一种碗形塞级进模具的制作方法
1.本发明属于模具技术领域,特别涉及一种碗形塞级进模具,可用于级进制造碗形塞。
背景技术:
2.模具是对原材料进行加工,赋予原材料以完整构型和精确尺寸的加工工具,模具应用广泛,有汽车、航空、家电、电子、仪器仪表、建材、电机和通讯器材等产品。随着汽车行业的高速发展,汽车已成为人们出行娱乐的必需品,一辆汽车约有1500个冲压件。碗形塞作为汽车发动机主要部件之一,且一机多用,需求量大,产品主要起密封作用,尺寸要求严格,外观不允许有擦痕,产品是拉伸成形件,从工艺分析成形难度大。
3.目前制作的碗形塞从工艺分析成形难度大,前期研发工程模工序多,导致生产效率低。
技术实现要素:
4.本发明的目的是提供一种碗形塞级进模具,能连续生产,生产速度快。
5.采用的技术方案是:一种碗形塞级进模具,包括上模和下模。
6.上模的上模固定部下方有上脱板。上等高螺丝下方固定在上脱板上,上等高螺丝向上穿过间隙配合的上模固定部。
7.其技术要点在于:上模固定部向下固定有冲头,穿过上脱板。
8.上模固定部向下固定有成形凸模,穿过上脱板。
9.下模包括从上至下依次固定连接的下模板、下垫板、下模座、下垫脚和下托板。
10.冲头氮气弹簧位于冲头下方,固定在下托板上。
11.下模板的凹槽内设有冲头脱料块。
12.冲头氮气弹簧的活塞柱顶部支撑下等高螺栓底部,下等高螺栓间隙配合穿过下垫板和下模座,下等高螺栓上端和冲头脱料块固定连接。
13.成形凸模下方设有成形凹模,成形凹模固定在下模板上。
14.产品氮气弹簧固定在下托板上。
15.产品脱料块位于成形凹模内。
16.产品氮气弹簧的活塞柱支撑产品等高螺栓底部,产品等高螺栓间隙配合穿过下模座和下垫板,产品等高螺栓上端和产品脱料块固定连接。
17.上模固定部右侧面可固定有切刀。
18.上模固定部的上模座和上脱板之间可设有弹簧。
19.上模固定部向下固定有导正销底孔冲头,下方对应有浮升导料销。
20.上脱板可向下固定有导正销,导正销位于冲头和成形凸模之间。
21.其优点在于:级进模的研发量产,模具从落料,成形,下件,装箱一气呵成,实现效率高,节约人力资源,提高安全等特点。研发前单次生产,先落料,仓储周转,窜光,单次成形,加工工序多效率低操作安全性差。级进模的量产对生产和品控都有很大保证,实现了精度高,速度快,安全性好等特点。生产效率大大提高,而且节省人员,效益提高。
22.级进模可日生产1.5万件,生产只需1人,生产效率大大提高,而且节省人员,效益提高。
附图说明
23.图1为碗形塞的俯视图。
24.图2为碗形塞的主视图。
25.图3为本模具的俯视图。
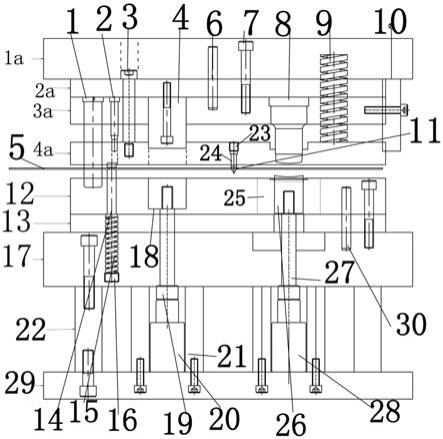
26.图4为本模具的主视图。
27.上模座1a、上垫板2a、上夹板3a、上脱板4a。
28.内导柱1、导正销底孔冲头2、上等高螺丝3、冲头4、板材5、上定位销6、上内六角螺栓7、成形凸模8、弹簧9、切刀10、定位工艺孔11。
29.下模板12、下垫板13、下模座17、下垫脚22、下托板29。
30.浮升导料销14、浮升弹簧15、下螺塞16、冲头脱料块18、下等高螺栓19、冲头氮气弹簧20、冲头氮气弹簧箱21、上螺塞23、导正销24、成形凹模25、产品脱料块26、产品等高螺栓27、产品氮气弹簧28、下定位销30。
具体实施方式
31.实施例1一种碗形塞级进模具,包括上模和下模。
32.上模包括上模固定部和上模活动部。
33.上模固定部包括从上至下依次固定连接的上模座1a、上垫板2a和上夹板3a。
34.上夹板3a下方有上模活动部(上脱板4a)。
35.上夹板3a向下固定有内导柱1,内导柱1穿过上夹板3a,穿入上脱板4a和下模板12的导柱孔进行导向。
36.上等高螺丝3下方的螺丝头固定在上脱板4a上,上等高螺丝3向上穿过间隙配合上夹板3a和上垫板2a,上等高螺丝3的螺帽间隙配合设置在上模座1a对应的孔内,可以上下移动。
37.上垫板2a向下通过内六角螺栓固定有冲头4(精冲冲头),冲头4用于冲圆形板。
38.上模座1a、上垫板2a和上夹板3a之间穿设上定位销6,通过上内六角螺栓7固定。
39.上夹板3a向下固定有成形凸模8,穿过上脱板4a。
40.下模包括从上至下依次固定连接的下模板12、下垫板13、下模座17、下垫脚22和下托板29。
41.下垫脚22和下托板29之间通过内六角螺栓固定。
42.下模座17和下垫脚22之间通过内六角螺栓固定。
43.冲头氮气弹簧20位于冲头4下方。
44.冲头氮气弹簧20的冲头氮气弹簧箱21通过内六角螺栓固定在下托板29上。
45.下模板12的凹槽内设有冲头脱料块18。
46.冲头氮气弹簧20的活塞柱顶部支撑下等高螺栓19底部,下等高螺栓19间隙配合穿过下垫板13和下模座17,下等高螺栓19上端螺纹和冲头脱料块18螺纹固定连接。
47.成形凸模8下方设有成形凹模25,成形凹模25固定在下模板12上。
48.产品氮气弹簧28的产品氮气弹簧箱通过内六角螺栓固定在下托板29上。
49.产品氮气弹簧28位于冲头氮气弹簧20右侧。
50.产品脱料块26位于成形凹模25内。
51.产品氮气弹簧28的活塞柱支撑产品等高螺栓27底部,产品等高螺栓27间隙配合穿过下模座17和下垫板13,产品等高螺栓27上端螺纹和产品脱料块26螺纹固定连接。
52.下模座17、下垫板13和下模板12通过下定位销30定位。
53.成形凸模8为碗形塞成形凸模,成形凹模25为碗形塞成形凹模。
54.进一步的,上夹板3a右侧面通过内六角螺栓固定有切刀10。
55.进一步的,上模座1a和上脱板4a之间设有弹簧9,起到缓冲作用。
56.进一步的,上夹板3a向下固定有导正销底孔冲头2,导正销底孔冲头2向下穿过上脱板4a,用于给金属板材5上打定位工艺孔11。
57.上脱板4a上固定有导正销24,用上螺塞23固定拧住,导正销24用于对应定位工艺孔11。导正销24位于冲头4和成形凸模8之间。
58.导正销底孔冲头2位于冲头4左侧。
59.进一步的,下模座17内固定有至少一个下螺塞16,本实施例中为两个。
60.每个下螺塞16上方均有一个浮升导料销14,浮升导料销14间隙配合上下穿出下模板12,浮升导料销14上卡槽部穿出下模板12与板材5两侧卡住,向上托住板材5并导向。
61.浮升导料销14的底部下凸台穿出下模板12。
62.浮升弹簧15的两端分别与浮升导料销14的底部和下螺塞16相抵顶。
63.浮升导料销14位于冲头脱料块18左侧。
64.工作原理为:有上料设备拉着板材5从左到右移动。
65.上模向下移动导正销底孔冲头2在板材5上打定位工艺孔11。
66.板材5继续向右移动,定位工艺孔11对正导正销24,冲头4在在板材5上打一个没全部断开的圆形板,由下方冲头脱料块18向上托住,脱料块18由下方下等高螺栓19和冲头氮气弹簧20托住,定位工艺孔11继续在后方打孔。
67.板材5继续向右移动,没全部断开的圆形板到达成形凸模8和成形凹模25之间,成型加工成一个产品(碗形塞)。
68.产品脱料块26向上顶出产品,产品随板材5继续向右移动,带出模具,切刀10切掉废料。
69.随着板材5从左到右移动,连续生产出一个一个碗形塞。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1