一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头的制作方法
1.本发明涉及钻头制孔技术领域,尤其涉及一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头。
背景技术:
2.碳纤维增强树脂基复合材料(cfrp)及铝合金(al)因其高强轻质的特性广泛应用于航空航天领域。机翼肋板、机身筒段等部件大量使用cfrp/al叠层构件。叠层构件制孔之后通过铆钉或螺栓进行机械连接,若孔口有毛刺、撕裂等损伤,将会大大降低构件的疲劳强度,从而影响使用寿命甚至威胁飞行安全。有统计表明飞机机体70%~80%的疲劳破坏发生在机构相互连接的部位,80%的疲劳裂纹产生于连接孔处,实现叠层材料高质高效的钻孔,可减少疲劳裂纹的产生,进而保证飞机机体的安全。
3.现有技术中,碳纤维增强树脂基复合材料和铝合金均属于典型的难加工材料,cfrp出入口极易出现毛刺、分层、撕裂等缺陷。而铝合金普遍采用7系超硬铝合金,其强度高、塑性好,因而在钻削过程中断屑困难。长带状的铝屑不仅会刮伤已加工孔壁、造成cfrp出入口刮伤,还会缠绕在刀具上,在自动化制孔中随着铝屑的不断缠绕,会造成断刀。另外铝合金切削过程中极易产生积屑瘤,在航空构件普遍采用干切的条件下更是如此,积屑瘤会影响孔壁质量并造成刀具的粘接磨损。另外,由于铝合金板的底部没有支撑,在轴向力作用下发生塑性变形的铝合金形成隆起,钻头钻出后,在铝合金板的出口处产生毛刺残留,影响加工质量,去毛刺工艺又会严重影响加工效率。
4.现有碳纤维增强树脂基复合材料与铝合金叠层构件的加工工艺路线为:钻孔-粗铰-精铰-去毛刺,单孔制孔时间长达2min,钻头寿命仅约为50孔。单孔制孔的时间较长,钻头的寿命尖端,使叠层制孔已成为车间瓶颈工序,严重影响产出。
5.因此,如何提供一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,以提升钻头的断屑能力和抗粘结性成为亟待解决的技术问题。
技术实现要素:
6.本发明要解决的技术问题在于如何提供一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,以提升钻头的断屑能力和抗粘结性。
7.为此,根据第一方面,本发明实施例公开了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,包括:柄部与刃部,所述刃部包括依次设置的横刃、第一主切削刃、第二主切削刃与副切削刃,所述第一主切削刃与所述第二主切削刃形成内凹结构。横刃有利于保证钻头的定心能力,适当减小横刃可以降低钻头的轴向力,进而减小叠层构件变形和出口加工损伤,内凹结构能高效切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑,从而提供了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,提升了钻头的断屑能力和抗粘结性。
8.本发明进一步设置为,所述柄部与所述刃部为一体成型结构。由于柄部与刃部为一体成型结构,有利于提高钻头的稳定性,方便钻头对碳纤维增强树脂基复合材料与铝合金的叠层构件进行制孔。
9.本发明进一步设置为,所述横刃的长度为钻头直径的1/20至1/10之间。研究表明,钻削过程中约60%的轴向力集中在横刃部分,将横刃修短有助于减小钻削轴向力,从而减小复材出入口的分层、撕裂损伤。但横刃长度过短会导致其强度低,容易产生崩刃。
10.本发明进一步设置为,所述副切削刃呈螺旋状设置,螺旋角为20~40
°
。螺旋角即为第二主切削刃的前角,保证了其锋利性,能有效切断纤维,同时也能减小铝合金出口毛刺。较大的螺旋角也使得排屑更加顺畅。
11.本发明进一步设置为,所述第一主切削刃的顶角为110~150
°
。较大的顶角增加了切屑厚度,有助于铝合金切屑的折断。第一主切削刃前刀面修磨出5~10
°
的前角,进一步减小了轴向力。
12.本发明进一步设置为,所述第二主切削刃的顶角为120~170
°
。较大的顶角配合10~15
°
的螺旋前角,使得第二主切削刃呈凹状,此种形状有助于铝屑折断。第一主切削刃与第二主切削刃形成内凹结构,在切削铝合金时,两条切削刃产生的切屑相互碰撞挤压,因此增大了铝屑变形,使其更容易折断形成c型屑。
13.本发明进一步设置为,沟槽表面进行抛光处理,使其表面粗糙度达到ra0.1,另外使用一种特殊涂层,减小了切屑与刀具、工件与刀具之间的摩擦力,大大提高了刀具抗铝屑粘结的能力。
14.本发明具有以下有益效果:刃部包括依次设置的横刃、第一主切削刃、第二主切削刃与副切削刃,第一主切削刃与第二主切削刃形成内凹结构,横刃保证钻头的定心能力,并减小钻头的轴向力,进而减小叠层构件变形和出口加工损伤,内凹结构能高效切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑,从而提供了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,提升了钻头的断屑能力和抗粘结性。
附图说明
15.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图是本发明的一些实施方式,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
16.图1是本实施例公开的一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头的结构示意图;
17.图2是图1的i处放大示意图。
18.附图标记:1、柄部;2、刃部;21、横刃;22、第一主切削刃;23、第二主切削刃;24、副切削刃。
具体实施方式
19.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并
不用于限定本发明。
20.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,还可以是两个元件内部的连通,可以是无线连接,也可以是有线连接。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
21.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
22.此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
23.第一个实施例
24.本发明实施例公开了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,如图1和图2所示,包括:柄部1与刃部2,刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构。在具体实施过程中,第一主切削刃22与第二主切削刃23的数量设为两个,第二主切削刃23与副切削刃24的连接处形成尖部,使钻头具有三个尖部,形成三尖结构的钻头。
25.需要说明的是,刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构,横刃21保证钻头的定心能力,并减小钻头的轴向力,进而减小叠层构件变形和出口加工损伤,内凹结构能高效切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑,从而提供了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,提升了钻头的断屑能力和抗粘结性。
26.如图1和图2所示,柄部1与刃部2为一体成型结构。在具体实施过程中,由于柄部1与刃部2为一体成型结构,提高钻头的稳定性,方便钻头对碳纤维增强树脂基复合材料与铝合金的叠层构件进行制孔。
27.如图2所示,横刃21的长度为钻头直径的1/20至1/10之间。
28.在具体实施过程中,横刃21采用十字修磨法,由于横刃21的长度为1/12d,通过横刃21保证钻头的定心能力,并减小了钻头的轴向力,进而减小了叠层构件变形和出口加工损伤。
29.如图1和图2所示,副切削刃24呈螺旋状设置。通过副切削刃24的切削作用,方便进行制孔和排屑。
30.如图1和图2所示,第一主切削刃22的顶角φ1为110~150
°
。在具体实施过程中,第一主切削刃22的顶角φ1为118
°
。
31.如图1和图2所示,第二主切削刃23的顶角φ2为120~170
°
。在具体实施过程中,第二主切削刃23的顶角φ2为160
°
。需要说明的是,第一主切削刃22与第二主切削刃23形成的内凹结构,可保证切削刃的锋利性,很好地切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑。
32.如图1所示,第一主切削刃22与第二主切削刃23的数量均设为两个,其中,柄部1的直径为d,第一主切削刃22的直径为d1=0.4d,第二主切削刃23的刃径为d,副切削刃24的长度为l1,柄部1的长度为l2,钻头的长度为l。在具体实施过程中,横刃21与副切削刃24的水平距离为h。
33.工作原理:刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构,横刃21保证钻头的定心能力,并减小钻头的轴向力,进而减小叠层构件变形和出口加工损伤,内凹结构能高效切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑,从而提供了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,提升了钻头的断屑能力和抗粘结性。
34.第二个实施例
35.本发明实施例公开了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,如图1和图2所示,包括:柄部1与刃部2,刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构。在具体实施过程中,第一主切削刃22与第二主切削刃23的数量设为两个,第二主切削刃23与副切削刃24的连接处形成尖部,使钻头具有三个尖部,形成三尖结构的钻头。
36.需要说明的是,刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构,横刃21保证钻头的定心能力,并减小钻头的轴向力,进而减小叠层构件变形和出口加工损伤,内凹结构能高效切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑,从而提供了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,提升了钻头的断屑能力和抗粘结性。
37.如图1和图2所示,柄部1与刃部2为一体成型结构。在具体实施过程中,由于柄部1与刃部2为一体成型结构,提高钻头的稳定性,方便钻头对碳纤维增强树脂基复合材料与铝合金的叠层构件进行制孔。
38.如图2所示,横刃21的长度为钻头直径的1/20至1/10之间。
39.在具体实施过程中,横刃21采用十字修磨法,由于横刃21的长度为1/12d,通过横刃21保证钻头的定心能力,并减小了钻头的轴向力,进而减小了叠层构件变形和出口加工损伤。
40.如图1和图2所示,副切削刃24呈螺旋状设置。通过副切削刃24的切削作用,方便进行制孔和排屑。
41.如图1和图2所示,第一主切削刃22的顶角φ1为110~150
°
。在具体实施过程中,第一主切削刃22的顶角φ1为118
°
。
42.如图1和图2所示,第二主切削刃23的顶角φ2为120~170
°
。在具体实施过程中,第二主切削刃23的顶角φ2为160
°
。需要说明的是,第一主切削刃22与第二主切削刃23形成的内凹结构,可保证切削刃的锋利性,很好地切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑。
43.如图1所示,第一主切削刃22与第二主切削刃23的数量均设为两个,其中,柄部1的直径为d,第一主切削刃22的直径为d1=0.8d,第二主切削刃23的刃径为d,副切削刃24的长度为l1,柄部1的长度为l2,钻头的长度为l。在具体实施过程中,横刃21与副切削刃24的水平距离为h。
44.工作原理:刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构,横刃21保证钻头的定心能力,并减小钻头的轴向力,进而减小叠层构件变形和出口加工损伤,内凹结构能高效切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑,从而提供了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,提升了钻头的断屑能力和抗粘结性。
45.第三个实施例
46.本发明实施例公开了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,如图1和图2所示,包括:柄部1与刃部2,刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构。在具体实施过程中,第一主切削刃22与第二主切削刃23的数量设为两个,第二主切削刃23与副切削刃24的连接处形成尖部,使钻头具有三个尖部,形成三尖结构的钻头。
47.需要说明的是,刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构,横刃21保证钻头的定心能力,并减小钻头的轴向力,进而减小叠层构件变形和出口加工损伤,内凹结构能高效切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑,从而提供了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,提升了钻头的断屑能力和抗粘结性。
48.如图1和图2所示,柄部1与刃部2为一体成型结构。在具体实施过程中,由于柄部1与刃部2为一体成型结构,提高钻头的稳定性,方便钻头对碳纤维增强树脂基复合材料与铝合金的叠层构件进行制孔。
49.如图2所示,横刃21的长度为钻头直径的1/20至1/10之间。在具体实施过程中,横刃21采用十字修磨法,由于横刃21的长度为1/12d,通过横刃21保证钻头的定心能力,并减小了钻头的轴向力,进而减小了叠层构件变形和出口加工损伤。
50.如图1和图2所示,副切削刃24呈螺旋状设置。通过副切削刃24的切削作用,方便进行制孔和排屑。
51.如图1和图2所示,第一主切削刃22的顶角φ1为80~100
°
。在具体实施过程中,第一主切削刃22的顶角φ1为90
°
。
52.如图1和图2所示,第二主切削刃23的顶角φ2为120~170
°
。在具体实施过程中,第二主切削刃23的顶角φ2为150
°
。需要说明的是,第一主切削刃22与第二主切削刃23形成的内凹结构,可保证切削刃的锋利性,很好地切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑。
53.如图1所示,第一主切削刃22与第二主切削刃23的数量均设为两个,其中,柄部1的直径为d,第一主切削刃22的直径为d1=0.4d,第二主切削刃23的刃径为d,副切削刃24的长度为l1,柄部1的长度为l2,钻头的长度为l。在具体实施过程中,横刃21与副切削刃24的水平距离为h。
54.工作原理:刃部2包括依次设置的横刃21、第一主切削刃22、第二主切削刃23与副切削刃24,第一主切削刃22与第二主切削刃23形成内凹结构,横刃21保证钻头的定心能力,并减小钻头的轴向力,进而减小叠层构件变形和出口加工损伤,内凹结构能高效切断cfrp纤维并实现铝合金出口无毛刺,实现了良好的断屑,从而提供了一种用于碳纤维增强树脂基复合材料与铝合金叠层构件的机加钻头,提升了钻头的断屑能力和抗粘结性。
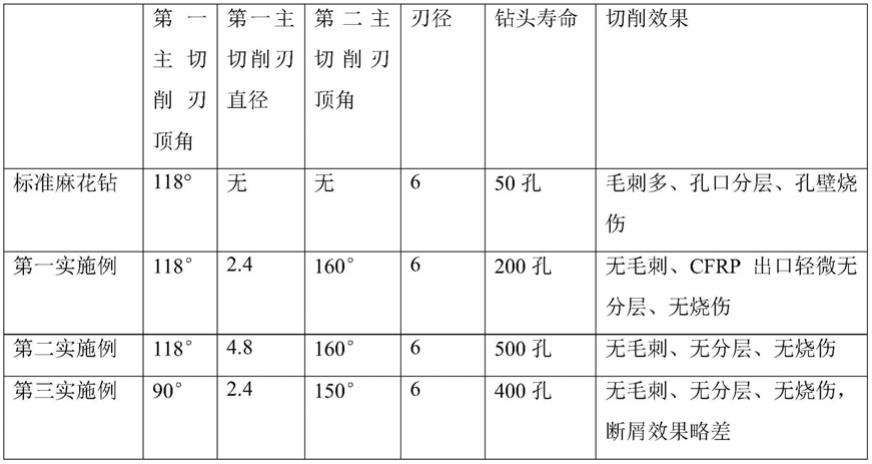
55.下表是标准麻花钻与本发明多个实施例的切削效果对比表:
[0056][0057]
显然,上述实施例仅仅是为清楚地说明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引伸出的显而易见的变化或变动仍处于本发明创造的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1