一种汽车部件激光拼焊上料系统的制作方法
1.本发明涉及一种汽车部件激光拼焊上料系统,属于激光拼焊设备技术领域。
背景技术:
2.汽车部件如门环件、天窗件需要通过激光拼焊将多个料板加工成一个整体,多个料板需要固定安装在定位平台上,并进行精确定位,再进行焊接加工;现有的设备大多都是通过机械手先抓取一块基准料板,放置在定位平台上定位之后,再依次抓取其他料板,分别进行定位;这种方式和设备的上料效率较低,难以满足激光拼焊的高效生产要求。
技术实现要素:
3.针对上述存在的技术问题,本发明的目的是:提出了一种汽车部件激光拼焊上料系统。
4.本发明的技术解决方案是这样实现的:一种汽车部件激光拼焊上料系统,包含送料机架和上料桁架;所述送料机架具有上料工位和焊接工位,送料机架上设置有定位平台和定位平台输送机构,定位平台输送机构带动定位平台在上料工位和焊接工位之间移动,定位平台上设置有多个电磁铁吸附组件、推料组件和料板定位部件;所述上料桁架上设置有两组抓料机构,两组抓料机构分别抓取不同的料板,并先后放置在同一个定位平台上,组成完整的待焊拼板;所述抓料机构包含横移架、横移驱动机构、升降驱动装置、升降架和抓料框组件,横移驱动机构带动横移架在上料桁架上移动,升降驱动装置安装在横移架上,升降驱动装置带动升降架升降,抓料框组件安装在升降架上,抓料框组件上设置有抓料吸盘,抓料吸盘用于吸附抓取料板;上料桁架上的两组抓料机构中,先将料板放置在定位平台上的抓料机构的抓料框组件上设置有多个对中挡块,对中挡块与料板的焊边配合。
5.优选的,所述送料机架的两端为上料工位,中间为焊接工位,送料机架上设置有两个定位平台,送料机架的两端各设置一组上料桁架。
6.优选的,每个电磁铁吸附组件均包含两个电磁铁,两个电磁铁之间留有间隙,抓料机构将料板送至定位平台时,对中挡块的下端插入两个电磁铁之间的间隙中。
7.优选的,每组抓料机构均抓取互相间隔的料板,定位平台上仅在后放置的料板的内侧边缘处设置料板定位部件。
8.优选的,所述料板定位部件为定位销,每块后放置的料板的内侧边缘处至少设置两个料板定位部件。
9.优选的,所述抓料框组件包含吸盘架和分隔底板,吸盘架的下侧安装有多个抓料吸盘,分隔底板设置在吸盘架的下侧,对中挡块安装在分隔底板的下侧,分隔底板上开设多个避让圆孔,使抓料吸盘穿过分隔底板,并伸至分隔底板的下侧。
10.由于上述技术方案的运用,本发明与现有技术相比具有下列优点:本发明的汽车部件激光拼焊上料系统,为同一个定位平台配套两组抓料机构,每个抓料机构各进行一次上料动作,就可以完成全部料片的上料,并且先上料的抓料机构设
计对中挡块,可以配合定位平台将先上料的料板全部一次定位到位,后上料的料板即可以此为基准,直接推送到位,大幅提高上料的效率和加工精度。
附图说明
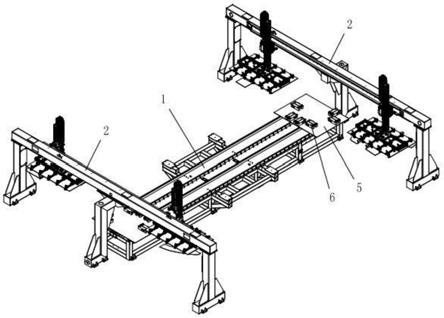
11.下面结合附图对本发明技术方案作进一步说明:附图1为本发明所述的一种汽车部件激光拼焊上料系统的立体结构示意图;附图2为本发明所述的抓料机构的立体结构示意图;附图3为本发明所述的汽车部件激光拼焊上料系统的上料过程示意图;附图4为本发明所述的抓料框组件与定位平台配合的平面示意图;附图5为本发明所述的抓料框组件与定位平台配合的侧面示意图。
具体实施方式
12.下面结合附图来说明本发明。
13.如附图1
‑
5所示,本发明所述的一种汽车部件激光拼焊上料系统,包含送料机架1和两组上料桁架2;送料机架1的两端为上料工位3,中间为焊接工位4,送料机架1上设置有定位平台输送机构和两个定位平台5,送料机架1的两端各设置一组上料桁架2;两个定位平台5分别位于送料机架1的两端,定位平台输送机构带动定位平台5在上料工位3和焊接工位4之间移动。
14.所述定位平台5可采用现有结构,本技术人日前也申请过相关定位平台专利;每个定位平台5上均设置有多个电磁铁吸附组件6、推料组件和料板定位部件7;电磁铁吸附组件6用于吸附固定料板,每个电磁铁吸附组件6均包含两个电磁铁,两个电磁铁之间留有间隙;推料组件用于将料板推送到位,推料组件可以采用气缸作为推料动力;料板定位部件7用于定位料板的内侧边缘,料板定位部件7一般为定位销。
15.每个上料桁架2上均设置有两组抓料机构,抓料机构的送料方向与送料机架1上的送料方向互相垂直,同一个上料桁架2上的两组抓料机构分别抓取不同的料板,并先后放置在同一个定位平台5上,组成完整的待焊拼板。
16.所述抓料机构包含横移架11、横移驱动机构、升降驱动装置12、升降架13和抓料框组件14;所述横移驱动机构可以采用电机齿轮齿条或电机丝杆等机构,横移驱动机构带动横移架11在上料桁架2上水平移动;所述升降驱动装置12安装在横移架11上,升降驱动装置12可采用长气缸或电机丝杆等,升降驱动装置12带动升降架13升降,抓料框组件14安装在升降架13的下端。
17.同一组上料桁架2上的两组抓料机构中,先将料板放置在定位平台5上的抓料机构的抓料框组件14上设置有多个对中挡块16,对中挡块16用于与料板的焊边配合。
18.所述抓料框组件14包含吸盘架17和分隔底板18,吸盘架17的下侧安装有多个抓料吸盘15,抓料吸盘15用于吸附抓取料板,分隔底板18设置在吸盘架17的下侧,对中挡块16安装在分隔底板18的下侧,分隔底板18上开设多个避让圆孔,使抓料吸盘15穿过分隔底板18,并伸至分隔底板18的下侧。
19.该上料系统可用于汽车门环件和天窗件等部件的上料,本方案以六拼件汽车门环件为例,如图3所示,六拼件分为a、b、c、d、e、f六个料板;定位平台5上设置六组电磁铁吸附
组件6,定位平台5上仅在后放置的d、e、f三个料板的内侧边缘处设置料板定位部件7,每块料板的内侧边缘处应当至少设置两个料板定位部件7,以确保料板能够到位;每个分隔底板18下侧设置六个对中挡块16,六个对中挡块16分别与a、b、c三个料板的焊边配合。
20.图3中的箭头为上料方向和次序,右侧的抓料机构先上料,该抓料机构抓取a、b、c三个料板,然后移动至定位平台5的上方,参阅图4、5,抓料机构下降,使六个对中挡块16分别插入六组电磁铁吸附组件6的间隙中,推料组件以对中挡块16为基准,将a、b、c三个料板推送到位,随后对应的电磁铁启动吸附,将a、b、c三个料板固定;右侧的抓料机构复位,同时左侧的抓料机构将d、e、f三个料板送至定位平台5的上方,抓料机构下降,使d、e、f三个料板落在定位平台5上,推料组件以a、b、c三个料板和料板定位部件7为基准,将d、e、f三个料板推送到位,随后对应的电磁铁启动吸附,将d、e、f三个料板固定,使a、b、c、d、e、f六个料板组成完整的待焊拼板。
21.随后定位平台5被送至焊接工位4,即可进行拼焊加工;两组上料桁架2交替工件,使两个定位平台5可以交替运行,大幅提高焊接加工效率。
22.上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并加以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1