一种高温高压高性能阀门的自动化加工设备的制作方法
1.本发明涉及一种高温高压高性能阀门的自动化加工设备,尤其涉及一种高温高压高性能阀门的自动化装配设备。
背景技术:
2.现有技术中高温高压高性能阀门的装配主要仍然依靠人工,装配效率低;且由于这种阀门的阀体和阀瓣重量较大,工人装配时还需要依靠大量的辅助器械,对于厂房面积要求也较高;考虑到这种阀门的部件较少,如能实现自动化装配,则可有效提高加工效率,并显著降低阀门制造厂家对于厂房及辅助器械的购置成本以及人力成本。
技术实现要素:
3.本发明目的在于克服上述现有技术的不足,提供一种高温高压高性能阀门的自动化加工设备。
4.本发明的技术方案是:一种高温高压高性能阀门的自动化加工设备,包括阀体输送带、阀瓣输送带以及依次设置于阀体输送带上的下阀杆安装机构、阀瓣安装机构、阀盖压合机构、填料装入机构、压实及上盖固定机构和依次设置于阀瓣输送机构上的上阀杆安装机构、密封安装机构,所述阀瓣输送带的一端和阀体输送带的中部相连接,所述阀瓣安装机构和密封安装机构设置于阀瓣输送带和阀体输送带的交接处;
5.所述阀瓣输送带为由第一输送带和第二输送带组成的倒“l”形输送带,所述上阀杆安装机构设置于第一输送带上,所述第二输送带上移动连接有一阀瓣输送座,所述第二输送带的一端与阀体输送带中部相连接,所述第一输送带和第二输送带之间的连接处还设有一转移机械臂;
6.所述密封安装机构包括两对称设置于第二输送带端部的密封安装部,所述密封安装部内的高度和宽度与软密封和硬密封的外径相对应,所述密封安装部朝向第二输送带的端部具有一开口,所述开口处的密封安装部两侧板上具有避位槽,所述密封安装部的顶部具有一顶板,所述顶板上连接软密封输送机构和硬密封输送机构,所述顶板的一端延伸至避位槽,所述密封安装部内下端滑动连接有一顶块,所述密封安装部远离第二输送带的一端外侧固定有一顶块气缸,所述顶块气缸的活塞杆插入密封安装部并与顶块相连接,所述顶块的高度为软密封和硬密封外径的1/3,所述顶块的前端固定有一磁铁;
7.所述阀瓣安装机构一侧的阀体输送带上还设有一可伸缩的夹持机械臂,所述夹持机械臂上设有与阀瓣相对应的夹持爪,当密封安装机构将两侧的软密封和硬密封与阀瓣贴合后,夹持机械臂伸出将夹持爪置于两密封安装部开口处的避位槽上,再将两夹持爪收紧夹持软密封、硬密封和阀瓣的中部;
8.所述阀瓣安装机构包括一支架以及一阀瓣压入气缸,所述阀瓣压入气缸固定于支架顶部,所述支架下方还具有一压块,所述阀瓣压入气缸的活塞杆与压块相连接。
9.具体的,所述上阀杆安装机构和下阀杆安装机构都包括一阀杆仓和一设置于阀体
输送带或阀瓣输送带上的安装室,所述安装室的两端设有与阀体输送带或阀瓣输送带相对应的开口,所述安装室顶部设有机械臂和阀杆压入气缸,所述阀盖压合机构包括一阀盖仓和一设置于阀体输送带上的安装室,所述安装室的两端设有与阀体输送带相对应的开口,所述安装室顶部设有机械臂和压合气缸,所述填料装入机构包括填料仓和一设置于阀体输送带上的安装室,所述安装室的两端设有与阀体输送带相对应的开口,所述安装室内顶部设有可伸缩的填料充入头,所述填料仓内设有粉末状的填料和一输送泵,所述输送泵和填料充入头之间通过输送管相连接,所述压实及上盖固定机构包括上盖仓和一设置于阀体输送带上的安装室,所述安装室的两端设有与阀体输送带相对应的开口,所述安装室内顶部设有机械臂和压实气缸。
10.优选的,所述填料充入头有四个。
11.进一步的,所述第二输送带远离阀体输送带的一端设有一驱动电缸,所述第二输送带上设有滑轨,所述阀瓣输送座的底部具有滑块,所述滑块与滑轨相滑动连接,所述驱动电缸的活塞杆与阀瓣输送座相连接。
12.进一步的,所述压块上还具有与上阀杆相对应的避位孔。
13.进一步的,所述阀瓣输送座上具有与阀瓣形状相对应的前限位部和后限位部,所述后限位部与阀瓣的抵接处具有阻尼垫,所述前限位部转动连接在阀瓣输送座上,所述阀板输送座上还具有与前限位部相对应的前限位部避位槽,所述前限位部转动至前限位部避位槽内时阀瓣输送座前端为平面。
14.进一步的,所述阀瓣输送座一侧还固定有一伺服电机,所述伺服电机与前限位部相连接。
15.具体的,所述软密封输送机构和硬密封输送机构都包括一储存仓及一输送通道,所述密封安装部上具有与输送通道相对应的接口,所述输送通道的横截面与单一的软密封或硬密封相对应,所述输送通道与接口相连接。
16.进一步的,所述送料通道和密封安装部的连接处还设有一限位机构,所述限位机构包括两通过限位块气缸伸缩连接在输送通道内的限位块,两所述限位块分别设置于送料通道下端的两侧。
17.本发明的有益效果是:
18.1、本发明布局合理,所占用的空间少,可实现高温高压高性能阀门的自动化装配,装配效率高;
19.2、针对阀瓣密封装配以及阀瓣连同密封与阀体难以进行自动化的问题,重点设计了阀瓣安装机构和密封安装机构的结构,采用两密封安装部向阀瓣推送软密封和硬密封,然后夹持机械臂直接将阀瓣连同软密封和硬密封送至阀体上方,再进行压合的方式进行装配;装配完毕的软密封和硬密封并不采用相对固定的连接方式与阀瓣进行连接,便于后续对阀门软密封和硬密封的更换,有效提高产品的整体寿命;
20.3、考虑到软、硬密封与阀瓣装配时的精度要求较高,且需与夹持机械臂配合进行转移,设计了两段式的阀瓣输送带,在第二输送带上设置了由电缸驱动的阀瓣输送座,以确保输送精度;
21.4、在阀瓣输送座的前端设计了可转动的前限位部,便于夹持机械臂由密封安装机构之间直接将阀瓣连同软密封和硬密封抽出,以提高装配节奏;
22.5、对软、硬密封的输送通道及推送结构进行了设计,软、硬密封下落后,软密封夹持于硬密封和顶块前端的磁铁之间,以简化结构、提高装配节奏,并保证顶块在推送过程中软、硬密封的稳定性。
附图说明
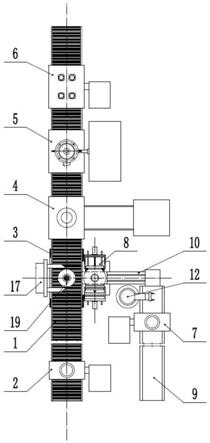
23.图1是本发明的结构示意图;
24.图2是本发明密封安装机构的结构示意图;
25.图3是本发明夹持机械臂从密封安装机构上转接阀瓣时的状态示意图;
26.图4是本发明阀瓣输送座的结构示意图;
27.图5是本发明输送通道的结构示意图。
具体实施方式
28.下面通过实施例,并结合附图,对本发明的技术方案作进一步具体的说明。
29.如图1所示,一种高温高压高性能阀门的自动化加工设备,包括阀体输送带1、阀瓣输送带以及依次设置于阀体输送带1上的下阀杆安装机构2、阀瓣安装机构3、阀盖压合机构4、填料装入机构5、压实及上盖固定机构6和依次设置于阀瓣输送机构上的上阀杆安装机构7、密封安装机构8,所述阀瓣输送带的一端和阀体输送带1的中部相连接,所述阀瓣安装机构3和密封安装机构8设置于阀瓣输送带和阀体输送带1的交接处;
30.在另一实施例中,所述上阀杆安装机构7和下阀杆安装机构2都包括一阀杆仓和一设置于阀体输送带1或阀瓣输送带上的安装室,所述安装室的两端具有与阀体输送带1或阀瓣输送带相对应的开口,所述安装室顶部具有机械臂和阀杆压入气缸;工作时,机械臂抓取由阀杆仓送来的上阀杆或下阀杆并置于阀体或阀瓣对应的安装孔上方,阀杆压入气缸将上阀杆或下阀杆压入安装孔内;
31.在另一实施例中,所述阀盖压合机构4包括一阀盖仓和一设置于阀体输送带1上的安装室,所述安装室的两端具有与阀体输送带1相对应的开口,所述安装室顶部具有机械臂和压合气缸;工作时,机械臂抓取由阀盖仓送来的阀盖,压合气缸将阀盖压合至阀体上端的开口处;
32.在另一实施例中,所述填料装入机构5包括填料仓和一设置于阀体输送带1上的安装室,所述安装室的两端具有与阀体输送带1相对应的开口,所述安装室内顶部具有可伸缩的填料充入头,所述填料仓内设有粉末状的填料和一输送泵,所述输送泵和填料充入头之间通过输送管相连接;工作时,填料充入头伸出将填料注入阀盖和上阀杆的间隙处;
33.优选的,所述填料充入头有四个,以确保填料充入的均匀性;
34.在另一实施例中,所述压实及上盖固定机构6包括上盖仓和一设置于阀体输送带1上的安装室,所述安装室的两端具有与阀体输送带1相对应的开口,所述安装室内顶部具有机械臂和压实气缸;工作时,机械臂抓取由上盖仓送来的上盖并套置于上阀杆上,压实气缸将上盖压入阀盖并对填料进行压实;
35.所述阀瓣输送带为由第一输送带9和第二输送带10组成的倒“l”形输送带,所述上阀杆安装机构7设置于第一输送带9上,所述第二输送带10上移动连接有一阀瓣输送座11,所述第二输送带10的一端与阀体输送带1中部相连接,所述第一输送带9和第二输送带10之
间的连接处还设有一转移机械臂12;
36.在另一实施例中,所述第二输送带10远离阀体输送带1的一端设有一驱动电缸,所述第二输送带10上设有滑轨,所述阀瓣输送座11的底部具有滑块,所述滑块与滑轨相滑动连接,所述驱动电缸的活塞杆与阀瓣输送座11相连接;
37.结合图2所示,所述密封安装机构8包括两对称设置于第二输送带10端部的密封安装部13,所述密封安装部13内的高度和宽度与软密封和硬密封的外径相对应,所述密封安装部13朝向第二输送带10的端部具有一开口,所述开口处的密封安装部13两侧板上具有避位槽,所述密封安装部13的顶部具有一顶板,所述顶板上连接软密封输送机构和硬密封输送机构,所述顶板的一端延伸至避位槽,所述密封安装部13内下端滑动连接有一顶块14,所述密封安装部13远离第二输送带10的一端外侧固定有一顶块气缸15,所述顶块气缸15的活塞杆插入密封安装部13并与顶块14相连接,所述顶块14的高度为软密封和硬密封外径的1/3,所述顶块14的前端固定有一磁铁16;工作时,软密封输送机构和硬密封输送机构向下输入软密封和硬密封,由于硬密封为钢质,输入后的硬密封被顶块14上的磁铁16所吸附,而软密封输入在硬密封和顶块14之间,软密封被夹持于硬密封和磁铁16之间;顶块14在顶块气缸15作用下向外侧移动,带动软密封和硬密封贴合在位于阀瓣输送座11上的阀瓣的侧面;
38.结合图3所示,所述阀瓣安装机构3一侧的阀体输送带1上还设有一可伸缩的夹持机械臂17,所述夹持机械臂17上设有与阀瓣相对应的夹持爪18,当密封安装机构8将两侧的软密封和硬密封与阀瓣贴合后,夹持机械臂17伸出将夹持爪18置于两密封安装部13开口处的避位槽上,再将两夹持爪18收紧夹持软密封、硬密封和阀瓣的中部,然后夹持机械臂17回缩,将阀瓣置于阀体输送带1上阀体顶部开口的正上方;
39.所述阀瓣安装机构3包括一支架以及一阀瓣压入气缸,所述阀瓣压入气缸固定于支架顶部,所述支架下方还具有一压块19,所述阀瓣压入气缸的活塞杆与压块19相连接;工作时,阀瓣压入气缸的活塞杆下行使压块19与夹持机械臂17送来的阀瓣及软密封、硬密封相抵接,将阀瓣、软密封和硬密封的下端由阀座开口压入阀腔内,此时,夹持机械臂17的夹持爪18松开且夹持机械臂17复位,阀瓣压入气缸的活塞杆继续下行直至将阀瓣、软密封和硬密封彻底压入阀腔;
40.在另一实施例中,所述压块19上还具有与上阀杆相对应的避位孔;
41.在另一实施例中,结合图4所示,所述阀瓣输送座11上具有与阀瓣形状相对应的前限位部20和后限位部21,以确保阀瓣在阀瓣输送座11时的稳定性,所述后限位部21与阀瓣的抵接处具有阻尼垫22,以避免阀瓣产生位移,所述前限位部20转动连接在阀瓣输送座11上,所述阀板输送座上还具有与前限位部20相对应的前限位部避位槽23,所述前限位部20转动至前限位部避位槽23内时阀瓣输送座11前端为平面,以便于夹持机械臂17夹持阀瓣及软密封、硬密封将其移出;
42.具体的,所述阀瓣输送座11一侧还固定有一伺服电机,所述伺服电机与前限位部20相连接,以驱动前限位部20进行转动;
43.在另一实施例中,如图5所示,所述软密封输送机构和硬密封输送机构都包括一储存仓及一输送通道24,所述密封安装部13上具有与输送通道24相对应的接口25,所述输送通道24的横截面与单一的软密封或硬密封相对应,所述输送通道24与接口25相连接;通过该结构,软密封或硬密封逐个堆叠在输送通道24内,并依靠自身的重力下落至密封安装部
13内;
44.进一步的,所述送料通道和密封安装部13的连接处还设有一限位机构,所述限位机构包括两通过限位块气缸伸缩连接在输送通道24内的限位块26,两所述限位块26分别设置于送料通道下端的两侧,以使软密封或硬密封逐个下落。
45.本发明的工作原理是:顶部具有开口的阀体逐个放置于阀体输送带1上并在输送带带动下前行,至下阀杆安装机构2处时上阀杆安装机构7将一下阀杆安装至阀体内,然后阀体继续前行,前行至阀瓣安装机构3处等待;阀体在装配下阀杆的同时,逐个放置于第一输送带9上的阀瓣也前行至上阀杆安装机构7处进行上阀杆安装,然后转移机械臂12将其转移至第二输送带10的阀瓣输送座11,阀瓣输送座11将安装完上阀杆的阀瓣输送至密封安装机构8处,密封安装机构8将两对硬密封和软密封贴合在阀瓣两侧;此时,夹持机械臂17伸出将阀瓣连同硬密封、软密封夹持至阀体上方,阀瓣安装机构3的顶块气缸15的气缸伸出,将阀瓣连同硬密封、软密封压入阀体内;完成上述步骤后,装配完阀瓣的阀体继续在阀体输送带1作用下前行,依次通过阀盖压合机构4、填料装入机构5、压实及上盖固定机构6,进行阀盖的安装、填料的填入、压实,并固定好上盖,完成装配后输出。
46.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
47.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施方式的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
48.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1