医用耗材装配装置及其生产线的制作方法
1.本发明涉及医用耗材,特别是涉及一种医用耗材装配装置及其生产线。
背景技术:
2.大部分的医用耗材往往采用多个零部件装配而成。因此,在医用耗材自动化生产线中,医用耗材装配装置发挥着重要作用。现有的一种医用耗材包括第一组件、第二组件和连通管,连通管的两端分别连通第一组件和第二组件。在装配这种医用耗材时,先将第一组件和连通管的一端连接,再将第二组件和连通管的另一端连接。
3.用于装配这种医用耗材的现有装配装置包括定位组件、第一夹持组件和第二夹持组件。在装配时,定位组件先夹持住连通管的中部,然后在连通管的两端外表面涂覆uv胶。第一组件在第一夹持组件的作用下对准连通管的一端并进行插接配合,第二组件在第二夹持组件的作用下对准连通管的另一端并进行插接配合。当uv胶固化后,第一组件、第二组件和连通管也就完成装配。
4.但是,第一组件和第二组件分别与连通管的两端装配后处于自由状态,从而需要对第一组件和第二组件进行定位。同时,在uv胶固化过程中,第一组件和第二组件也需要进行定位,以避免第一组件和第二组件相对连通管发生移位,影响装配效果。因此,装配装置需要设置额外的定位结构以满足第一组件和第二组件的定位需求,导致装配装置结构繁杂,有待改进。
技术实现要素:
5.有鉴于此,有必要提供一种改进的医用耗材装配装置及其生产线,该医用耗材装配装置结构紧凑,采用该医用耗材装配装置的医用耗材生产线结构紧凑,生产效率较高。
6.本发明首先提供一种医用耗材装配装置,包括第一定位组件和第二定位组件,所述第一定位组件用于夹持第一组件,所述第二定位组件用于夹持第二组件,连通管的两端分别与所述第一组件和所述第二组件连通以实现连通管的定位。
7.通过采用上述技术方案,在装配时,第一定位组件和第二定位组件分别夹持第一组件和第二组件时,连通管的一端与第一组件进行装配,连通管的另一端与第二组件进行装配。当连通管两端均完成装配时,连通管也就得以固定,从而无需设置额外的定位结构对连通管进行定位,从而使得装配装置结构更加紧凑。
8.在本发明的一个实施方式中,所述第一定位组件设置有用于容纳并引导所述第一组件的第一容纳槽,在所述第一容纳槽的引导下,所述第一组件与所述连通管连接的一端的延伸方向和竖直方向的最小夹角为α,0≤α≤45
°
。
9.通过采用上述技术方案,不同的第一组件进入第一容纳槽之后均会在第一容纳槽的引导下保持一致的朝向和位置,从而确保第一组件和连通管的连接。而第一组件与所述连通管连接的一端的延伸方向和竖直方向的最小夹角为α,0≤α≤45
°
,而连通管与第一组件连接的一端的延伸方向和第一组件与连通管连接的一端的延伸方向相同。换言之,连通
管与第一组件连接的一端的延伸方向和竖直方向的最小夹角也为α,0≤α≤45
°
。此时,当胶水涂覆在连通管与第一组件连接的一端时,胶水能够均匀分布在连通管的周向上,从而使得连通管在周向上均能够与第一组件保持良好的连接强度。
10.在本发明的一个实施方式中,所述第二定位组件设置有用于容纳并引导所述第二组件的第二容纳槽,在所述第二容纳槽的引导下,所述第二组件与所述连通管连接的一端的延伸方向和所述第一组件与所述连通管连接的一端的延伸方向之间的夹角为β,0≤β≤135
°
。
11.通过采用上述技术方案,若β>135
°
,则意味着第二组件与连通管连接的一端的延伸方向和第一组件与连通管连接的一端的延伸方向偏差较大,从而导致连通管的两端分别装配在第一组件和第二组件上时,连通管的端部会产生较大的应力。若同时连通管的长度相对较短,将会导致连通管发生弯折,连通管也会对第一组件和第二组件产生作用力。而这种状态还会持续至产品加工完成,从而影响产品品质。此外,连通管的端部产生较大的应力将导致连通管单侧的胶水较少,从而使得胶水在连通管周向的分布不够均匀,从而影响连通管与第一组件和连通管与第二组件的连接强度。因此,0≤β≤135
°
,减小连通管的端部产生的应力,从而提升产品品质,也能够提升连通管与第一组件和连通管与第二组件的连接强度。
12.在本发明的一个实施方式中,所述医用耗材装配装置还包括抖动夹持组件和抖动轴向驱动组件,所述抖动夹持组件用于夹持所述连通管,所述抖动轴向驱动组件驱动所述抖动夹持组件沿着所述连通管靠近所述抖动夹持组件的一端的轴向发生移动。
13.通过采用上述技术方案,当胶水覆盖在连通管上时,抖动轴向驱动组件驱动抖动夹持组件沿着连通管靠近抖动夹持组件的一端的轴向发生移动,从而带动连通管靠近抖动夹持组件的一端发生轴向移动,从而使得胶水也能够沿着连通管靠近抖动夹持组件的一端的轴向发生移动,从而使得连通管与第一组件的连接处和连通管与第二组件的连接处的胶水沿着连通管靠近抖动夹持组件的一端的轴向分布更加均匀,从而提升连通管与第一组件和连通管与第一组件的连接强度。
14.在本发明的一个实施方式中,所述医用耗材装配装置还包括抖动径向驱动组件,所述抖动径向驱动组件驱动所述抖动夹持组件沿着所述连通管靠近所述抖动夹持组件的一端的径向发生移动。
15.通过采用上述技术方案,抖动径向驱动组件驱动抖动夹持组件沿着连通管靠近所述抖动夹持组件的一端的径向移动,使得抖动夹持组件能够对准连通管并夹持住连通管。
16.在本发明的一个实施方式中,所述医用耗材装配装置还包括插接驱动组件和插接夹持组件,所述插接夹持组件用于夹持所述连通管,所述插接驱动组件用于驱动所述插接夹持组件转动至连通管的端部和对应的第一组件对齐并进行插接。
17.在本发明的一个实施方式中,所述医用耗材装配装置还包括摆动组件和摆动驱动组件,所述摆动组件作用于所述连通管,所述摆动驱动组件用于驱动所述摆动组件沿着所述连通管靠近所述摆动组件一端的径向发生移动。
18.通过采用上述技术方案,摆动驱动组件驱动摆动组件沿着连通管靠近摆动组件一端的径向发生移动,从而带动连通管靠近摆动组件的一端发生径向移动,从而使得连通管和第一组件连接处与连通管和第二组件连接处产生间隙,使得胶水能够流入间隙中并沿着
连通管靠近摆动组件的一端的周向均匀分布,从而提升连通管与第一组件和连通管与第二组件的连接强度。
19.在本发明的一个实施方式中,所述医用耗材装配装置还包括提供胶水的点胶枪和点胶驱动件,所述点胶驱动件驱动所述点胶枪靠近或者远离所述连通管。
20.在本发明的一个实施方式中,所述医用耗材装配装置还包括容器和接胶驱动件,所述接胶驱动件在所述点胶枪远离所述连通管时驱动所述容器移动至所述点胶枪的下方,所述容器接收从点胶枪的掉落的胶水。
21.通过采用上述技术方案,点胶枪在连通管上涂覆胶水后,点胶枪的端部难免会存在胶水残留。因此,当点胶枪远离连通管时,容器移动至点胶枪的下方,从而容器能够接手掉落的残留胶水。
22.本发明另外提供一种医用耗材生产线,包括如上述的医用耗材装配装置。
23.通过采用上述技术方案,采用该医用耗材装配装置的医用耗材生产线结构紧凑。同时,无需再通过额外的定位结构在连通管与第一组件装配后定位第一组件,也无需通过额外的定位结构在连通管与第二组件装配后定位第二组件,从而提高生产效率。
附图说明
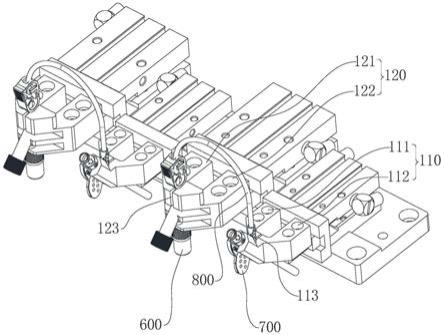
24.图1为本发明实施例中医用耗材装配装置的结构示意图;
25.图2为本发明实施例中定位机构的结构示意图;
26.图3为本发明实施例中点胶机构、接胶机构和定位机构的结构示意图;
27.图4为本发明实施例中摆动机构的结构示意图;
28.图5为本发明实施例中抖动机构的结构示意图;
29.图6为本发明实施例中插接机构的结构示意图。
30.附图标记:100、定位机构;110、第一定位组件;111、第一夹爪;112、第二夹爪;113、第一容纳槽;120、第二定位组件;121、第三夹爪;122、第四夹爪;123、第二容纳槽;200、点胶机构;210、点胶枪;220、点胶驱动件;300、接胶机构;310、容器;320、接胶驱动件;400、摆动机构;410、摆动组件;411、第一摆动夹爪;412、第二摆动夹爪;420、摆动驱动组件;421、摆动驱动件;422、摆动安装板;500、抖动机构;510、抖动夹持组件;511、第一抖动夹爪;512、第二抖动夹爪;520、抖动径向驱动组件;521、径向驱动件;522、径向安装板;530、抖动轴向驱动组件;531、抖动导向轴;532、轴向安装板;533、轴向驱动件;600、第一组件;700、第二组件;800、连通管;900、插接机构;910、插接夹持组件;911、第一插接夹爪;912、第二插接夹爪;913、第三插接夹爪;914、第四插接夹爪;920、对位驱动组件;921、对位驱动件;922、对位安装板;930、插接驱动组件;931、转动驱动件;932、定位板;933、转动板;934、平动驱动件;935、插接板;936、插接导向轴。
具体实施方式
31.下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
32.需要说明的是,当组件被称为“装设于”另一个组件,它可以直接装设在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。当一个组件被认为是“固定于”另一个组件,它可以是直接固定在另一个组件上或者可能同时存在居中组件。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“或/及”包括一个或多个相关的所列项目的任意的和所有的组合。
34.本发明的实施例首先提供如图1所示的一种医用耗材装配装置,包括定位机构100、点胶机构200、接胶机构300、摆动机构400和抖动机构500。医用耗材包括第一组件600、第二组件700和连通管800。连通管800的两端分别与第一组件600和第二组件700连通。
35.参照图1和图2,定位机构100包括第一定位组件110和第二定位组件120。第一定位组件110包括第一夹爪111和第二夹爪112,第一夹爪111和第二夹爪112之间形成第一容纳槽113。第一组件600收容于第一容纳槽113中,使得第一组件600被第一定位组件110所夹持。同时,在第一容纳槽113的引导下,第一组件600与连通管800连接的一端的延伸方向和竖直方向的最小夹角为α,0≤α≤45
°
。具体的,α可以为0、5
°
、10
°
、20
°
、30
°
、45
°
。不同的第一组件600进入第一容纳槽113之后均会在第一容纳槽113的引导下保持一致的朝向和位置,从而确保第一组件600和连通管800的连接。而第一组件600与所述连通管800连接的一端的延伸方向和竖直方向的最小夹角为α,0≤α≤45
°
,而连通管800与第一组件600连接的一端的延伸方向和第一组件600与连通管800连接的一端的延伸方向相同。换言之,连通管800与第一组件600连接的一端的延伸方向和竖直方向的最小夹角也为α,0≤α≤45
°
。此时,当胶水涂覆在连通管800与第一组件600连接的一端时,胶水能够均匀分布在连通管800的周向上,从而使得连通管800在周向上均能够与第一组件600保持良好的连接强度。第二定位组件120包括第三夹爪121和第四夹爪122,第三夹爪121和第四夹爪122之间形成第二容纳槽123。第二组件700收容于第二容纳槽123中,使得第二组件700被第二定位组件120所夹持。同时,在第二容纳槽123的引导下,第二组件700与连通管800连接的一端的延伸方向和第一组件600与连通管800连接的一端的延伸方向之间的夹角为β,0≤β≤135
°
。具体的,β可以为0、45
°
、90
°
135
°
。若β>135
°
,则意味着第二组件700与连通管800连接的一端的延伸方向和第一组件600与连通管800连接的一端的延伸方向偏差较大,从而导致连通管800的两端分别装配在第一组件600和第二组件700上时,连通管800的端部会产生较大的应力。若同时连通管800的长度相对较短,将会导致连通管800发生弯折,连通管800也会对第一组件600和第二组件700产生作用力。而这种状态还会持续至产品加工完成,从而影响产品品质。此外,连通管800的端部产生较大的应力将导致连通管800单侧的胶水较少,从而使得胶水在连通管800周向的分布不够均匀,从而影响连通管800与第一组件600和连通管800与第二组件700的连接强度。因此,0≤β≤135
°
,减小连通管800的端部产生的应力,从而提升产品品质,也能够提升连通管800与第一组件600和连通管800与第二组件700的连接强度。在第一组件600和第二组件700分别被第一定位组件110和第二定位组件120夹持的情况下,连通管800的两端又分别与第一组件600和第二组件700连通,从而实现连通管800的定位。
36.参照图1和图3,点胶机构200包括点胶枪210和点胶驱动件220。点胶枪210位于第
一定位组件110和第二定位组件120的上方。点胶驱动件220驱动点胶枪210靠近或者远离第一容纳槽113和第二容纳槽123。第一组件600收容于第一容纳槽113,第二组件700收容于第二容纳槽123,连通管800的两端分别与第一组件600和第二组件700连通。因此,点胶枪210靠近或者远离第一容纳槽113和第二容纳槽123时,点胶枪210也靠近或者远离连通管800。点胶枪210靠近连通管800时往连通管800与第一组件600和连通管800与第二组件700的插接处涂覆uv胶或者其他胶水。当点胶枪210完成胶水的涂覆后,点胶枪210远离连通管800。
37.参照图1和图3,接胶机构300包括容器310和接胶驱动件320。点胶枪210在连通管800上涂覆胶水后,点胶枪210的端部难免会存在胶水残留。容器310用于接收点胶枪210远离连通管800时残留在点胶枪210端部的残留胶水。接胶驱动件320在点胶枪210远离连通管800时驱动容器310移动至点胶枪210的下方,从而使得残留在点胶枪210端部的残留胶水若是发生掉落恰好可以掉入容器310中。
38.参照图1和图4,摆动机构400包括摆动组件410和摆动驱动组件420。摆动组件410包括第一摆动夹爪411和第二摆动夹爪412。第一摆动夹爪411和第二摆动夹爪412夹持连通管800。摆动驱动组件420包括摆动驱动件421和摆动安装板422。摆动驱动件421和摆动安装板422连接并驱动摆动安装板422沿着连通管800靠近摆动组件410一端的径向发生移动。第一摆动夹爪411和第二摆动夹爪412均连接于摆动安装板422背离摆动驱动件421的一侧。摆动驱动件421在点胶枪210远离连通管800时驱动第一摆动夹爪411和第二摆动夹爪412移动至与连通管800对齐。第一摆动夹爪411和第二摆动夹爪412夹持连通管800。然后,摆动驱动件421驱动第一摆动夹爪411和第二摆动夹爪412移动,从而带动连通管800靠近摆动组件410一端发生径向移动,使得连通管800与第一组件600的插接处和连通管800与第二组件700的插接处产生间隙,从而使得胶水能够流入间隙并沿着连通管800靠近摆动组件410一端的周向均匀分布,增强连通管800与第一组件600和连通管800与第二组件700的连接强度。在一些实施方式中,连通管800靠近摆动组件410一端也可以不需要在摆动组件410带动下发生径向移动,而只需要连通管800靠近摆动组件410一端受到摆动组件410的夹持发生形变,从而使得连通管800与第一组件600的插接处和连通管800与第二组件700的插接处产生间隙即可。在一些实施方式中,摆动驱动组件420不仅包括摆动驱动件421和摆动安装板422,还包括安装在摆动安装板422上的辅助驱动件。辅助驱动件和摆动驱动件421沿着连通管800靠近摆动组件410一端不同的径向方向进行驱动。此时,第一摆动夹爪411和第二摆动夹爪412均和辅助驱动件连接。摆动驱动件421用于驱动第一摆动夹爪411和第二摆动夹爪412能够移动至对准连通管800并夹持住连通管800,而辅助驱动件驱动第一摆动夹爪411和第二摆动夹爪412移动,从而带动连通管800靠近摆动组件410一端发生径向移动,使得连通管800与第一组件600的插接处和连通管800与第二组件700的插接处产生间隙。在一些实施方式中,摆动组件410只包括第一摆动夹爪411或者第二摆动夹爪412。以摆动组件410只包括第一摆动夹爪411为例,此时,摆动组件410无法夹持连通管800。但是,在摆动驱动件421驱动第一摆动夹爪411移动时,连通管800靠近摆动组件410一端也能够在第一摆动夹爪411作用下发生径向移动。
39.参照图1和图5,定位机构100经过点胶机构200涂覆胶水和摆动机构400摆动之后移动至与抖动机构500对齐。抖动机构500包括抖动夹持组件510、抖动径向驱动组件520和抖动轴向驱动组件530。抖动夹持组件510包括第一抖动夹爪511和第二抖动夹爪512。第一
抖动夹爪511和第二抖动夹爪512夹持连通管800。抖动径向驱动组件520包括径向驱动件521和径向安装板522。径向驱动件521和径向安装板522连接并驱动径向安装板522沿着连通管800靠近抖动夹持组件510的一端的径向发生移动,使得抖动夹持组件510能够对准连通管800并夹持住连通管800。第一抖动夹爪511和第二抖动夹爪512均连接于径向安装板522背离径向驱动件521的一侧。抖动轴向驱动组件530包括抖动导向轴531、轴向安装板532和轴向驱动件533。轴向安装板532和抖动导向轴531套接并可沿着抖动导向轴531移动。轴向驱动件533和轴向安装板532连接并驱动轴向安装板532沿着抖动导向轴531移动。径向驱动件521安装在轴向安装板532背离驱动轴向驱动件533的一侧。此时,轴向驱动件533通过轴向安装板532、径向驱动件521、径向安装板522带动抖动夹持组件510发生轴向移动。当胶水覆盖在连通管800上时,抖动轴向驱动组件530驱动抖动夹持组件510沿着连通管800靠近抖动夹持组件510的一端的轴向发生移动,从而带动连通管800靠近抖动夹持组件510的一端发生轴向移动,从而使得胶水也能够沿着连通管800靠近抖动夹持组件510的一端的轴向发生移动,从而使得连通管800与第一组件600的连接处和连通管800与第二组件700的连接处的胶水沿着连通管800靠近抖动夹持组件510的一端的轴向分布更加均匀,从而提升连通管800与第一组件600和连通管800与第一组件600的连接强度。
40.工作过程:第一定位组件110将第一组件600夹持于第一容纳槽113中,第二定位组件120将第二组件700夹持于第二容纳槽123中。连通管800的两端分别与第一组件600和第二组件700进行插接配合。然后,点胶驱动件220驱动点胶枪210靠近往连通管800与第一组件600和连通管800与第二组件700的插接处并涂覆胶水。当点胶枪210完成胶水的涂覆之后,点胶驱动件220驱动点胶枪210远离连通管800,同时,接胶驱动件320驱动容器310移动至点胶枪210的下方。摆动驱动组件420驱动摆动组件410沿着连通管800靠近摆动组件410的一端的径向移动至对准连通管800后,摆动组件410夹持住连通管800,然后摆动驱动组件420驱动摆动组件410沿着连通管800靠近摆动组件410的一端的径向发生移动,从而使得连通管800和第一组件600连接处与连通管800和第二组件700连接处产生间隙,使得胶水能够流入间隙中。随后,摆动组件410松开连通管800,定位机构100移动至与抖动机构500对齐。抖动径向驱动组件520驱动抖动夹持组件510沿着连通管800靠近抖动夹持组件510的一端的径向移动至对准连通管800,抖动夹持组件510夹持连通管800。抖动轴向驱动组件530驱动抖动夹持组件510沿着连通管800靠近抖动夹持组件510的一端的轴向移动,使得胶水也能够沿着连通管800靠近抖动夹持组件510的一端的轴向发生移动。随后,抖动夹持组件510松开连通管800,抖动径向驱动组件520驱动抖动夹持组件510复位。
41.在装配时,第一定位组件110和第二定位组件120分别夹持第一组件600和第二组件700时,连通管800的一端与第一组件600进行装配,连通管800的另一端与第二组件700进行装配。当连通管800两端均完成装配时,连通管800也就得以固定,从而无需设置额外的定位结构对连通管800进行定位,从而使得装配装置结构更加紧凑。
42.在一些实施方式中,可以取消摆动机构400,而将抖动机构500设置在摆动机构400的位置。此时,若需要使得连通管800和第一组件600连接处与连通管800和第二组件700连接处产生间隙,使得胶水能够流入间隙中,则可以在抖动夹持组件510夹持连通管800之后,抖动径向驱动组件520驱动抖动夹持组件510沿着连通管800靠近抖动夹持组件510的一端发生径向移动实现。
43.在一些实施方式中,第二组件700和连通管800通过铆钉或者其他连接方式进行连接,而第一组件600和连通管800仍然通过胶水进行连接。此时,在装配装置对医药耗材进行装配时,只需要对连通管800与第一组件600的插接处涂覆胶水即可。
44.以第二组件700和连通管800通过铆钉连接为例,以下详细说明下第一组件600和连通管800如何进行插接。参照图6,该医药耗材装配装置还包括插接机构900,插接机构900包括插接夹持组件910、对位驱动组件920、插接驱动组件930。插接夹持组件910包括第一插接夹爪911、第二插接夹爪912、第三插接夹爪913和第四插接夹爪914。其中,第一插接夹爪911和第二插接夹爪912配合,起到引导连通管800的作用。第三插接夹爪913和第四插接夹爪914配合,起到夹持连通管800与第一组件600插接的一端的作用。对位驱动组件920包括对位驱动件921和对位安装板922。第一插接夹爪911、第二插接夹爪912、第三插接夹爪913和第四插接夹爪914均安装在对位安装板922上。对位驱动件921连接于对位安装板922背离插接夹持组件910的一侧。对位驱动件921驱动插接夹持组件910引导并夹持连通管800。插接驱动组件930包括转动驱动件931、定位板932、转动板933、平动驱动件934、插接板935和插接导向轴936。转动驱动件931和转动板933分别位于定位板932的两侧,对位驱动件921安装在转动板933上。转动驱动件931驱动转动板933发生转动,从而通过对位驱动件921最终带动插接夹持组件910发生转动,使得连通管800发生翻转以对准第一组件600。插接板935与插接导向轴936套接,平动驱动件934驱动插接板935沿着插接导向轴936发生轴向移动。插接导向轴936的轴向与连通管800和第一组件600插接的一端的轴向平行,同时,定位板932安装于插接板935上,从而平动驱动件934通过插接板935、定位板932、转动驱动件931、转动板933、对位驱动组件920最终带动插接夹持组件910发生移动,从而实现连通管800和第一组件600的插接。在一些实施方式中,若是连通管800发生翻转之后不仅能够对准第一组件600,还能够和第一组件600进行插接,那么也可以取消平动驱动件934、插接板935和插接导向轴936的设置。
45.本发明的实施例另外提供一种医用耗材生产线,包括如上述任一实施例中的医用耗材装配装置。采用该医用耗材装配装置的医用耗材生产线结构紧凑。同时,无需再通过额外的定位结构在连通管800与第一组件600装配后定位第一组件600,也无需通过额外的定位结构在连通管800与第二组件700装配后定位第二组件700,从而提高生产效率。
46.以上所述实施方式的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施方式中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
47.本技术领域的普通技术人员应当认识到,以上的实施方式仅是用来说明本发明,而并非用作为对本发明的限定,只要在本发明的实质精神范围内,对以上实施方式所作的适当改变和变化都落在本发明要求保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1