一种用于铜铝过渡线夹的耐腐蚀复合钎料及其制备方法与流程
1.本发明属于钎料材料技术领域,具体涉及一种用于铜铝过渡线夹的耐腐蚀复合钎料及其制备方法。
背景技术:
2.石墨烯是由碳原子以sp2杂化连接的单原子层构成的,其基本结构单元为有机材料中最稳定的苯六元环,其理论厚度仅为0.35nm,是目前所发现的最薄的二维材料。纳米级厚度的石墨烯拥有独特的物理化学性质,如石墨烯的强度是已测试材料中最高的,达130gpa,是钢的100多倍;其载流子迁移率达1.5
×
104cm2·
v-1
·
s-1
,是目前已知的具有最高迁移率的锑化铟材料的2倍,超过商用硅片迁移率的10倍,在特定条件下(如低温骤冷等),其迁移率甚至可高达2.5
×
105cm2·
v-1
·
s-1
;石墨烯的热导率可达5
×
103w
·
m-1
·
k-1
,是金刚石的3倍;石墨烯还具有超强的耐腐蚀性能、室温量子霍尔效应及室温铁磁性等特殊性质,能够广泛应用于纳米材料、能源、生物医学、电学等领域。
3.在电能转换系统中有很多铜与铝连接的情况,这就要用到铜铝过渡线夹。该类线夹是在电力行业中应用广泛的典型的铜铝连接器件。铜铝过渡线夹多用于母线引下线与电气设备,如变压器、断路器、互感器、隔离开关、穿墙套管等的出线端子连接。使用铜铝过渡线夹,可以避免很多电导问题和电化学腐蚀等问题,是实现以铝代铜、节约铜材,从而降低输变电设备成本的有效手段。
4.铜铝过渡线夹一般通过钎焊的焊接方式将铜材和铝材进行连接,来实现有效可靠的铜铝过渡。但是钎焊所获得的铜铝过渡线夹在长期运行中会受到工况环境的因素影响,形成腐蚀损伤或应力损伤,从而造成线夹老化断裂,对设备及电网的安全运行造成极大隐患。因此,解决铜铝过渡线夹钎焊接头的腐蚀性能差和强度低问题是提升铜铝过渡线夹稳定运行能力的关键。zn-al基钎料是钎焊工艺中应用较为成熟的钎料,由于zn元素和al元素的腐蚀电位都比较小,在环境中易发生腐蚀。在钎焊过程中,zn-al基钎料与铜基板或铝基板易发生反应,形成cual2脆性相,影响铜铝过渡线夹的机械性能。为了增强zn-al基钎料的耐腐蚀性能,从而提高铜铝过渡线夹的机械性能,目前,常用的方法是调节zn-al基钎料中zn元素与al元素的质量比例的方式来提升zn-al基钎料的耐腐蚀性能,但是这种方式需要大量的实验才能筛选出合适得数据比例,工作量大,操作繁琐,而且实验随机性比较大,产生的人为误差也会比较大,从而造成实验数据的不准确性的几率就会很大。因此,研究一种新型的用于铜铝过渡线夹的耐腐蚀zn-al基钎料是目前急需接续解决的技术问题。
技术实现要素:
5.为了解决现有技术中存在的不足,本发明的目的是提供一种用于铜铝过渡线夹的耐腐蚀复合钎料及其制备方法。该复合钎料润湿性能好、抗拉强度高,而且耐腐蚀性能强。
6.为了实现上述目的,本发明采用如下技术方案:
7.一种用于铜铝过渡线夹的耐腐蚀复合钎料,所述复合钎料包括以下重量百分含量
的原料:10%-22%al、0.3%-0.6%ag、0.4%-1%cu、0.05%-0.2%稀土元素、0.01%-0.12%石墨烯,其余为zn。
8.进一步的,所述石墨烯的重量百分含量为0.01%-0.09%。
9.进一步的,所述石墨烯为石墨烯纳米薄片,所述石墨烯纳米薄片的厚度为3-15nm,尺寸为3-10μm。
10.进一步的,所述石墨烯是通过水合肼还原氧化石墨烯制备所得的。
11.进一步的,所述复合钎料为粉末、条状、棒状、片状中的任一种形状钎料或几种形状钎料的混合物。
12.进一步的,一种上述用于铜铝过渡线夹的耐腐蚀复合钎料的制备方法,其特征在于,包括以下步骤:
13.(1)称取上述各重量百分比的复合钎料的原料;
14.(2)首先采用超声波细胞粉碎机将步骤(1)中称量好的石墨烯进行粉碎分散处理,然后将步骤(1)中称量好的金属原材料粉末与所述分散处理后的石墨烯粉末进行充分混合并离心,得到金属原材料与石墨烯粉末的混合物;
15.(3)将步骤(2)中所得的金属原材料与石墨烯粉末的混合物利用混料机混合均匀;
16.(4)利用真空热压烧结法将步骤(4)中混合均匀的金属原材料与石墨烯粉末的混合物进行高温烧结,烧结结束后冷却至室温,即得耐腐蚀的复合钎料。
17.进一步的,所述步骤(2)金属原材料粉末的直径为10-100μm。
18.进一步的,所述步骤(4)中真空热压烧结的烧结温度为400-450℃,烧结压力为30mpa,烧结时间为30-40min,烧结真空度为1
×
10-3-5
×
10-3
pa。
19.与现有技术相比,本发明具备的有益效果:
20.本发明在传统zn-al基钎料的基础上加入一定量的ag、cu、稀土元素、石墨烯,ag与母材al、cu液态时均有限互溶,添加适量ag可改善的zn-al基钎料的铺展性和流动性,使钎料与母材充分发生反应、更好地填满钎缝,同时加入适量ag可提高钎焊接头强度;cu的强度高、熔点高、结晶时先凝固形成质点,可以通过提高钎料强度而提高钎焊接头强度,同时cu的加入可改善钎料对铜基体的润湿性、减少铜基体向液态钎料中的溶解;稀土元素是活性元素,适量添加稀土元素,可降低合金表面张力,改善钎料的润湿铺展性能,过量添加则会形成稀土金属氧化物,致使钎料铺展性变差;石墨烯作为核心添加元素,是一种纳米级强化相,具有高温稳定性、耐腐蚀特性、优异力学性能和大的比表面积,在制备钎料过程中,加入适量的石墨烯细化了钎料的晶粒组织,增加了共晶组织比例和细化了钎料的晶粒,从而提高了钎料的润湿铺展性和抗拉强度,石墨烯与钎料中的金属之间通过真空热压烧结,形成“层压结构”,阻隔了水、氧气等腐蚀介质的进入,从而提高了复合钎料的耐腐蚀性能;如果过量石墨烯和钎料中的金属在真空热压烧结时,由于石墨烯的量过大,容易造成烧结团聚,难以形成层压结构,水、氧气等腐蚀介质就会通过团聚的空隙进入到钎料所形成的的焊缝中,加快线夹的腐蚀。
具体实施方式
21.以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本发明的保护范围。
22.本发明所述的石墨烯纳米薄片都是通过水合肼还原氧化石墨烯制备所得,具体制备方法如下:首先,将氧化石墨烯配制成溶液,在溶液中加入水合肼(氧化石墨烯与水合肼的质量配比为1:0.7-1:1);然后放在90-95℃的水浴中还原1-2h后取出,过滤;最后,将过滤后的溶液放入30-40℃的烘箱中干燥36-40h后取出,得石墨烯纳米薄片。
23.实施例1
24.一种用于铜铝过渡线夹的耐腐蚀复合钎料,所述复合钎料包括以下重量百分含量的原料:10%al、0.3%ag、0.4%cu、0.05%稀土元素、0.01%石墨烯,余量为zn。
25.所述石墨烯为厚度为3nm,尺寸为3μm的石墨烯纳米薄片,
26.一种上述用于铜铝过渡线夹的耐腐蚀复合钎料的制备方法包括以下步骤:
27.(1)按照上述重量百分比称取称取上述复合钎料的各个原料;
28.(2)首先采用超声波细胞粉碎机将步骤(1)中称量好的石墨烯纳米薄片进行粉碎分散处理,然后将步骤(1)中称量好的直径为10μm的金属原材料粉末与分散处理后的石墨烯粉末进行充分混合并离心,得到金属原材料与石墨烯粉末的混合物;
29.(3)将步骤(2)中所得的金属原材料与石墨烯粉末的混合物利用混料机混合均匀;
30.(4)利用真空热压烧结法将步骤(4)中混合均匀的金属原材料与石墨烯粉末的混合物进行高温烧结,烧结温度为400℃,烧结压力为30mpa,烧结时间为30min,烧结真空度为1
×
10-3
pa,烧结结束后冷却至室温,即得本发明用于铜铝过渡线夹的耐腐蚀的复合钎料,所得的复合钎料形状为粉末、条状、棒状、片状中的任一种或几种的混合物。
31.实施例2
32.一种用于铜铝过渡线夹的耐腐蚀复合钎料,所述复合钎料包括以下重量百分含量的原料:13%al、0.4%ag、0.5%cu、0.09%稀土元素、0.03%石墨烯,余量为zn。所述石墨烯为厚度为5nm,尺寸为5μm的石墨烯纳米薄片,
33.一种上述用于铜铝过渡线夹的耐腐蚀复合钎料的制备方法包括以下步骤:
34.(1)按照上述重量百分比称取称取上述复合钎料的各个原料;
35.(2)首先采用超声波细胞粉碎机将步骤(1)中称量好的石墨烯纳米薄片进行粉碎分散处理,然后将步骤(1)中称量好的直径为30μm的金属原材料粉末与分散处理后的石墨烯粉末进行充分混合并离心,得到金属原材料与石墨烯粉末的混合物;
36.(3)将步骤(2)中所得的金属原材料与石墨烯粉末的混合物利用混料机混合均匀;
37.(4)利用真空热压烧结法将步骤(4)中混合均匀的金属原材料与石墨烯粉末的混合物进行高温烧结,烧结温度为410℃,烧结压力为30mpa,烧结时间为33min,烧结真空度为2
×
10-3
pa,烧结结束后冷却至室温,即得本发明用于铜铝过渡线夹的耐腐蚀的复合钎料,所得的复合钎料形状为粉末、条状、棒状、片状中的任一种或几种的混合物。
38.实施例3
39.一种用于铜铝过渡线夹的耐腐蚀复合钎料,所述复合钎料包括以下重量百分含量的原料:16%al、0.5%ag、0.7%cu、0.14%稀土元素、0.06%石墨烯,余量为zn。所述石墨烯为厚度为10nm,尺寸为7μm的石墨烯纳米薄片,
40.一种上述用于铜铝过渡线夹的耐腐蚀复合钎料的制备方法包括以下步骤:
41.(1)按照上述重量百分比称取称取上述复合钎料的各个原料;
42.(2)首先采用超声波细胞粉碎机将步骤(1)中称量好的石墨烯纳米薄片进行粉碎
分散处理,然后将步骤(1)中称量好的直径为60μm的金属原材料粉末与分散处理后的石墨烯粉末进行充分混合并离心,得到金属原材料与石墨烯粉末的混合物;
43.(3)将步骤(2)中所得的金属原材料与石墨烯粉末的混合物利用混料机混合均匀;
44.(4)利用真空热压烧结法将步骤(4)中混合均匀的金属原材料与石墨烯粉末的混合物进行高温烧结,烧结温度为420℃,烧结压力为30mpa,烧结时间为36min,烧结真空度为3
×
10-3
pa,烧结结束后冷却至室温,即得本发明用于铜铝过渡线夹的耐腐蚀的复合钎料,所得的复合钎料形状为粉末、条状、棒状、片状中的任一种或几种的混合物。
45.实施例4
46.一种用于铜铝过渡线夹的耐腐蚀复合钎料,所述复合钎料包括以下重量百分含量的原料:19%al、0.55%ag、0.5%cu、0.18%稀土元素、0.09%石墨烯,余量为zn。所述石墨烯为厚度为12nm,尺寸为8μm的石墨烯纳米薄片,
47.一种上述用于铜铝过渡线夹的耐腐蚀复合钎料的制备方法包括以下步骤:
48.(1)按照上述重量百分比称取称取上述复合钎料的各个原料;
49.(2)首先采用超声波细胞粉碎机将步骤(1)中称量好的石墨烯纳米薄片进行粉碎分散处理,然后将步骤(1)中称量好的直径为80μm的金属原材料粉末与分散处理后的石墨烯粉末进行充分混合并离心,得到金属原材料与石墨烯粉末的混合物;
50.(3)将步骤(2)中所得的金属原材料与石墨烯粉末的混合物利用混料机混合均匀;
51.(4)利用真空热压烧结法将步骤(4)中混合均匀的金属原材料与石墨烯粉末的混合物进行高温烧结,烧结温度为440℃,烧结压力为30mpa,烧结时间为38min,烧结真空度为4
×
10-3
pa,烧结结束后冷却至室温,即得本发明用于铜铝过渡线夹的耐腐蚀的复合钎料,所得的复合钎料形状为粉末、条状、棒状、片状中的任一种或几种的混合物。
52.实施例5
53.一种用于铜铝过渡线夹的耐腐蚀复合钎料,所述复合钎料包括以下重量百分含量的原料:22%al、0.6%ag、1%cu、0.2%稀土元素、0.12%石墨烯,余量为zn。所述石墨烯为厚度为15nm,尺寸为10μm的石墨烯纳米薄片,
54.一种上述用于铜铝过渡线夹的耐腐蚀复合钎料的制备方法包括以下步骤:
55.(1)按照上述重量百分比称取称取上述复合钎料的各个原料;
56.(2)首先采用超声波细胞粉碎机将步骤(1)中称量好的石墨烯纳米薄片进行粉碎分散处理,然后将步骤(1)中称量好的直径为100μm的金属原材料粉末与分散处理后的石墨烯粉末进行充分混合并离心,得到金属原材料与石墨烯粉末的混合物;
57.(3)将步骤(2)中所得的金属原材料与石墨烯粉末的混合物利用混料机混合均匀;
58.(4)利用真空热压烧结法将步骤(4)中混合均匀的金属原材料与石墨烯粉末的混合物进行高温烧结,烧结温度为450℃,烧结压力为30mpa,烧结时间为40min,烧结真空度为5
×
10-3
pa,烧结结束后冷却至室温,即得本发明用于铜铝过渡线夹的耐腐蚀的复合钎料,所得的复合钎料形状为粉末、条状、棒状、片状中的任一种或几种的混合物。
59.对比例1
60.一种用于铜铝过渡线夹的耐腐蚀复合钎料,未添加石墨烯,其原料组成和制备方法与实施例4相同。
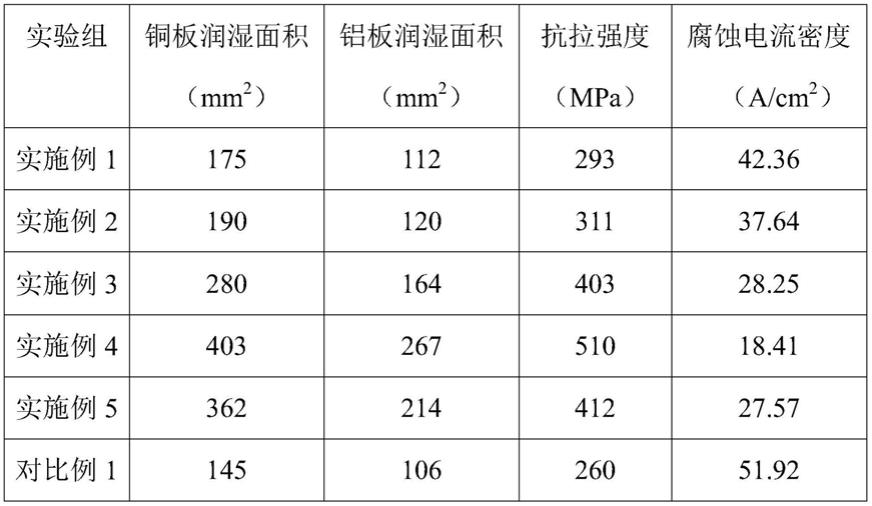
61.本发明实施例1-5与对比例1的复合钎料的润湿性能(在铜板和铝板上的润湿性
能)、抗拉强度、耐腐蚀性能参数如表1所示。根据腐蚀动力学分析可知,腐蚀电流密度表示发生腐蚀时的强烈程度;腐蚀电流密度越小,其耐腐蚀性能越好。
62.表1实施例1-5与对比例1的复合钎料的性能参数
[0063][0064]
从表1中的数据可知,本发明实施例1-5中钎料的润湿性能、抗拉强度和腐蚀电流密度的性能均优于对比例1中的钎料,说明石墨烯的加入,增加了钎料共晶组织的比例,细化了钎料的晶粒,从而提高了钎料的润湿铺展性和抗拉强度,而且石墨烯与钎料中的金属之间通过真空热压烧结,形成“层压结构”,阻隔了水、氧气等腐蚀介质的进入,从而提高了复合钎料的耐腐蚀性能;但是从实施例1-5中可以看出,随着钎料中石墨烯的加入量不断增加,钎料的润湿性能、抗拉强度和腐蚀电流密度的性能出现了先不断升高后下降的现象,这是因为过量石墨烯和钎料中的金属在真空热压烧结时,由于石墨烯的量过大,容易造成烧结团聚,造成了钎料的晶粒增大,石墨烯与金属之间难以形成层压结构,这样钎料的润湿铺展性和抗拉强度就会减低,水、氧气等腐蚀介质也会通过团聚的空隙进入加快线夹的腐蚀。
[0065]
最后应说明的是:显然,上述实施例仅仅是为清楚地说明本发明所作的举例,而并非对实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。而由此所引申出的显而易见的变化或变动仍处于本发明的保护范围之中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1