一种制作防松螺母的方法及产品与流程
[0001][0002]
涉及螺母防松领域。
背景技术:
[0003]
常见的机械防松有双螺母、双垫圈防松、非金属锁紧防松螺母、割槽锁紧螺母、螺纹牙型防松螺母、全金属锁紧防松螺母、凹凸锁紧螺母。全金属锁紧防松螺母是使用大吨位的压力机,使螺纹多点向内压缩缩颈防松,受大吨位的压力装置和压力的控制等影响难以普遍使用,现介绍一种技术含量低,易于制作的制作防松螺母的方法。
技术实现要素:
[0004]
全金属锁紧防松螺母锁紧原理为:通过模具冲压,使螺母的螺纹有2-3牙产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径,螺母拧紧后螺纹之间的摩擦力远大于普通螺纹,可以起到有效的防松作用是人所共知的。要得到螺母的螺纹有2-3牙产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径,其实用不着使用压力机也能够得到螺母的螺纹有2-3牙内径略小于螺栓螺纹外径,使用丝锥也能够得到以上的结果。
[0005]
一种制作使螺纹牙产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的防松螺母的方法,需要螺母坯和丝锥,所述螺母坯是冷镦热锻没有螺纹带孔的螺母,所述丝锥锥是切削锥角度小或中等的丝锥。
[0006]
制作螺纹产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的防松螺母的方法顺序是:(1)固定螺母坯,(2)使用丝锥攻丝,丝锥切削部分未全部攻出头时退回,螺母拧紧后螺纹之间的摩擦力远大于普通螺纹,可以起到有效的防松作用。
[0007]
或制作螺纹产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的防松螺母的方法,需要螺母坯、头锥和二锥,所述螺母坯是冷镦热锻没有螺纹带孔的螺母,所述头锥是相同螺距丝锥小径小于标准螺栓小径的丝锥。所述二锥是相同螺距标准切削锥角度大的丝锥。
[0008]
上述制作螺纹产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的防松螺母的方法顺序是:(1)固定螺母坯,(2)使用头锥攻丝,头锥切削部分全部攻出头到达校准部分时退回,(3)使用二锥攻丝,二锥切削部分未全部攻出头时退回,螺母拧紧后螺纹之间的摩擦力远大于普通螺纹,可以起到有效的防松作用。
[0009]
或制作螺纹产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的防松螺母的方法,需要螺母坯、头锥、二锥和三锥,所述螺母坯是冷镦热锻没有螺纹带孔的螺母,所述头锥是相同螺距丝锥小径小于标准螺栓小径的丝锥,所述二锥是相同螺距标准切削锥角度小的丝锥,所述三锥是相同螺距标准切削锥角度大的丝锥。
[0010]
上述制作螺纹产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的防松螺母的方法顺序是:(1)固定螺母坯,(2)使用头锥攻丝,头锥切削部分全部攻出头到达校准部分时
退回,(3)使用二锥攻丝,二锥切削部分不全部攻出头后退回,(4)使用三锥攻丝,三锥切削部分车削二锥的一部分时退回,螺母拧紧后螺纹之间的摩擦力远大于普通螺纹,可以起到有效的防松作用。
[0011]
上述制作防松螺母的方法制作的螺母和全金属锁紧防松螺母都存在一个共同的缺点,那就是螺母螺纹内径略小于螺栓螺纹外径,出现螺母的螺纹压迫螺栓的螺纹致使螺栓螺纹受力压缩变细,螺母拆卸后不能够复原的现象,致使防松螺母经过重复拆卸后防松效果减弱,甚至于经过多次重复拆卸而失去防松功能,但是更换新螺栓以后,使之防松功能得以提高,即使失去防松功能的螺母,同样具有一定的防松功能,那是因为螺母螺纹和螺栓螺纹同时受到压缩缩短,经拆卸后缩短无法复原,所以更换新螺栓以后,新螺栓螺纹没有被压缩,而具有防松功能。
[0012]
而凹凸锁紧螺母比较常用如:手动丝锥扳手锁紧、伸缩杆锁紧等利用凹螺母的锁紧的压力使材质弹性比较大或凸螺母的凸比较长或材质刚性弱径向收缩压迫螺栓防松,而机械螺母受长度较短、刚性强和公差的影响,凸螺母的反弹性致使径向收缩压迫螺栓防松的力减弱甚至于失效的弱点。膨胀螺栓是防松的典范,只是膨胀是向外膨胀,而螺栓需要向内压缩,无法在机械防松螺母中使用,现使用全金属锁紧防松螺母的螺纹进行径向切割或本技术记载的螺纹进行径向切割与凹凸锁紧螺母组合,得到膨胀是向外膨胀,而膨胀的反弹力向内压迫螺栓防止松动,解决凹凸锁紧螺母和全金属锁紧防松螺母的弱点。
[0013]
一种制作螺纹产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的凹凸螺母组合锁紧防松螺母的方法,需要凹螺母、凸螺母坯、切割机、丝锥和/或压力机,
[0014]
所述凹螺母是在标准螺纹的螺母的一侧车削或冷镦或热锻形成的圆锥凹螺母,圆锥凹螺母又有正心圆锥凹螺母和偏心圆锥凹螺母之分,正心圆锥凹螺母与偏心凸螺母配合,偏心圆锥凹螺母与正心凸螺母配合。
[0015]
所述凸螺母坯是冷镦热锻没有螺纹带孔的一侧车削或冷镦或热锻形成的圆锥凸螺母,圆锥凸螺母又有正心圆锥凸螺母和偏心圆锥凸螺母之分(可以直接冷镦或热锻形成的带有多缝隙的圆锥凸螺母,省去切割机切割缝隙的工序),正心圆锥凸螺母与偏心凹螺母配合,偏心凸圆锥螺母与正心凹螺母配合。
[0016]
上述制作螺纹产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的凹凸锁紧防松螺母的方法顺序一是:(1)固定凸螺母坯。(2)使用丝锥从凸螺母坯没有凸的一端攻丝,丝锥切削部分不全部攻出头后退回,或者再使用头锥攻丝,头锥切削部分全部攻出头到达校准部分后退回,随后使用二锥攻丝,二锥切削部分不全部攻出头后退回,或者使用头锥攻丝,头锥切削部分全部攻出头到达校准部分后退回,随后使用二锥攻丝,二锥切削部分不全部攻出头后退回,紧跟着使用三锥攻丝,三锥切削部分车削二锥一部分后退回。(3)将凸螺母坯翻转,使用切割机在凸螺母的凸上径向割多个缝隙。(4)将凸螺母没有凸的一端朝向螺栓上的工件安装凸螺母,凸螺母凸端的螺纹内径略小于螺栓螺纹外径,阻止凸螺母前行,因为凸螺母凸被径向切割为多段,所以转动的驱动力致使凸螺母凸膨胀开花,膨胀的径向反弹力压迫螺栓防松,减少了径向压缩力凸螺母拆卸后能够复原重复使用。(5)将凹螺母有凹的一端朝向凸螺母安装凹螺母,凸螺母的开花凸阻止凹螺母前行,转动的驱动力致使凹螺母凹压迫凸螺母的开花凸,凸螺母凸膨胀开花的径向反弹力和凹螺母凹压迫力压迫螺栓防松。
[0017]
上述制作螺纹产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径的凹凸锁紧防松螺母的方法顺序二是:(1)固定凸螺母坯。(2)使用丝锥从凸螺母坯没有凸的一端攻丝,丝锥切削部分全部攻出头到达校准部分后退回。(3)使用压力机对凸螺母凸的一点至多点冲压,使螺母的螺纹有2-3牙产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径。(4)使用切割机在凸螺母的凸上避开冲压点径向割多个缝隙。(5)将凸螺母没有凸的一端朝向螺栓上的工件安装凸螺母,凸螺母凸端的螺纹内径略小于螺栓螺纹外径,阻止凸螺母前行,因为凸螺母凸被径向切割为多段,所以转动的驱动力致使凸螺母凸膨胀开花,膨胀的径向反弹力压迫螺栓防松,减少了径向压缩力凸螺母拆卸后能够复原重复使用。(6)将凹螺母有凹的一端朝向凸螺母安装凹螺母,凸螺母的开花凸阻止凹螺母前行,转动的驱动力致使凹螺母凹压迫凸螺母的开花凸,凸螺母凸膨胀开花的径向反弹力和凹螺母凹压迫力压迫螺栓防松。
附图说明
[0018]
附图1凸螺母和丝锥攻丝侧视图附图,
[0019]
附图2凸螺母和压力机施压侧视图附图,
[0020]
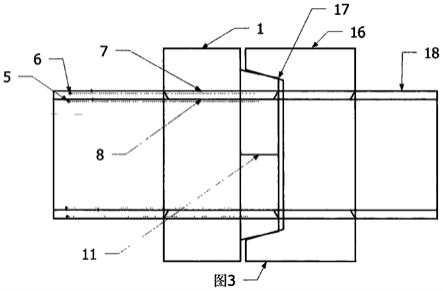
附图3凸螺母与凹螺母组装侧视图。
[0021]
附图标号说明:
[0022]
凸螺母体1、螺母凸2、二锥大径3、二锥小径和螺栓小径4、头锥小径5、头锥大径6、标准螺纹大径7、标准螺纹小径8、异形螺纹大径9、异形螺纹小径 10、开口缝隙11、标准丝锥大径12、标准丝锥小径和螺栓小径13、压力机压后螺纹小径14、压力机压后螺纹大径15、凹螺母16、开花凸17、螺栓18。
具体实施方式
[0023]
实施例一
[0024]
如图1,先固定螺母坯,,再使用丝锥从凸螺母坯没有凸的一端攻丝,丝锥切削部分不全部攻出头后退回,或者再使用头锥攻丝,头锥切削部分全部攻出头到达校准部分后退回,随后使用二锥攻丝,二锥切削部分不全部攻出头后退回,或者使用头锥攻丝,头锥切削部分全部攻出头到达校准部分后退回,随后使用二锥攻丝,二锥切削部分不全部攻出头后退回,紧跟着使用三锥攻丝,三锥切削部分车削二锥部分后退回,然后将凸螺母坯翻转,使用切割机在凸螺母的凸上径向割多个缝隙。
[0025]
如图1图3,将制作的凸螺母没有凸的一端朝向螺栓18上的工件安装凸螺母1,凸螺母凸端的螺纹小径5略小于螺栓螺纹小径4,阻止凸螺母1前行,转动的驱动力致使凸螺母凸2膨胀开花到17,异形螺纹大径9膨胀到丝锥大径3,异形螺纹小径10膨胀到膨胀到4,异形螺纹小径10膨胀的径向反弹力压迫螺栓 18防松,再将凹螺母16有凹的一端朝向凸螺母凸2安装凹螺母18,凸螺母的开花凸17阻止凹螺母16前行,转动的驱动力致使凹螺母16凹压迫凸螺母的开花凸17,凸螺母凸2膨胀开花凸17的径向反弹力和凹螺母16凹压迫力压迫螺栓 18防松。
[0026]
实施例二
[0027]
如图2,先固定凸螺母坯,再使用丝锥从凸螺母坯没有凸的一端攻丝,丝锥切削部分全部攻出头到达校准部分后退回,压力机对凸螺母凸的一点至多点冲压,使螺母的螺纹
有部分牙产生变形,变形后螺母螺纹内径略小于螺栓螺纹外径,然后使用切割机在凸螺母的凸上避开冲压点径向割多个缝隙。
[0028]
如图2图3,将制作凸螺没有凸2的一端朝向螺栓18上的工件安装凸螺母1,凸螺母凸2端的螺纹内径14略小于螺栓螺纹小径13阻止凸螺母1前行,转动的驱动力致使凸螺母凸2膨胀开花到17,异形螺纹大径15膨胀到丝锥大径12,异形螺纹小径14膨胀到膨胀到13,异形螺纹小径14膨胀的径向反弹力压迫螺栓 18防松,再将凹螺母16有凹的一端朝向凸螺母1安装凹螺母16,凸螺母1的开花凸17阻止凹螺母16前行,转动的驱动力致使凹螺母16凹压迫凸螺母1的开花凸17,凸螺母凸2膨胀开花凸17的径向反弹力和凹螺母16凹压迫力压迫螺栓防松。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1