一种虚焊检测的焊接组件、焊接结构检测虚焊的设备和方法与流程
本技术涉及焊接,尤其涉及一种虚焊检测的焊接组件、焊接结构、检测虚焊的设备和方法。
背景技术:
1、焊接,也称作熔接,是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。熔焊是焊接中重要一种,其是通过加热待接合的工件使之局部熔化形成熔池,当熔池冷却凝固后便将材料接合,熔焊在必要时可加入熔填物进行辅助,它适合于各种金属和合金的焊接加工。
2、目前,现有的焊接方法往往存在焊接熔深难以控制问题,焊接熔深过大会导致焊接件之一直接烧穿,焊接熔深过小会导致两个焊接件可能存在虚焊现象,影响两者之间的电导率,导致焊接后得到的焊接组件使用性能下降。
技术实现思路
1、为此,需要提供一种虚焊检测的焊接组件、焊接结构、检测虚焊的设备和方法,用以解决现有的焊接方法存在熔深难以控制、无法检测到焊接件之间存在虚焊现象的技术问题。
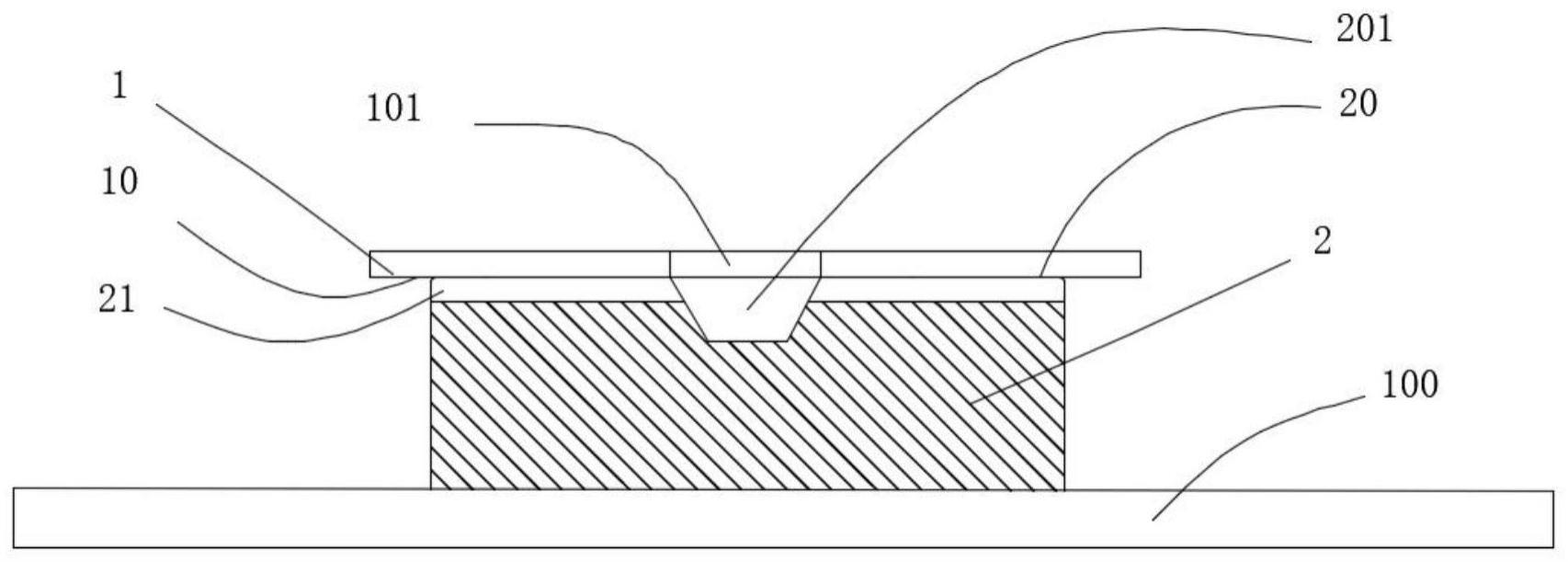
2、在第一方面,本技术提供了一种虚焊检测的焊接组件,包括:第一焊接件,具有第一焊接面,第一焊接面上设有贯穿第一焊接件的检测通孔;第二焊接件,具有第二焊接面,第二焊接面与第一焊接面焊接适配,第二焊接面上开设有检测口,检测口的位置与检测通孔的位置相对应;第二焊接件还设有检测槽和/或检测通道,检测槽和/或检测通道自检测口延伸至第二焊接件的边缘,检测槽开设于第二焊接面上,检测通道设置于第二焊接件内部,并与检测口连通。
3、上述技术方案通过在第二焊接件的第二焊接面上开设检测槽或者在第二焊接件内部设置检测通道,并在第二焊接件上设置检测口,检测口的位置与检测通孔的位置相对应,在熔焊过程中,第一焊接件形成的熔池会进入到检测槽和/或检测通道中,如果检测槽和/或检测通道沿截面方向完全被熔池堵住,说明第一焊接件和第二焊接件之间的熔深达到预定要求,第一焊接件和第二焊接件焊接合格;反之,如果此时检测槽和/或检测通道沿截面方向未被熔池完全堵住,说明第一焊接件和第二焊接件之间的熔深没有达到预定要求,第一焊接件和第二焊接件存在虚焊现象。由于检测槽和/或检测通道自检测口延伸至第二焊接件的边缘,因而可以通过将密封性检测设备与检测口建立连接,实现当前检测槽和/或检测通道沿截面方向是否被熔池完全堵住的判断,进而根据熔焊后检测槽和/或检测通道的密封性检测结果判断第一焊接件和第二焊接件之间是否存在虚焊现象,即判断出当前熔深是否达到检测槽的槽深或者检测通道距第二焊接面的深度要求。
4、作为本技术的一种实施方式,检测槽和/或检测通道的数量为2条以上。通常,第一焊接件和第二焊接件之间是多点进行焊接的,因而在虚焊检测时需要尽可能覆盖到两者焊接区域中的各个位置,通过设置2条以上的检测槽和/或检测通道,这样就可以对第一焊接件和第二焊接件焊接后的焊接区域上的多个位置进行虚焊检测,提高第一焊接件和第二焊接件之间虚焊检测的覆盖广度,进而提升第一焊接件和第二焊接件之间是否存在虚焊检测的准确性。
5、作为本技术的一种实施方式,检测槽和/或检测通道以放射状设置,检测口位于放射状的放射中心处。通常,第一焊接件和第二焊接件之间的焊缝呈环状,在焊接完成后的虚焊检测时,通过判断各个检测槽和/或检测通道的密封性就可以判断出各个检测槽和/或检测通道是否已被熔池完全堵住,若各个检测槽和/或检测通道都已被熔池完全堵住,就可以推断出第一焊接件和第二焊接件之间焊接合格,否则就说明第一焊接件和第二焊接件之间的焊接区域上至少某个位置存在着虚焊现象。通过将检测槽和/或检测通道以放射状设置,并将检测口设置于放射状的放射中心处,可以使得虚焊检测的判断尽可能覆盖到第一焊接件和第二焊接件之间的所有焊接区域,提升虚焊检测判断的精准性。
6、作为本技术的一种实施方式,检测槽的槽深为0.2-2.0mm。在实际生产加工过程中,对于第一焊接件和第二焊接件焊接后的熔深往往有一定要求,通过将检测槽的槽深设置为0.2-2.0mm,可以保证熔深达到0.2-2.0mm时,熔池才会完全将检测槽堵住,即只有熔深达到0.2-2.0mm时,在第一焊接件和第二焊接件焊接后检测槽的密封性才良好,即第一焊接件和第二焊接件之间焊接合格,从而在避免第一焊接件和第二焊接件虚焊的同时,对于第一焊接件和第二焊接件的焊接熔深要求相对较小时,可以通过检测槽的槽深的深浅实现对焊接熔深的有效控制,满足实际生产过程的需要。
7、作为本技术的一种实施方式,检测通道距第二焊接面的深度为3-5mm。在实际生产加工过程中,对于不同的第一焊接件和第二焊接件之间往往存在着不同的熔深要求,通过将检测通道距第二焊接面的深度设置为3-5mm,可以保证熔深达到3-5mm时,熔池才会完全将检测通道堵住,即只有熔深达到3-5mm时,在第一焊接件和第二焊接件焊接后检测通道的密封性才良好,即第一焊接件和第二焊接件之间焊接合格,从而在避免第一焊接件和第二焊接件虚焊的同时,对于第一焊接件和第二焊接件的焊接熔深相对较大时,可以通过检测通道距第二焊接面的深度的大小实现对焊接熔深的有效控制,满足实际生产过程的需要。
8、作为本技术的一种实施方式,第一焊接件为电极连接片,第二焊接件为电芯极柱。在电池生产加工领域,需要将电极连接片焊接在电芯顶盖的电芯极柱上,以实现电芯与外界组件的导电连接。如果电极连接片与电芯极柱之间的焊接熔深不够,将影响到电芯后续的使用性能,本技术通过在电芯极柱的第二焊接面上开设检测槽或者在第二焊接件内部设置检测通道,以及在电芯极柱上设置与电极连接片上的检测通孔位置相对应的检测口,在熔焊完成后,对检测槽和/或检测通道的密封性进行判断就可以判断出电极连接片和电芯极柱之间是否存在着虚焊现象,若存在虚焊现象则可以进一步对焊接后的电极连接片和电芯极柱进行处理,以提升产品良率。
9、在第二方面,本技术提供了一种焊接结构,包括:第一焊接件,具有第一焊接面,第一焊接面上设有贯穿第一焊接件的检测通孔;第二焊接件,具有第二焊接面,第二焊接面与第一焊接面焊接连接,第二焊接面上开设有检测口,检测口的位置与检测通孔的位置相对应,第二焊接件还设有检测槽和/或检测通道,检测槽和/或检测通道自检测口延伸至第二焊接件的边缘,检测槽开设于第二焊接面上,检测通道设置于第二焊接件内部,并与检测口连通;部分或全部的检测槽和/或检测通道被焊接产生的熔池所堵塞。
10、在实际生产加工过程中,第一焊接件和第二焊接件往往是在焊接完成后进行再加工或使用的,而如何及时检测出焊接完成后的第一焊接件和第二焊接件之间是否存在虚焊现象一直是个难题。本实施例中的焊接结构与本技术第一方面的虚焊检测的焊接组件的区别在于:焊接结构是指第一焊接件和第二焊接件在完成焊接后形成的结构,其表现为第二焊接件上的部分或全部的检测槽和/或检测通道被焊接产生的熔池所堵塞。当第二焊接件上的全部的检测槽和/或检测通道被焊接产生的熔池所堵塞,说明焊接结构的第二焊接件上的全部的检测槽和/或检测通道密封性良好,即焊接结构中的第一焊接件和第二焊接件焊接合格;当第二焊接件上的部分的检测槽和/或检测通道被焊接产生的熔池所堵塞,说明焊接结构的第二焊接件上的部分的检测槽和/或检测通道密封性良好,即焊接结构中的第一焊接件和第二焊接件在该部分检测槽和/或检测通道所在的焊接区域密封性良好,第一焊接件和第二焊接件在该部分区域焊接合格,不存在虚焊现象。
11、作为本技术的一种实施方式,检测槽和/或检测通道的数量为2条以上。通常,第一焊接件和第二焊接件之间是多点进行焊接的,因而在虚焊检测时需要尽可能覆盖到两者焊接区域中的各个位置,通过设置2条以上的检测槽和/或检测通道,这样就可以尽可能保证在焊接结构中,第一焊接件和第二焊接件之间的焊接熔深在焊接区域的多个位置都达到了预定要求,即存在2条以上的检测槽和/或检测通道被熔池所堵塞。
12、作为本技术的一种实施方式,检测槽和/或检测通道以放射状设置,检测口位于放射状的放射中心处。通常,在焊接结构中,第一焊接件和第二焊接件之间的焊缝呈环状,通过将检测槽和/或检测通道以放射状设置,并将检测口设置于放射状的放射中心处,可以使得焊接结构中第二焊接件上尽可能多的检测槽和/或检测通道被熔池所堵塞,从而有效减少焊接得到的焊接结构存在的虚焊现象。
13、作为本技术的一种实施方式,检测槽的槽深为0.2-2.0mm。在实际生产加工过程中,对于焊接结构中第一焊接件和第二焊接件之间的熔深往往有一定要求,通过将检测槽的槽深设置为0.2-2.0mm,可以保证焊接结构中第一焊接件和第二焊接件之间的熔深至少达到0.2-2.0mm时,熔池才会将部分或全部检测槽完全堵住,即只有第一焊接件和第二焊接件的熔深达到0.2-2.0mm时,焊接结构中第二焊接件上的检测槽在密封性检测时才是良好的,对于第一焊接件和第二焊接件的焊接熔深要求相对较小时,可以通过设置检测槽的槽深的深浅实现对焊接结构中第一焊接件和第二焊接件之间的焊接熔深的有效控制,当第一焊接件和第二焊接件之间由于焊接熔深达不到预定要求,即焊接过程的熔池没有将检测槽完全堵住,可以通过对与检测槽连接的检测通孔的密封性检测来判断焊接结构是否存在虚焊。
14、作为本技术的一种实施方式,检测通道距第二焊接面的深度为3-5mm。在实际生产加工过程中,对于焊接结构中第一焊接件和第二焊接件之间的熔深往往有一定要求,通过将检测通道的槽深设置为3-5mm,可以保证焊接结构中第一焊接件和第二焊接件之间的熔深至少达到3-5mm时,熔池才会将部分或全部检测通道完全堵住,即只有第一焊接件和第二焊接件的熔深达到3-5mm时,焊接结构中第二焊接件上的检测通道在密封性检测时才是良好的,对于第一焊接件和第二焊接件的焊接熔深要求相对较大时,可以通过设置检测通道距离第二焊接面的槽深的深浅实现对焊接结构中第一焊接件和第二焊接件之间的焊接熔深的有效控制,当第一焊接件和第二焊接件之间由于焊接熔深达不到预定要求,即焊接过程的熔池没有将检测通道完全堵住,可以通过对与检测通道连接的检测通孔的密封性检测来判断焊接结构是否存在虚焊。
15、作为本技术的一种实施方式,第一焊接件为电极连接片,第二焊接件为电芯极柱。在电池生产加工领域,需要将电极连接片焊接在电芯顶盖的电芯极柱上,以实现电芯与外界组件的导电连接。如果电极连接片与电芯极柱之间的焊接熔深不够,将影响到电芯后续的使用性能,本技术通过在电芯极柱的第二焊接面上开设检测槽或者在第二焊接件内部设置检测通道,以及在电芯极柱上设置与电极连接片上的检测通孔位置相对应的检测口,在熔焊完成的焊接结构中,部分或全部的检测槽和/或检测通道被焊接产生的熔池所堵塞,当焊接结构中的第一焊接件与第二焊接件焊接没有达到预定要求时,能够通过对与检测槽和/或检测通道连接的检测通孔的密封性检测进行判断,进而筛选出存在虚焊的焊接结构进行处理,以提升了产品良率。
16、在第三方面,本技术提供了一种检测虚焊的设备,设备包括:正压发生装置或负压发生装置;检测管道,检测管道的一端与正压发生装置或负压发生装置连通;检测头,检测头与检测管道的另一端连通,检测头具有与焊接件表面检测通孔气密连接的连接结构;气压检测器,气压检测器与检测管道连通,用于检测气压。
17、在使用检测虚焊的设备时,可以先将检测头与检测通孔密连接,而后开启正压发生装置或负压发生装置,正压发生装置或负压发生装置通过检测管道向检测通孔内提供正压或负压,如果第一焊接件和第二焊接件在焊接完成后焊接合格,即检测槽和/或检测通道完全被熔池所堵塞,在检测过程中,流体将不会自检测口从检测槽和/或检测通道流出外界或者不会自外界通过检测槽和/或检测通道流入检测口,此时气压检测器检测到的检测管道内的气压短时间内将不会发生大的变化;反之,如果第一焊接件和第二焊接件在焊接完成后存在虚焊现象,即检测槽和/或检测通道并没有完全被熔池所堵塞,在检测过程中,流体将会自检测口从检测槽和/或检测通道流出外界或者自外界通过检测槽和/或检测通道流入检测口,此时气压检测器检测到的检测管道内的气压将会在短时间内发生较大变化,通过判断气压检测器检测到的气压变化值就可以判断出第一焊接件和第二焊接件在焊接完成后是否存在虚焊现象,而后可以筛选出存在虚焊的焊接结构进行处理,以提升产品良率。
18、在第四方面,本技术提供了一种检测虚焊的方法,包括以下步骤:将第一焊接件的第一焊接面与第二焊接件的第二焊接面进行焊接,第一焊接面上设有贯穿第一焊接件的检测通孔,第二焊接面上开设有检测口,检测口的位置与检测通孔的位置相对应,第二焊接件还设有检测槽和/或检测通道,检测槽和/或检测通道自检测口延伸至第二焊接件的边缘,检测槽开设于第二焊接面上,检测通道设置于第二焊接件内部,并与检测口连通;对检测通孔检测密封性,以判断是否存在虚焊。通过上述检测虚焊的方法,能够判断出第一焊接件和第二焊接件在焊接完成后是否存在虚焊现象,而后可以筛选出存在虚焊的焊接结构进行处理,以提升产品良率。
19、作为本技术的一种实施方式,对检测通孔检测密封性,具体包括:对检测通孔施加正压或负压,以检测其密封性。当对检测通孔施加正压时,第一焊接件和第二焊接件在焊接完成后如果存在虚焊现象,即检测槽和/或检测通道并没有完全被熔池所堵塞,流体将会自检测通孔从检测槽和/或检测通道流出第二焊接件的边缘,通过对检测通孔的密封性进行检测就可以判断第一焊接件和第二焊接件在焊接后是否存在虚焊现象。当对检测通孔施加负压时,第一焊接件和第二焊接件在焊接完成后如果存在虚焊现象,即检测槽和/或检测通道并没有完全被熔池所堵塞,流体将会自第二焊接件的边缘通过检测槽和/或检测通道流入检测通孔,通过对检测通孔的密封性进行检测就可以判断第一焊接件和第二焊接件在焊接后是否存在虚焊现象。
20、作为本技术的一种实施方式,对检测通孔施加正压或负压,以检测其密封性具体包括:通过一个密闭流体体系对检测通孔施加正压或负压后停止继续改变压力,然后在预设的时间内观察密闭流体体系的压强变化,若在预设的时间密闭流体体系的压强变化小于预设值,则判断为焊接合格,反则判断为存在虚焊。通过将预设的时间密闭流体体系的压强变化与预设值进行比较,可以精准实现对检测通孔的密封性进行判断,以判断是否存在虚焊现象,而后可以筛选出存在虚焊的焊接结构进行处理,以提升产品良率。
21、作为本技术的一种实施方式,以气体或液体为介质,对检测通孔检测密封性。如果焊接合格,熔池完全将检测槽和/或检测通道堵住,此时气体或液体的流动路径被熔池阻断,检测槽和/或检测通道在预定时间内不会发生大的变化,说明检测通孔密封性良好;如果存在虚焊,熔池并未完全将检测槽和/或检测通道堵住,气体或液体将通过检测槽和/或检测通道流出第二焊接件的边缘,检测槽和/或检测通道在预定时间内将发生较大变化,说明检测通孔密封性差。通过通入气体或滴入液体的方式,可以实现对检测通孔检测密封性的精准检测,提升是否存在虚焊判断的准确性。
22、上述说明仅是本技术技术方案的概述,为了能够更清楚了解本技术的技术手段,而可依照说明书的内容予以实施,并且为了让本技术的上述和其它目的、特征和优点能够更明显易懂,以下特举本技术的具体实施方式。
- 还没有人留言评论。精彩留言会获得点赞!