锚索自动缠绕设备及锚索自动缠绕方法与流程
1.本发明涉及锚索生产技术领域,尤其是涉及锚索自动缠绕设备及锚索自动缠绕方法。
背景技术:
2.锚索是岩土体加固的杆件体系结构,通过锚索的纵向拉力作用来克服岩土体抗拉能力。在将锚索进行特殊环境巷道运输时,直线状的锚索运输不够方便。
技术实现要素:
3.针对现在技术的缺陷与不足,本发明实施例提出一种能够自动化缠绕锚索的设备及锚索自动缠绕方法。所述技术方案如下:
4.本发明提出一种锚索自动缠绕设备,包括导向机构、锚索输送机构、牵引机构及缠锚索机构;
5.所述导向机构具有导向轨迹;
6.所述锚索输送机构用于输送锚索前端进入导向轨迹,并输送所述锚索绕导向轨迹成型;
7.所述牵引机构包括牵引夹具,当所述锚索输送机构输送锚索末端脱离锚索输送机构时,所述牵引夹具夹紧锚索并牵引所述锚索转动,以使锚索末端进一步靠近导向轨迹;
8.所述缠锚索机构包括第一缠锚索装置与第二缠锚索装置,所述第一缠锚索装置用于将锚索一端逆时针缠于与其临近的锚索表面,所述第二缠锚索装置用于同时将锚索另一端顺时针缠于与其临近的锚索表面。
9.作为上述技术方案的优选,所述第一缠锚索装置包括逆时针缠锚索齿轮,所述逆时针缠锚索齿轮周边具有一延伸至所述逆时针缠锚索齿轮中心的开口,所述逆时针缠锚索齿轮中心在导向机构的导向轨迹上,以使锚索沿导向轨迹进入时能够穿入逆时针缠锚索齿轮中心,所述逆时针缠锚索齿轮能够逆时针方向转动,以使穿入逆时针缠锚索齿轮中心的至少两根锚索在逆时针缠锚索齿轮中心的夹持下逆时针方向相缠;
10.所述第二缠锚索装置包括顺时针缠锚索齿轮,所述顺时针缠锚索齿轮周边具有一延伸至所述顺时针缠锚索齿轮中心的开口,所述顺时针缠锚索齿轮中心在导向机构的导向轨迹上,以使锚索沿导向轨迹进入时能够穿入顺时针缠锚索齿轮中心,所述顺时针缠锚索齿轮能够顺时针方向转动,以使穿入顺时针缠锚索齿轮中心的至少两根锚索在顺时针缠锚索齿轮中心的夹持下顺时针方向相缠。
11.作为上述技术方案的优选,所述导向机构包括能够相互靠近/远离的导向前定位装置与导向后定位装置,所述第一缠锚索装置与第二缠锚索装置分别位于导向前定位装置与导向后定位装置之间的两个衔接部分上,所述导向前定位装置与导向后定位装置分别具有弧形的导向轨迹,所述导向前定位装置与导向后定位装置靠近/远离以使导向轨迹形成对应的产品规格尺寸。
12.作为上述技术方案的优选,所述导向轨迹包括若干个导向轮,所述若干个导向轮内圆周形成导向轨迹。
13.作为上述技术方案的优选,所述导向前定位装置与导向后定位装置之间两个衔接部分分别设置前导向衔接轨道与后导向衔接轨道;
14.所述前导向衔接轨道能够使一根锚索通过,所述后导向衔接轨道能够使两根锚索通过,当缠锚索机构对锚索进行缠绕前,所述前导向衔接轨道与后导向衔接轨道同时打开。
15.作为上述技术方案的优选,所述牵引机构还包括能够转动的牵引支架,所述第一缠锚索装置与第二缠锚索装置分别设置于牵引支架上,所述牵引夹具为两个且分别设置于第一缠锚索装置与第二缠锚索装置一侧的牵引支架上。
16.作为上述技术方案的优选,所述锚索输送机构包括上下设置的两输送压轮,所述输送压轮之间的压紧部分前后分别设置有导向管。
17.作为上述技术方案的优选,所述第一缠锚索装置与第二缠锚索装置一侧分别设置有锚索脱离机构,所述锚索脱离机构用于推动缠绕后的锚索脱离第一缠锚索装置与第二缠锚索装置。
18.作为上述技术方案的优选,所述逆时针缠锚索齿轮与顺时针缠锚索齿轮中心分别设置有夹具。
19.一种锚索自动缠绕方法,包括如下工艺步骤:
20.(1)、设置导向轨迹;
21.(2)、输送锚索前端进入导向轨迹,并输送所述锚索绕导向轨迹成型;
22.(3)、当锚索输送结束后,通过牵引夹具夹紧锚索并牵引所述锚索转动,以使锚索末端进一步靠近导向轨迹;
23.(4)、将锚索一端逆时针缠于与其临近的锚索表面,同时将锚索另一端顺时针缠于与其临近的锚索表面。
24.本发明提出一种锚索自动缠绕设备及锚索自动缠绕方法,能够完成锚索的自动化缠绕,生产效率高,质量稳定。其中双输送压轮对压入料技术,增加扭力与摩擦力,能够使高强度的物料入料顺畅;可调式导向机构能够加工多种规格产品;离心式缠绕技术,能够使缠绕圈数可控化;采用开口式缠锚索齿轮,能够使加工后的产品轻松脱离。
附图说明
25.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
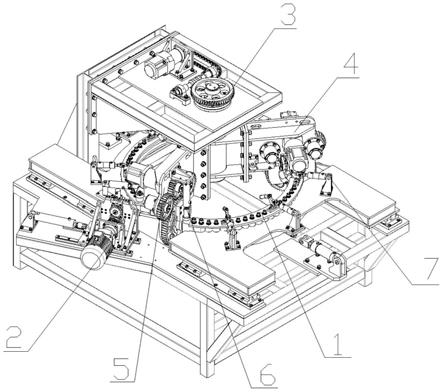
26.图1是本发明实施例中提供的锚索自动缠绕设备结构示意图;
27.图2是本发明实施例中提供的导向机构结构示意图;
28.图3是本发明实施例中提供的锚索输送机构结构示意图;
29.图4是图3的侧视图;
30.图5是本发明实施例中提供的牵引机构结构示意图;
31.图6是本发明实施例中提供的缠锚索机构结构示意图;
32.图7是图6的侧视图;
33.图8是本发明实施例中提供的缠锚索机构的缠锚索齿轮结构示意图;
34.图9是本发明实施例中提供的前导向衔接轨道与后导向衔接轨道打开状态示意图;
35.图10是锚索缠绕后示意图。
具体实施方式
36.为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明实施方式作进一步地详细描述。
37.本发明实施例提出一种锚索自动缠绕方法,包括如下工艺步骤:
38.(1)、设置类似螺旋状的导向轨迹;
39.(2)、输送锚索前端进入导向轨迹,并输送所述锚索绕导向轨迹成型;
40.(3)、当锚索输送结束后,通过牵引夹具夹紧锚索并牵引所述锚索转动,以使锚索末端进一步靠近导向轨迹;
41.(4)、将锚索一端逆时针缠于与其临近的锚索表面,将锚索另一端同时顺时针缠于与其临近的锚索表面。
42.针对上述锚索自动缠绕方法,本发明实施例提出一种锚索自动缠绕设备,包括导向机构1、锚索输送机构2、牵引机构3及缠锚索机构;
43.所述导向机构1具有类似螺旋状的导向轨迹,所述导向轨迹内侧具有挡料滚轮7;
44.所述锚索输送机构2用于输送锚索前端进入导向轨迹,并输送所述锚索绕导向轨迹成型,以通过导向轨迹的导向力使直线状的锚索形成类似螺旋的圆圈状;
45.所述牵引机构3包括牵引夹具3-2,当所述锚索输送机构输送锚索末端脱离锚索输送机构时,所述牵引夹具夹紧形成类似螺旋状的锚索并牵引所述锚索转动,以使锚索末端进一步靠近导向轨迹;
46.所述缠锚索机构包括第一缠锚索装置5与第二缠锚索装置4,如图10所示,所述第一缠锚索装置与第二缠锚索装置分别用于将锚索7两端部分7-1、7-2分别同时逆时针与顺时针缠于与其临近的锚索表面。
47.所述第一缠锚索装置包括逆时针缠锚索齿轮,所述逆时针缠锚索齿轮周边具有一延伸至所述逆时针缠锚索齿轮中心的开口,所述逆时针缠锚索齿轮中心在导向机构的导向轨迹上,以使锚索沿导向轨迹进入时能够穿入逆时针缠锚索齿轮中心,所述逆时针缠锚索齿轮能够360
°
逆时针方向转动,以使穿入逆时针缠锚索齿轮中心的至少两根锚索在逆时针缠锚索齿轮中心的夹持下逆时针方向相缠;
48.所述第二缠锚索装置包括顺时针缠锚索齿轮4-1,所述顺时针缠锚索齿轮周边具有一延伸至所述顺时针缠锚索齿轮中心的开口4-1-1,所述顺时针缠锚索齿轮中心在导向机构的导向轨迹上,以使锚索沿导向轨迹进入时能够穿入顺时针缠锚索齿轮中心,所述顺时针缠锚索齿轮能够360
°
顺时针方向转动,以使穿入顺时针缠锚索齿轮中心的至少两根锚索在顺时针缠锚索齿轮中心的夹持下顺时针方向相缠。
49.所述逆时针缠锚索齿轮与顺时针缠锚索齿轮驱动部分相同,在此只介绍顺时针缠锚索齿轮的驱动部分,所述顺时针缠锚索齿轮连接两个过渡齿轮4-2,所述两个过渡齿轮连
接驱动齿轮4-3,所述驱动齿轮连接驱动电机4-6,所述逆时针缠锚索齿轮与顺时针缠锚索齿轮中心分别设置有夹具4-4,缠锚索齿轮转动时所述夹具4-4夹紧进入缠锚索齿轮中心的锚索,以使锚索沿缠锚索齿轮转动,形成至少两根锚索相缠的目的。
50.所述导向机构包括能够相互靠近/远离的导向前定位装置1-2与导向后定位装置1-3,所述导向前定位装置1-2与导向后定位装置1-3分别连接气缸以推动其移动,所述导向前定位装置与导向后定位装置分别具有弧形的导向轨迹,所述导向前定位装置与导向后定位装置靠近/远离以使导向轨迹形成对应的产品规格尺寸,所述第一缠锚索装置与第二缠锚索装置分别位于导向前定位装置与导向后定位装置之间的两个衔接部分上。所述导向轨迹可以由包括若干个导向轮1-1构成或由弧形的导轨构成。
51.所述导向前定位装置与导向后定位装置之间两个衔接部分分别设置前导向衔接轨道1-4与后导向衔接轨道1-5;
52.所述前导向衔接轨道能够使一根锚索通过,所述后导向衔接轨道能够使两根锚索通过。这样锚索从前导向衔接轨道一侧的导向轨迹进入后,锚索沿轨迹一周形成类似圆形,再通过前导向衔接轨道向下移动使锚索整体成类似螺旋状。当缠锚索机构对锚索进行缠绕前,所述前导向衔接轨道与后导向衔接轨道同时打开以使锚索相缠时缠锚索齿轮具有足够的转动空间。
53.所述牵引机构还包能够转动的牵引支架3-1,所述牵引支架3-1通过驱动部3-3驱动其转动,所述第一缠锚索装置与第二缠锚索装置分别设置于牵引支架上,所述牵引夹具3-2为两个且分别设置于第一缠锚索装置与第二缠锚索装置一侧的牵引支架上,以使牵引夹具3-2夹持的夹持点分别位于导向前定位装置与导向后定位装置之间的两个衔接部分上。
54.所述锚索输送机构包括上下设置的两输送压轮2-1,所述输送压轮之间的压紧部分前后分别设置有导向管2-2。
55.所述第一缠锚索装置与第二缠锚索装置一侧分别设置有锚索脱离机构6,所述锚索脱离机构用于推动缠绕后的锚索脱离第一缠锚索装置与第二缠锚索装置,所述锚索脱离机构6可以为推动气缸。
56.本发明提出一种锚索自动缠绕设备及锚索自动缠绕方法,能够完成锚索的自动化缠绕,生产效率高,质量稳定。其中双输送压轮对压入料技术,增加扭力与摩擦力,能够使高强度的物料入料顺畅;可调式导向机构能够加工多种规格产品;离心式缠绕技术,能够使缠绕圈数可控化;采用开口式缠锚索齿轮,能够使加工后的产品轻松脱离。
57.最后应说明的是:以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1