一种高铁轨道板用钢筋笼的制造方法及其装置与流程
1.本发明涉及高铁轨道板领域,尤其是涉及一种高铁轨道板用钢筋笼的制造方法及其装置。
背景技术:
2.目前,随着我国高速铁路技术的不断发展,高速火车的运行速度也在不断地提高,由原来的每小时60-90公里提高到现在的每小时200-300公里,并且火车运行速度的进一步提高一直处于不断地研究之中。现有的高速铁路采用混凝土板作为轨道板,高铁轨道固定在混凝土板之上。高铁轨道基础越好,高铁运行时震动就越小,运行越平稳,速度就越快。为了保证火车能够平稳、可靠、快速的在轨道上运行,对高铁轨道板也就提出了更高的要求。
3.申请人发现,钢筋笼作为高速铁路无砟轨道板的重要组成部分,在目前的技术中,高速铁路无砟轨道板钢筋笼的生产过程中,需经过钢筋校直、切断、套管、热缩、折弯、绑扎等多个工序,其生产流程繁琐,且钢筋笼的整个生产制造过程,几乎全部需要人工参与。虽然目前的钢筋自动加工设备已较为成熟,但是还是需要根据高速铁路无砟轨道板及钢筋笼的相关尺寸要求,由人工进行或干预钢筋笼的原料预处理、搭建、焊接、绑扎等工作,工人劳动强度大,且生产精度难以控制,钢筋笼歪斜现象时有发生。
4.申请人经研究发现,为解决现有技术中无法实现轨道板钢筋笼全自动化生产的技术难题,在自动化生产过程中,申请人开创性的预先将高速铁路无砟轨道板钢筋笼分为上、下两个部分,并分别通过互不干涉的特定制备工艺,分别制得上层钢筋笼和下层钢筋笼后,再对两者进行自动合笼及自动加固处理,最终制得成品钢筋笼。但是,现有技术中,并未公开有将钢筋笼分为上、下两个部分分别预制的工艺方法,也无法对钢筋笼上、下两部分进行自动化合笼处理。进一步的,申请人在实际操作中,上层钢筋笼与下层钢筋笼的自动合笼、加固过程中,还存在有上下层钢筋笼无法精准对齐、无法对各节点进行有效绑扎等的技术难点。
5.由此,针对现有高速铁路轨道板钢筋笼的生产过程中,无法实现钢筋笼上、下层钢筋笼的全自动合笼,且上下层钢筋笼无法有效精准合笼,无法对各节点实现有效绑扎,生产效率低,工人劳动强度大,生产精度不高的问题,亟需研发一种高铁轨道板用钢筋笼的制造方法及其装置,以克服前述的技术问题。
技术实现要素:
6.为解决现有技术中存在的技术问题,本发明提供一种高铁轨道板用钢筋笼的制造方法及其装置,以解决现有技术中,现有高速铁路轨道板钢筋笼的生产过程中,无法实现钢筋笼上、下层钢筋笼的全自动合笼,且上下层钢筋笼无法有效精准合笼,无法对各节点实现有效绑扎,生产效率低,工人劳动强度大,生产精度不高等问题。
7.为解决以上技术问题,本发明采取的技术方案如下:一种高铁轨道板用钢筋笼的制造方法,包括有:合序一、合序二、合序三、合序四;
所述合序一,预制、布置纵向补强筋,进行上层钢筋笼与下层钢筋笼合笼,并紧固纵向补强筋;所述合序二,紧固上层钢筋笼与下层钢筋笼;所述合序三,预制、布置横向补强筋,并紧固横向补强筋;所述合序四,检验并输出高铁轨道板用钢筋笼。
8.进一步的,所述的合序一至合序四之间,各工艺步骤顺序连接;上一工艺步骤制得的产品可通过转运机构,沿预定线路转运至下一工艺步骤进行处理。
9.进一步的,所述合序一,包括有:纵向补强筋预制、纵向补强筋布置、上层钢筋笼与下层钢筋笼合笼、固定纵向补强筋;所述合序一,处理原料钢筋和热缩管,制得纵向补强筋并布置,将上层钢筋笼放置于下层钢筋笼上侧,完成合笼处理,然后将布置好的纵向补强筋于钢筋笼固定,转运至合序二;所述合序二,包括有:绑门型筋内上下层筋、绑下层部分纵向筋、绑下层架立筋尾部;所述合序二,将门型筋内上层纵向筋与上层横向筋、门型筋内下层纵向筋与下层横向筋、下层部分纵向筋与下层横向筋、架立筋尾部与下层纵向筋、架立筋尾部与下层横向筋绑扎紧固,转运至合序三。
10.进一步的,所述合序三,包括有:横向补强筋预制、横向补强筋布置、绑横向补强筋、绑架立筋上部、绑下层部分纵向筋;所述合序三,处理原料钢筋和热缩管,制得横向补强筋并布置,将上层钢筋笼与横向补强筋、下层钢筋笼与横向补强筋、架立筋上部与上层纵向筋、架立筋上部与上层横向筋绑扎紧固,转运至合序四;所述合序四,包括有:压紧上部扎丝头、压紧下部扎丝头;所述合序四,压倒并压紧上部扎丝头,压倒并压紧下部扎丝头,检验并输出高铁轨道板用钢筋笼。
11.一种高铁轨道板用钢筋笼的制造装置,包括有:合序一工段、合序二工段、合序三工段、合序四工段;所述合序一工段,进行纵向补强筋的预制、布置,然后对上层钢筋笼与下层钢筋笼进行合笼,并紧固纵向补强筋与钢筋笼;所述合序二,对上层钢筋笼与下层钢筋笼进行紧固;所述合序三,进行横向补强筋预制、布置,并紧固横向补强筋与钢筋笼;所述合序四,检验并输出高铁轨道板用钢筋笼。
12.进一步的,所述合序一工段,包括有:合笼单元;所述合笼单元,用于定位并抓取上层钢筋笼,定位下层钢筋笼,将上层钢筋笼放置到下层钢筋笼上侧,完成上层钢筋笼与下层钢筋笼合笼;所述合笼单元,设置有自动合笼装置;所述自动合笼装置,包括横梁支撑架,所述横梁支撑架上沿纵向滑动设置有移动机构,所述移动机构上沿竖向滑动安装有提升机构,所述提升机构上还设有钢筋笼抓取机构。
13.进一步的,所述钢筋笼抓取机构包括有:工装架;所述工装架的下方均布有若干个夹爪;所述提升机构通过定位组件与转运机构进行定位对齐;所述定位组件,包括固接于所述工装架上的定位锥销,以及对应设置于第一转运机构上的定位锥销孔。
14.进一步的,所述合序一工段,包括有:纵向补强筋绑扎单元;
所述纵向补强筋绑扎单元,设置有绑扎行走模块,用于将上层钢筋笼与纵向补强筋、下层钢筋笼与纵向补强筋绑扎紧固;所述绑扎行走模块,设置有自动绑扎装置;所述自动绑扎装置,包括滑枕,滑枕上固接有扎丝盘安装座,滑枕上还设有送丝机,送丝机的输出端还连接有沿竖向滑动设置的捆扎机,捆扎机与送丝机之间设有扎丝暂存伸缩护罩。
15.进一步的,所述滑枕上固接有扎丝盘安装座,所述扎丝盘安装座上连接有扎丝盘。
16.进一步的,所述合序四工段,包括有:上部压紧单元、下部压紧单元;所述上部压紧单元或下部压紧单元,用于压倒并压紧钢筋笼各绑扎点的扎丝头;所述上部压紧单元或下部压紧单元,设置有自动压紧装置;所述自动压紧装置,包括沿竖向滑动设置的抵板,抵板上还铰接有上下摆动设置的扎丝压板。
17.与现有技术相比,本发明的有益效果为:(1)本发明的高铁轨道板用钢筋笼的制造方法及其装置,由目前钢筋笼几乎全部依靠人工生产的现状,突破性实现了高铁轨道板用钢筋笼的全自动化生产,突破性实现了对钢筋笼上、下层的自动化合笼,且克服了自动化生产过程中存在的,上下层钢筋笼无法有效精准合笼,无法对各节点实现有效绑扎的技术难题,在对上下层钢筋笼的合笼、加固过程中,无需人工参与,真正实现钢筋笼的全自动生产作业。
18.(2)本发明的高铁轨道板用钢筋笼的制造方法及其装置,有效将现有的钢筋笼生产效率提高2倍以上,同时,还能够将现有钢筋笼的生产成本降低至0.7倍。
19.(3)本发明的高铁轨道板用钢筋笼的制造方法及其装置,能够适用于p5600、p4925、p4856等多种型号的钢筋笼生产,可根据实际生产需求随时切换不同型号的钢筋笼生产,无需进行停产调整,为后续高铁轨道板的自动化生产提供有力支撑。
20.(4)本发明的高铁轨道板用钢筋笼的制造方法及其装置,能够实现对上层钢筋笼和下层钢筋笼的准确定位、抓取,进而实现上下层钢筋笼的有效精准合笼,完成高铁轨道板全自动化生产过程中最重要的一步,制得的钢筋笼上下层对接规整,尺寸精度高,无需人工参与。
21.(5)本发明的高铁轨道板用钢筋笼的制造方法及其装置,能够实现对合笼后的上下层钢筋笼的有效绑扎、加固处理,绑扎、加固处理过程中,能够一次性对多个绑扎点进行处理,进一步保证生产效率的提高。
22.(6)本发明的高铁轨道板用钢筋笼的制造方法及其装置,大大降低了工人劳动强度,突破钢筋笼自动化生产的世界性难题。
附图说明
23.为了更清楚地说明本发明具体实施方式或现有技术中的技术方案,下面将对具体实施方式或现有技术描述中所需要使用的附图作简单地介绍。在所有附图中,类似的元件或部分一般由类似的附图标记标识。附图中,各元件或部分并不一定按照实际的比例绘制。
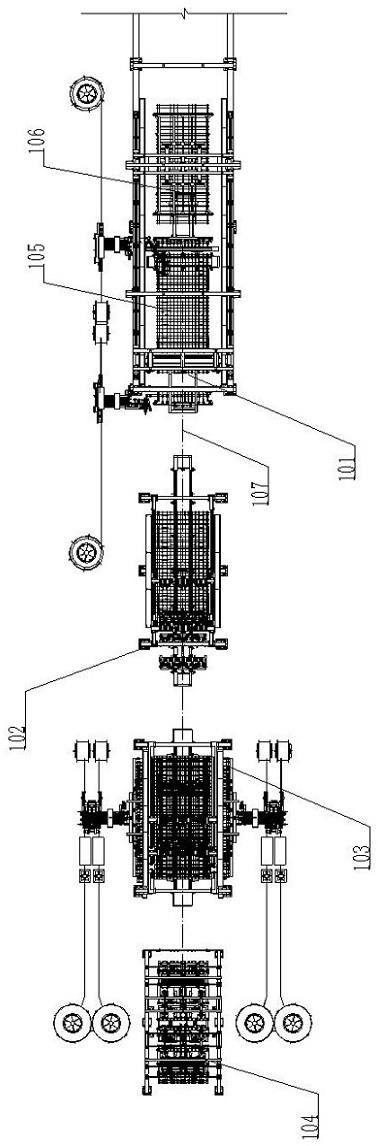
24.图1为本发明的高铁轨道板用钢筋笼的制造方法流程示意图;图2为本发明的高铁轨道板用钢筋笼的制造装置示意图;图3为高铁轨道板用钢筋笼的下层钢筋笼示意图;图4为高铁轨道板用钢筋笼的整体示意图;
图5为本发明实施例2中自动合笼装置的结构示意图;图6为图5中a部分的放大示意图;图7为图5中b部分的放大示意图;图8为本发明实施例2中自动合笼装置提升机构的结构示意图;图9为本发明实施例2中自动合笼装置钢筋笼抓取机构的结构示意图;图10为本发明实施例2中自动绑扎装置的结构示意图;图11为本发明实施例2中自动压扎丝压紧装置的结构示意图;图12为本发明实施例2中自动压扎丝压紧装置的扎丝压板工作状态结构示意图。
25.图中:101-合序一工段;102-合序二工段;103-合序三工段;104-合序四工段;105-第一转运机构;106-第二转运机构;107-输送线;201-下层横向筋;202-下层纵向筋;203-架立筋;204-v形筋;205-门形筋;206-开口门形筋;207-接地筋;208-l形筋;209-接地端子;210-纵向补强筋;211-横向补强筋;301-横梁支撑架;302-移动机构;303-提升机构;304-钢筋笼抓取机构;305-横梁;306-导轨;307-齿条;308-限位缓冲器;309-支撑横梁;310-连接架;311-连接座;312-提升油缸;313-导向轴;314-工装架;315-定位锥销;401-滑枕;402-扎丝盘安装座;403-送丝机;404-捆扎机;405-带导向杆气缸;406-扎丝暂存伸缩护罩;407-过渡板;408-扎丝盘;409-第一伺服减速机;410-第二伺服减速机;501-抵板;502-扎丝压板;503-升降轴;504-压簧;505-连杆;506-连接块;507-升降梁;508-安装架;509-气缸;510-导向轴;511-安装板。
具体实施方式
26.为了对本发明的技术特征、目的和效果有更加清楚的理解,现说明本发明的具体实施方式。
27.实施例1一种高铁轨道板用钢筋笼的制造方法,包括有:合笼工序。
28.所述合笼工序包括:布置纵向补强筋,进行上层钢筋笼与下层钢筋笼合笼,并紧固纵向补强筋;紧固上层钢筋笼与下层钢筋笼;布置并紧固横向补强筋;以及压倒扎丝头并输出高铁轨道板用钢筋笼。
29.作为一种优选的实施方式,所述合笼工序,包括有:合序一、合序二、合序三、合序四。所述合笼工序,用于将高铁轨道板用钢筋笼的上层钢筋笼和下层钢筋笼合笼、固定为完整的高铁轨道板钢筋笼。
30.其中,合序一为纵向补强筋布置、合笼;具体的,预制或采用成品纵向补强筋,将纵向补强筋布置于第一转运机构两侧,并进行上下层钢筋笼合笼,完成纵向补强筋的绑扎。
31.合序二为绑门形筋上下层筋;具体的,绑扎上下层钢筋笼。
32.合序三为横向补强筋布置;具体的,预制或采用成品横向补强筋,将横向补强筋布置于第一转运机构的两侧,完成横向补强筋的绑扎。
33.合序四为压扎丝;具体的,压倒扎丝头,检验钢筋笼,输出钢筋笼。
34.所述的合序一至合序四之间,各工艺步骤顺序连接;上一工艺步骤制得的产品可通过第一转运机构,沿预定线路(即输送线)转运至下一工艺步骤进行处理。其中,所述输送线,依次连通合序一、合序二、合序三、合序四,第一转运机构可沿输送线进行巡航。
35.进一步的,所述的上层或下层钢筋笼,至少包括有:横向筋、纵向筋。即所述的上层钢筋笼顶部平面设置有若干条纵横交叉布置的横向筋和纵向筋;或所述的下层钢筋笼底部平面设置有若干条纵横交叉布置的横向筋和纵向筋。所述的若干条横向筋沿纵向筋的长度方向,以预定间隔平行设置。
36.进一步的,所述的下层钢筋笼,还可以包括有:门形筋、开口门型筋、架立筋、l型筋、v形筋、接地筋。如图3-4所示,所述的下层钢筋笼底部平面设置有若干条纵横交叉布置的下层横向筋201和下层纵向筋202。所述的若干条下层横向筋201沿下层纵向筋202的长度方向,以预定间隔平行设置。进一步的,沿下层横向筋201的长度方向上,还设置有若干平行设置的门型筋205和开口门型筋206,其中开口门型筋206设置于下层横向筋201中线位置,门型筋205沿开口门形筋206对称设置。所述门型筋或开口门形筋沿纵向筋长度方向,以预定间隔平行设置。所述门型筋205或开口门形筋206内,固定穿设有至少四条纵向筋202;每两根上下相邻的下层纵向筋202之间固定设置有架立筋203支撑。同时,下层横向筋201和下层纵向筋202交叉处还设置有l形筋208,所述l型筋208沿纵向筋202长度方向间隔布置。进一步的,所述的下层钢筋笼还设置有v型筋204、接地筋207和接地端子209。前述的上层钢筋笼和下层钢筋笼,可采用现有技术搭建制得。
37.所述的高铁轨道板钢筋笼,包括有:上层钢筋笼、下层钢筋笼、横向补强筋211、纵向补强筋210。其中,所述上层钢筋笼固定设置于下层钢筋笼上方,两者相对位置的横向筋、纵向筋上下对应设置。同时每组上下对应设置的横向筋处,设置有横向补强筋211,每组上下对应设置的纵向筋处,设置有纵向补强筋210。
38.所述的合序一(纵向补强筋布置、合笼),包括:i1纵向补强筋预制、i2纵向补强筋布置、i3上层钢筋笼与下层钢筋笼合笼、i4绑纵向补强筋、i5转运。
39.所述的i1纵向补强筋预制,对原料热缩管和钢筋进行预处理,将预处理后的钢筋穿管至热缩管内部,进行热缩处理后,折弯成预定形状,制得纵向补强筋。进一步的,所述的热缩管预处理,包括热缩管的上料、捋直、切断、扩散。所述的钢筋预处理,包括钢筋的上料、校直、切断。具体的,在规定时间内,将捋直、切断后的热缩管,按照非均布的间距分散至固定位置,穿入校直、切断后的钢筋;然后进行热缩处理后,折弯成预定形状,制得纵向补强筋。
40.所述的i2纵向补强筋布置,抓取i1步骤制得纵向补强筋转运至支撑工装,然后将所述的纵向补强筋推送至钢筋笼对应位置。
41.所述的i3上层钢筋笼与下层钢筋笼合笼,定位并抓取上层钢筋笼,将上层钢筋笼转运至下层钢筋笼上方,定位并将上层钢筋笼放置到下层钢筋笼上侧,完成上层钢筋笼与下层钢筋笼合笼。具体的,定位第二转运机构,抓取位于第二转运机构上的上层钢筋笼,将上层钢筋笼移至下层钢筋笼上方,定位第一转运机构,将上层钢筋笼放置于下层钢筋笼上,完成合笼。其中,所述第二转运机构,用于从其他工序转运上层钢筋笼至合序一。
42.所述的i4绑纵向补强筋,将上层钢筋笼与纵向补强筋、下层钢筋笼与纵向补强筋绑扎到一起。
43.所述的i5转运,第一转运机构将i4步骤绑扎纵向补强筋完成的钢筋笼,沿输送线转运至合序二(绑门型筋上下层筋)。
44.所述的合序二(绑门形筋上下层筋),包括:j1绑门形筋内上下层筋、j2绑下层两排
纵向筋、j3绑下层架立筋尾部、j4转运。
45.所述的j1绑门形筋内上下层筋,将门形筋内上层纵向筋与上层横向筋绑扎到一起;将门形筋内下层纵向筋与下层横向筋绑扎到一起。
46.所述的j2绑下层两排纵向筋,将下层两排纵向筋与下层横向筋绑扎到一起。
47.所述的j3绑下层架立筋尾部,将架立筋尾部与下层纵向筋、横向筋绑扎到一起。
48.所述的j4转运,将j3步骤制得的钢筋笼,通过第一转运机构,转运至合序三(横向补强筋布置)。
49.所述的合序三(横向补强筋布置),包括:k1横向补强筋预制、k2横向补强筋布置、k3绑横向补强筋、k4绑架立筋上部、k5绑下层四排纵向筋、k6转运。
50.所述的k1横向补强筋预制,对原料热缩管和钢筋进行预处理,将预处理后的钢筋穿管至热缩管内部,进行热缩处理后,折弯成预定形状,制得横向补强筋211。所述的热缩管预处理,包括热缩管的上料、捋直、切断、扩散。所述的钢筋预处理,包括钢筋的上料、校直、切断。
51.所述的k2横向补强筋布置,先根据钢筋笼型号将横向补强筋排布放置,然后将横向补强筋布置到第一转运机构。
52.所述的k3绑横向补强筋,将上层钢筋笼与横向补强筋、下层钢筋笼与横向补强筋绑扎到一起。
53.所述的k4绑架立筋上部,将架立筋上部与上层纵向筋、上层横向筋绑扎到一起。
54.所述的k5绑下层四排纵向筋,将下层四排纵向筋与下层横向筋绑扎到一起。
55.所述的k6转运,第一转运机构将k5步骤绑扎完成的钢筋笼,转运至合序四(压扎丝)。
56.所述的合序四(压扎丝),包括l1压倒上部扎丝头、l2压紧上部扎丝头、l3压倒下部扎丝头、l4压紧下部扎丝头、l5转运。
57.所述的l1压倒上部扎丝头,压倒钢筋笼上部扎丝头。
58.所述的l2压紧上部扎丝头,压紧钢筋笼上部扎丝头,同时压紧门型筋扎丝头。
59.所述的l3压倒下部扎丝头,压倒钢筋笼下部扎丝头。
60.所述的l4压紧下部扎丝头,压紧钢筋笼下部扎丝头,制得完整的高铁轨道板钢筋笼。
61.本实施例的高铁轨道板用钢筋笼的制造方法,创造性的颠覆传统钢筋笼的生产方法,创造性的将钢筋笼分为上、下个两部分,并对两者进行特定的自动合笼及自动绑扎等后处理,从而制得成品钢筋笼,突破性实现了高铁轨道板用钢筋笼的全自动化生产;有效将现有的钢筋笼生产效率提高2倍以上,同时,还能够将现有钢筋笼的生产成本降低至0.7倍;且生产的钢筋笼尺寸一致、精度高;能够适用于p5600、p4925、p4856等多种型号的钢筋笼生产。前述的合序一至合序四中,可实现合笼工序自动化线的各工序节点节拍保持一致,从而实现合笼工序的有效衔接,进而保证上下层钢筋笼精准合笼的实现。
62.实施例2基于实施例1所述的一种高铁轨道板用钢筋笼的制造方法,本实施例还提供高铁轨道板用钢筋笼的合笼装置。
63.如图1-2所示,所述高铁轨道板用钢筋笼的合笼装置,包括:合笼工段。所述合笼工
段,包括:合序一工段、合序二工段、合序三工段、合序四工段。具体的,合序一为纵向补强筋布置、合笼工位101,合序二为绑门形筋上下层筋工位102,合序三为横向补强筋布置工位103,合序四为压扎丝工位104。用于将高铁轨道板用钢筋笼的上层钢筋笼和下层钢筋笼合笼、固定为完整的高铁轨道板钢筋笼。
64.所述合笼工段的合序一工段至合序四工段之间,各工段依次顺序连接;上一工段制得的产品可通过第一转运机构105,沿预定线路(即输送线107)转运至下一工段进行处理。其中,所述输送线107,依次连通合序一工段、合序二工段、合序三工段、合序四工段,第一转运机构105可沿输送线107进行巡航。
65.在所述的合笼工段中,所述的合序一(纵向补强筋布置、合笼工位101),包括纵向补强筋预制单元、纵向补强筋布置单元、合笼单元、纵向补强绑扎筋单元。
66.所述的纵向补强筋预制单元,包括有上料模块、套管模块、热缩模块、折弯模块;用于对原料热缩管和钢筋进行预处理,将预处理后的钢筋穿管至热缩管内部,进行热缩处理后,折弯成预定形状,制得纵向补强筋。具体的,上料模块对原料钢筋校直后,切断成预定长度;同时上料模块对原料热缩管捋直后切断成预定长度;套管模块在预定时间内,将切断后的热缩管分散至固定位置,并穿入切断后的钢筋;然后热缩模块对套设有热缩管的钢筋进行热缩处理;然后将热缩后的线材转运至折弯模块,折弯至预定形状,制得纵向补强筋,转运至纵向补强筋布置单元。
67.所述的纵向补强筋布置单元,接收纵向补强筋预制单元制得的纵向补强筋筋并暂存,然后将暂存的纵向补强筋转运至支撑工装,再将支撑工装的纵向补强筋推送至钢筋笼对应位置。
68.所述的合笼单元,包括有抓取模块、定位模块。定位并抓取上层钢筋笼,将上层钢筋笼转运至下层钢筋笼上方,定位并将上层钢筋笼放置到下层钢筋笼上侧,完成上层钢筋笼与下层钢筋笼合笼。具体的,定位模块定位第二转运机构106,抓取模块抓取位于第二转运机构106上的上层钢筋笼,并将上层钢筋笼移至下层钢筋笼上方,定位模块定位第一转运机构105,将上层钢筋笼放置于下层钢筋笼上,完成合笼。其中,所述第二转运机构106,用于从其他工序转运上层钢筋笼至合序一。
69.如图5-9所示,所述的合笼单元,设置有自动合笼装置。所述自动合笼装置,包括横梁支撑架301,横梁支撑架301上沿纵向滑动设置有移动机构302,移动机构302上沿竖向滑动安装有提升机构303,提升机构303上还设有钢筋笼抓取机构304。横梁支撑架301包括并列设置的横梁305,横梁305上水平固接有导轨306。两个横梁305通过立柱组架进行支撑固定。移动机构302包括分别滑动安装于导轨306上的移动座,导轨306上沿移动座的移动方向固接有齿条307,移动座上转动安装有与齿条307相啮合的齿轮。导轨306处于两端的位置还分别相对固接有限位缓冲器308。提升机构303包括固接于支撑横梁309,支撑横梁309上固接有提升油缸312,钢筋笼抓取机构304连接于提升油缸312上。支撑横梁309的下方固接有连接架310,提升油缸312通过连接座311固定于连接架310上。钢筋笼抓取机构304包括与提升油缸312相连接的工装架314,工装架314的下方均布有若干个夹爪321。支撑架上还并列设有若干个沿竖向滑动的导向轴313,导向轴313的下端部与工装架314相连接。工装架314靠近其四角的位置还分别固接有定位锥销315,定位锥销315与对应设置于第一转运机构的定位锥销孔相配合,实现钢筋笼的自动定位。定位锥销315设有四个,且靠近工装架314的四
角位置,第一转运机构的定位锥销孔与其位置相对应。
70.所述自动合笼装置工作时,提升油缸带动工装架下降,定位锥销穿入第二转运机构上相应位置定位孔,与第二转运机构定位;肘节气缸带动夹爪夹紧并提升上层钢筋笼,移动座沿导轨移动,将上层钢筋笼停靠在位于第一转运机构的下层钢筋笼上方。进一步的,提升油缸带动工装架下降,定位锥销穿入第一转运机构上相应位置定位孔,与第一转运机构定位;肘节型气缸带动夹爪松开上层钢筋笼,上层钢筋笼与下层钢筋笼合笼完毕。
71.本实施例中,通过前述特定的自动合笼装置,能够实现对上层钢筋笼和下层钢筋笼的准确定位、抓取、合笼,能够实现对上层钢筋笼与下层钢筋笼的精准合笼,从而完成高铁轨道板全自动化生产过程中最重要的一步,制得的钢筋笼上下层对接规整,尺寸精度高,无需人工参与。
72.所述的纵向补强筋绑扎单元,包括有绑扎行走模块。用于将上层钢筋笼与纵向补强筋、下层钢筋笼与纵向补强筋绑扎到一起。其中,绑扎过程中采用有自动绑扎装置。
73.如图10所示,所述自动绑扎装置,包括滑枕401,滑枕401上固接有扎丝盘安装座402,滑枕401上还设有送丝机403,送丝机403的输出端还连接有沿竖向滑动设置的捆扎机404,捆扎机404与送丝机403之间设有扎丝暂存伸缩护罩406,并约束扎丝不外露。所述的捆扎机404与送丝机403采用常规结构设置。同时,滑枕401滑动安装于可移动横梁上,所述滑枕401可在所述可移动横梁上横向滑动;所述可移动横梁能够进行纵向移动。
74.进一步的,滑枕401上还竖向固接有带导向杆气缸405,捆扎机通过伸长杆与带导向杆气缸405相连接。伸长杆通过过渡板407固接于带导向杆气缸上。
75.进一步的,扎丝暂存伸缩护罩406的下端部固接于捆扎机404的外壳上,上端部固接于送丝机403的外壳上。扎丝盘安装座402上安装有扎丝盘408。
76.进一步的,滑枕401上固接有驱动其移动的第一伺服减速机409。送丝机403上还固接有驱动其转动的第二伺服减速机410。
77.所述的自动绑扎装置工作时,将扎丝从扎丝盘中引出,并通过送丝机,将扎丝穿过扎丝暂存伸缩护罩;然后将扎丝穿入捆扎机的入丝口进行绑扎。同时,捆扎机可由导向杆气缸带动,上升/下降完成绑扎动作,且捆扎机可由第一/第二伺服减速机带动沿钢筋笼纵向/横向移动,以对钢筋笼各个交叉点进行自动化绑扎。
78.由此,纵向补强筋的绑扎工艺具体包括:(1)自动绑扎上层纵向补强筋;(2)自动绑扎下层纵向补强筋。所述自动绑扎上层纵向补强筋:导向杆气缸带动捆扎机下降,下降行程200mm,用时2s;捆扎机下降至绑扎点处进行绑扎,用时1s;绑扎完成后,导向杆气缸带动捆扎机上升,行程200mm,用时2s;自动绑扎装置上升到预定位置后,送丝机开始送丝,且送出的丝暂存在扎丝暂存伸缩护罩中,同时捆扎机横向/纵向移动至下一个绑扎位置,并重复前述步骤,完成上层纵向补强筋的自动绑扎。
79.其中,可对自动绑扎装置伺服电机的控制器编程,通过伺服电机控制,对各绑扎点进行精确定位;也可在自动绑扎装置上加视觉传感器;从而实现对各绑扎点的识别定位。
80.所述自动绑扎下层纵向补强筋:导向杆气缸带动捆扎机上升,上升行程200mm,用时2s;捆扎机上升至绑扎点处进行绑扎,用时1s;绑扎完成后,导向杆气缸带动捆扎机下降,行程200mm,用时2s;捆扎机下降到预定位置后,送丝机开始送丝,且送出的丝暂存在扎丝暂存伸缩护罩中,同时捆扎机横向/纵向移动至下一个绑扎位置,并重复前述步骤,完成下层
纵向补强筋的自动绑扎。作为一种优选的实施方式,可设置为上层自动绑扎装置和下层自动绑扎装置,同时对上下层钢筋笼进行自动绑扎处理,进一步提升钢筋笼绑扎效率。最终,由第一转运机构105将绑扎纵向补强筋完成的钢筋笼,沿输送线107转运至合序二(绑门形筋上下层筋工位102)。
81.本实施例中,通过采用前述的特定的自动绑扎装置,能够有效实现对钢筋笼各个交叉点的自动化绑扎,进一步提高钢筋笼生产效率,有效解决现有技术中人工绑扎质量不稳定,施工质量不统一的问题。
82.所述的合序二(绑门形筋上下层筋工位102),包括:门形筋内上层筋绑扎单元、门形筋内下层筋与下层两排纵向筋绑扎单元、下层架立筋尾部绑扎单元。
83.所述的门形筋内上层筋绑扎单元,包括有上部绑扎单元。用于将门形筋内上层纵向筋与上层横向筋绑扎到一起。具体的,上部绑扎单元移动至绑扎点上方,定位绑扎点并下降至绑扎点位置,进行绑扎处理,完成绑门形筋内上层钢筋。
84.所述的门形筋内下层筋与下层两排纵向筋绑扎单元,包括有下部绑扎单元。用于将门形筋内下层纵向筋与下层横向筋绑扎到一起,同时将下层两排纵向筋与下层横向筋绑扎到一起。具体的,下部绑扎单元自动至绑扎点下方,定位绑扎点并上升至绑扎点位置,对各绑扎点进行绑扎处理,完成绑门形筋内上层钢筋。
85.所述下层架立筋尾部绑扎单元,包括有下部绑扎单元。用于将架立筋尾部与下层纵向筋、横向筋绑扎到一起。具体的,下部绑扎单元自动至绑扎点下方,定位绑扎点并上升至绑扎点位置,对各绑扎点进行绑扎处理,完成下层架立筋尾部绑扎。
86.所述的合序三(横向补强筋布置工位103),包括:横向补强筋预制单元、横向补强筋布置单元、上层横向补强筋与架立筋绑扎单元、下层横向补强筋绑扎单元。
87.所述的横向补强筋预制单元,包括有上料模块、套管模块、热缩模块、折弯模块。用于对原料热缩管和钢筋进行预处理,将预处理后的钢筋穿管至热缩管内部,进行热缩处理后,折弯成预定形状,制得横向补强筋。
88.所述的横向补强筋布置单元,包括有第一横向补强筋抓取机构、第二横向补强筋抓取机构;用于抓取前述步骤制得横向补强筋,布置于转运机构。具体的,第一横向补强筋抓取机构抓取2根横向补强筋,移动、下降,并根据钢筋笼型号排布放置。所述第一横向补强筋抓取机构包括驱动电机、滑台气缸、抓取机械手等,驱动电机带动机构移动到指定位置,抓取机械手能在水平方向上夹持住横向补强筋,满足三种钢筋笼位置需求。进一步的,第二横向补强筋抓取机构移动、下降,抓取横向补强筋,放置于第一转运机构105。
89.所述的上层横向补强筋与架立筋绑扎单元,包括有第一绑扎行走模块、第二绑扎行走模块、横向补强筋绑扎机、架立筋上部绑扎机;用于将上层钢筋笼与横向补强筋、下层钢筋笼与横向补强筋、架立筋上部与上层纵向筋、架立筋上部与上层横向筋绑扎到一起。具体的,第一绑扎行走模块和第二绑扎行走模块移动,横向补强筋绑扎机和/或架立筋上部绑扎机下移,进行绑扎处理,绑扎完成后,横向补强筋绑扎机和/或架立筋上部绑扎机上移并于水平方向移动调整位置,继续绑扎下一绑扎点。
90.所述的下层横向补强筋绑扎单元,包括有第一绑扎行走模块、第二绑扎行走模块、横向补强筋绑扎机、架立筋上部绑扎机;用于将下层四排纵向筋与下层横向筋绑扎到一起。具体的,第一绑扎行走模块和第二绑扎行走模块移动,横向补强筋绑扎机和/或架立筋上部
绑扎机上移,进行绑扎处理,绑扎完成后,横向补强筋绑扎机和/或架立筋上部绑扎机下移移并于水平方向移动调整位置,继续绑扎下一绑扎点。
91.所述的合序四(压扎丝工位104),包括:上部压紧单元、下部压紧单元。
92.所述的上部压紧单元,用于压倒钢筋笼上部各绑扎点的扎丝头,同时压紧门型筋扎丝头。具体的,上部压紧单元下降,将绑扎后钢筋笼上部直立的扎丝头压倒并压紧,保证不外露出钢筋笼。
93.所述的下部压紧单元,用于压倒钢筋笼下部各绑扎点的扎丝头,同时压紧门型筋扎丝头,完成高铁轨道板用钢筋笼的制备,制得高铁轨道板用钢筋笼。具体的,下部压紧单元上升,将绑扎后钢筋笼下部直立的扎丝头压倒并压紧,保证不外露出钢筋笼。
94.进一步的,所述压扎丝过程中,采用自动压扎丝压紧装置进行。如图11-12所示,所述自动压扎丝压紧装置,包括沿竖向滑动设置的抵板501,抵板501上还铰接有上下摆动设置的扎丝压板502。抵板501上设有自动控制扎丝压板502往复摆动的驱动件。驱动件包括竖直固接于抵板501上的升降轴503,升降轴503上固定安装有连接块506,连接块506与扎丝压板502的摆动端之间铰接有连杆505。升降轴503上还套装有压簧504,压簧504的下端部与升降轴503相连接,压簧504的上端部与连接块506的下表面相抵。升降轴503包括与抵板501相固接的大径轴及固接于大径轴上端部的小径轴,压簧504套装于小径轴上,且压簧504的下端部与大径轴的上端部相抵。连接块506固定于升降梁507上,升降梁507沿竖向滑动安装于安装架508上。安装架508上竖直固接有气缸509,气缸509的伸缩端与升降梁507相连接。升降梁507上还竖直固接有导向轴510,安装架508上开设有约束导向轴510的导向孔。升降梁507上水平固接有安装板511,连接块506对应绑扎点设有若干个,且均固定于安装板511上。安装板511上还开设有避让升降轴503的避让孔。
95.所述自动压扎丝压紧装置工作时,气缸带动升降梁下降,下降过程中,由于压簧的弹力作用,压簧处于未压紧状态;下降动作完成后,压簧处于压紧状态,即升降轴底部的抵板1端面抵住绑扎点旁边的钢筋,连接块抵住安装板,连接块将压簧压缩,随着连接块的下移,连杆摆动,带动扎丝压板上下摆动,扎丝压板转动过程中将扎丝尾部压倒并压紧,完成对扎丝尾部的压倒压紧工作;然后气缸回缩,升降梁带动连接块上升,压簧逐渐复位,扎丝压板逐渐向上摆动,抵板与钢筋接触分离后,重复上述步骤,实现对下一组钢筋笼上的扎丝尾部进行压倒、压紧工作。
96.本实施例中,通过前述的自动压扎丝压紧装置,能够一次性对多个绑扎点的尾部扎丝头进行处理,进一步提高生产效率。进一步克服现有技术中人工绑扎质量不稳定,施工质量不统一的问题。
97.本实施例的高铁轨道板用钢筋笼的合笼装置,能够有效配合前述的钢筋笼合笼生产工艺,创造性的将钢筋笼分为上、下个两部分,并对两者进行特定的自动合笼及自动绑扎等后处理,从而制得成品钢筋笼,突破性实现了高铁轨道板用钢筋笼的全自动化生产;有效将现有的钢筋笼生产效率提高2倍以上,同时,还能够将现有钢筋笼的生产成本降低至0.7倍;且生产的钢筋笼尺寸一致、精度高;能够适用于p5600、p4925、p4856等多种型号的钢筋笼生产。
98.除非另有说明,本发明中所采用的百分数均为质量百分数。
99.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,
尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1