活塞杆连接安装板,带动所述锅体固定组件在所述滑轨上直线来回运动。
31.优选的,锅体冷轧板采用多层金属板复合成型。
32.优选的,密封凸起上设置有至少一进气孔;充气气囊一体成型有进气管;所述进气管置于所述进气孔中;气泵固定在锅盖上,其出气口通过软管与进气管连接。
33.优选的,气泵的外部设置有壳体,壳体通过螺丝固定在锅盖顶部;密封凸起为向下冲压成型的凸条;凸条顶部呈凹槽结构;凹槽的底壁上设置有所述进气孔。
34.优选的,步骤10中,安装充气密封组件的方法包括如下子步骤:
35.a1:在密封凸起的底部上粘结充气气囊,并将充气气囊的充气口穿过进气孔;
36.a2:将气泵的壳体固定在锅盖顶面上;
37.a3:取软管;用软管将气泵的出气口与充气气囊的充气口连接。
38.与现有技术相比,本发明的有益效果是:
39.本发明提供防溢出可分类分时炖煮的多层微压锅的制备方法,本技术在锅体拉伸成型前,对金属板进行表面性状检测以及在线厚度检测;很好的避免了在锅体成型后出现凹坑和裂痕造成资源人工等浪费,且通过自动化检测可以大大提高生产效率,减少人工成本,其次对锅口边缘进行无废屑倒角,通过挤压实现倒角,不会因此产生大量粉尘;此外;采用充气式气囊密封结构;可以有效的对锅体进行密封;防止溢锅现象发生。
附图说明
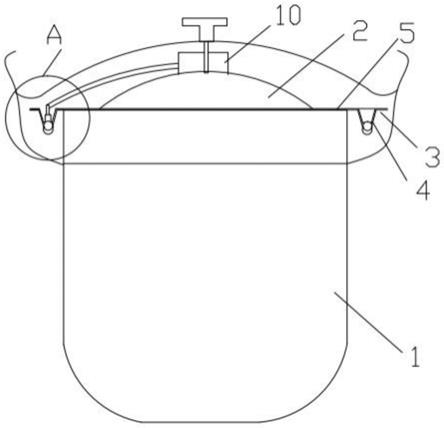
40.图1为本发明的微压锅结构示意图;
41.图2为图1a的放大结构示意图;
42.图3为本发明超声波测距装置结构示意图;
43.图4为图3的另一方向的结构示意图;
44.图5为本发明倒角设备的结构示意图;
45.图6为图5b的放大结构示意图。
具体实施方式
46.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
47.实施例1
48.请参阅图1-6,本发明提供一种技术方案:
49.本实施例的微压锅包括锅体1以及锅盖2;锅体的锅口形成平面状锅牙3;并在锅牙上冲压形成密封槽4;锅盖的盖口形成与锅牙叠合的盖沿5;在盖沿上冲压形成用于嵌接于
密封槽的密封凸起6;密封凸起上设置有至少一进气孔 7;密封凸起的底部上粘结充气气囊12;充气气囊一体成型有进气管8;所述进气管置于所述进气孔中;气泵固定在锅盖上,其出气口通过软管9与进气管连接,气泵的外部设置有壳体10,壳体通过螺丝固定在锅盖顶部;密封凸起为向下冲压成型的凸条;凸条顶部呈凹槽结构;凹槽的底壁上设置有所述进气孔,其具体制备方法如下所述。
50.防溢出可分类分时炖煮的多层微压锅的制备方法,包括如下步骤:
51.步骤1:取待拉伸锅体冷轧板;进行脱脂;清除表面油污;
52.步骤2:对锅体冷轧板的表面性状进行检测;判断锅体冷轧板表面是否有凹坑、裂痕;若不达标则放入回收区;若达标则进入步骤3;
53.步骤3:对锅体冷轧板的厚度进行在线检测;判断锅体冷轧板厚度是否在标准范围内;若不达标则放入回收区;若达标则进入步骤4;
54.步骤4:锅体拉伸成型,将经过步骤3处理后的锅体冷轧板拉伸成微压锅的锅身形状;
55.步骤5:对锅口边缘进行无废屑倒角;
56.步骤6:整牙;使得锅口形成平面状锅牙;并在锅牙上冲压形成密封槽;密封槽为倒梯形结构;且倒梯形结构的底部连通设置有一截面呈圆形的槽体 11;
57.步骤7:对锅体进行脱脂、抛光、喷砂、清洗、内涂、外涂工序形成成品锅体;
58.步骤8:锅盖拉伸成型;并在盖口形成与锅牙叠合的盖沿;
59.步骤9:在盖沿上冲压形成用于嵌接于密封槽的密封凸起;并进行脱脂、打孔、抛光工序;
60.步骤10:在锅盖上安装充气密封组件;具体安装充气密封组件的方法包括如下子步骤:
61.a1:在密封凸起的底部上粘结充气气囊12,并将充气气囊的充气口穿过进气孔;
62.a2:将气泵的壳体固定在锅盖顶面上;
63.a3:取软管;用软管将气泵的出气口与充气气囊的充气口连接。
64.使用时,将锅盖盖设于锅体上;密封凸起嵌合在密封槽内;通过气泵对充气气囊进行充气时;充气气囊膨胀后填充于密封槽底部的槽体中;实现密封。
65.步骤11:在锅盖上安装锁紧件以及放气阀,完成微压锅成品。
66.其中,锁紧件包括与锅体连接的且对称设置在锅体两侧上的卡接柄;以及与锅盖通过螺杆连接的锁紧臂;此结构与现有微压锅结构一致;在此不再赘述;放气阀与现有技术相同;在此不再赘述。
67.其中,步骤2中对锅体冷轧板的表面性状进行检测,包括如下步骤:
68.s1:获取锅体冷轧板图像;将图像转换成灰度图像;取图像中的任意点像素灰度值,以该点为中心向外辐射;将相邻点像素灰度值与该点灰度值做差值比较运算,得到差值为t1;并记录对比数量为y1;若t1≤10;则记录该相邻点灰度值;若t1>10,则舍弃该相邻点灰度值;依此类推;
69.s2:若y1值大于图像像素点的60%时,将记录的各相邻点的灰度值求取平均值,得到标准灰度值;以该标准灰度值形成一与锅体冷轧板图像重合的锅体冷轧板标准灰度图像;将锅体冷轧板标准灰度图像与锅体冷轧板实际灰度图像做“与”运算,得到锅体冷轧板
图像中区别于锅体冷轧板标准灰度图像的像素点;其中,当运算后差值绝对值大于10时;判定改点为区别像素点;得出区别像素点后进入步骤s4;
70.s3:若y1值无法达到图像像素点的60%时;则判定该任意点像素为区别像素点;同时判定记录的像素点均为区别像素点;进入步骤s4;
71.s4:由区别像素点的位置以及形状判断锅体冷轧板出现异常的位置以及异常的种类:若区别像素点形成片状结构;则判定该部位为凸起或凹陷;若区别像素点形成线状结构;则判定该部位为裂痕;以及步骤3中在线检测锅体冷轧板的厚度的方法,包括如下步骤:
72.a1:将标准锅体冷轧板放置在测量平台上;
73.a2:沿锅体冷轧板输送方向间隔直线设置至少五个测量位;超声波测距装置包括至少10个测量单元;各测量单元分别对应锅体冷轧板上的测量点;各测量单元垂直于锅体冷轧板输送方向设置;将超声波测距装置移动至各测量位上;得到相对应的测量点厚度数据;
74.本实施例中,沿锅体冷轧板输送方向间隔直线设置了五个测量位;且超声波测距装置包括10个测量单元;
75.a3:对步骤a2中每个测量位上测得的数据进行收集并计算平均厚度数据得到平均厚度对照线;
76.a4:将待拉伸锅体冷轧板输送至测量平台上,通过超声波测距装置测得各测量位对应的实际测量点厚度数据;将各组实际测量点厚度数据形成实际厚度曲线;并与平均厚度对照线进行对比;判断实际厚度曲线相对于平均厚度对照线上下波动是否在设定阈值内;若不再设定阈值内时,则判定待拉伸锅体冷轧板厚度异常;将其进行回收;
77.a5:厚度测量正常的待拉伸锅体冷轧板进入下道工序。
78.其中,超声波测距装置包括设置在测量平台上方两侧上的安装架114,两所述安装架的内侧上均设置有滑轨115;还包括安装杆116,所述安装杆的两侧通过滑块118与滑轨连接,所述安装杆的底面上设置有若干所述测量单元 117;所述安装杆上设置有螺母,所述螺母119与丝杆110连接,所述丝杆连接伺服电机111的输出轴。
79.步骤5中采用倒角设备对锅口边缘进行无废屑倒角;所述倒角设备包括工作平台1110,所述工作平台上设置有工件固定座1111,工件固定座的一侧设置有旋转支撑头1112,旋转支撑头上设置有锅体端部抵挡台阶1115,旋转支撑头的上方设置有挤压组件,所述挤压组件包括倾斜设置的挤压轮1116,所述挤压轮与旋转支撑头之间形成挤压间隙,锅体套接在所述旋转支撑头上,其端部至于挤压间隙1117中并抵至锅体端部抵挡台阶上,锅体的顶面与挤压轮过盈配合,旋转支撑头连接驱动机构,其中,所述挤压间隙的内径由外之内逐渐减小;旋转支撑头的相对侧上设置有锅体固定组件。
80.具体实施时,旋转支撑头连接在驱动电机的输出轴上,驱动电机壳体上设置一固定板1118,所述固定板上设置有一倾斜的安装槽1119,所述挤压轮通过旋转轴安装于所述安装槽内。且所述工作平台上设置有滑轨1120,锅体固定组件滑动连接在所述滑轨上,所述锅体固定组件包括安装板1121;安装板上设置有第一伺服电机1122,所述第一伺服电机的输出轴上连接有固定轴 1123,固定轴的前端上设置有柔性固定板1124;柔性固定板抵至锅体底面上;还包括驱动气缸,所述驱动气缸活塞杆连接安装板,带动所述锅体固定组件在所述滑轨上直线来回运动。
81.锅体冷轧板采用多层金属板复合成型。可以是304不锈钢-铝-304不锈钢;也可以是其他复合金属板。
82.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1