一种电机定子冲片的加工装置及其加工工艺的制作方法
1.本发明涉及电机定子领域,尤其涉及一种电机定子冲片的加工装置及其加工工艺。
背景技术:
2.定子铁心是定子的重要部件,也是电机磁路的主要组成部分。它是由扇形片、通风槽片、定位筋、上下齿压板、拉紧螺栓及托板等零件组成。定子铁心是用硅钢片冲成扇形片叠装于定位筋上,定位筋通过托板焊于机座环板上,并通过上、下齿压板用拉紧螺栓将铁心压紧成整体而成。铁心也是安放绕组的部分,发电机运行时,铁心将受到机械力、热应力及电磁力的综合作用。
3.虽然目前定子冲片的制造设备和工艺已经相当成熟,但现在市面上的制造设备大多结构复杂,体积庞大,操作难度大,且各项电控器件较多,长期运行产生的热能损耗高,增加能耗,提高了使用成本,且=由于结构复杂,电控器件多导致后期维护难度大,成本高为此我们设计出一种电机定子冲片的加工装置及其加工工艺,来解决上述问题。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在结构复杂,体积庞大,操作难度大,且各项电控器件较多,长期运行产生的热能损耗高,增加能耗,提高了使用成本,且由于结构复杂,电控器件多导致后期维护难度大,成本高的缺点,而提出的一种电机定子冲片的加工装置及其加工工艺。
5.为了实现上述目的,本发明采用了如下技术方案:
6.一种电机定子冲片的加工装置,包括冲压机台1、送料机构、联动机构和储料机构,所述冲压机台1通过联通机构与送料机构传动连接,所述冲压机台包括支撑台、支撑臂、冲压座、冲压机主体、冲压头、传动曲轴、连杆和驱动组件,所述支撑台上固定安装有支撑臂,所述支撑臂的上端之间通过轴承安装有传动曲轴,所述连杆的一端与传动曲轴转动连接,另一端与冲压机主体的上端转动连接,所述冲压机主体的两侧通过滑块与两侧的支撑臂滑动连接,所述冲压机主体的下端安装有冲压头108,所述冲压头上设有电磁铁,所述支撑台上位于冲压头正下方的位置安装有冲压座;
7.所述储料机构包括储料桶、抬升气缸和顶升板,所述储料桶位于吸附组件的正下方,且底部安装有抬升气缸,所述抬升气缸竖直向上设有顶升板,所述储料桶上堆叠放置有原材。
8.作为优选的所述加工装置还包括送料机构,所述送料机构包括支撑架、送料气缸和送料杆,所述支撑架设置于冲压机台的一侧且朝向冲压机台的方向固定安装有送料气缸,所述送料气缸的活塞杆端部固定安装送料杆,所述送料杆的另一端设有磁性板,所述送料杆的高度位于冲压座和冲压头之间。
9.作为优选的,所述加工装置还包括联动机构,所述联动机构包括凸轮、传动杆、u型
转杆、支撑板、所述支撑板靠近冲压机台的一侧开设有活动槽,所述活动槽处活动安装抬升组件,所述支撑板下边缘出固定设有限位杆,所述限位杆之间安装有吸附组件,所述限位杆的前端安装有阻挡块,所述传动杆的另一端转动连接在凸轮上,所述抬升组件还包括限位滑块一和l型抬杆,所述限位滑块一的中部固定设有l型抬杆,所述限位滑块一上开设有横向活动槽,所述横向活动槽内滑动安装有限位滑块二,所述u型转杆开口处的一端与限位滑块二转动连接。
10.作为优选的,所述吸附组件包括横杆、两根吸附杆和吸盘,两根所述吸附杆沿纵向活动插在两根所述限位杆上的限位环中,两根所述吸附杆的上端通过螺栓与横杆连接,两根所述吸附杆的下端均设有吸盘。
11.作为优选的,所述冲压座上设有冲孔,所述冲压座上设有前定位柱和后定位柱,所述前定位柱和后定位柱均为两根,且所述前定位柱相较于后定位柱更靠近送料杆。
12.作为优选的,所述支撑台内部为中空结构,且中控结构内设有废料收集箱,所述支撑台位于有废料收集箱的上方开设有落料通道。
13.作为优选的,还包括叠料机构,所述叠料机构包括倾斜设置的落料滑板、叠料底座,挡料板和导向柱,所述导向柱固定安装在叠料底座的中心位置,且挡料板固定安装于叠料底座一侧的边缘处,所述叠料底座位于落料滑板较低的一端,所述落料滑板较高的一端位于阻挡块的正下方。
14.作为优选的,两根所述前定位柱以及两根所述后定位柱107之间的距离均大于送料杆的宽度且小于待冲压原材的直径;
15.所述前定位柱的高度低于所述送料杆的高度,所述后定位柱的高度高于送料杆的高度;
16.所述送料杆的高度位于冲压座和冲压头间;
17.所述送料杆穿过两根吸附杆以及两根阻挡块之间。
18.9、一种电机定子冲片的加工工艺,其特征在于,包括以下步骤;
19.步骤一:在加工装置的储料机构中加入一定数量相同规格的待冲压原材,所述待冲压原材为圆片状结构;
20.步骤二:启动加工装置,设定冲压速率为60次/每分钟,所述送料气缸的送料频次与驱动组件109带动冲压机主体的冲压频次同步;
21.步骤三:所述吸附组件将下方储料机构中的待冲压原材吸附住并带动向上移动,所述送料机构通过送料杆端部的磁性板吸附住吸附组件上的待冲压原材并将待冲压原材送至冲压座处,通过冲压机主体对其进行冲压,得到成品定子冲片;
22.步骤四:所述冲压机主体冲压完成后其上电磁铁通电,将冲压完成的定子冲片吸附起,所述送料杆进行下一次送料动作,将下一个待冲压原材送入冲压座,所述送料杆进行返程移动时,电磁铁断电,前一个冲压完成的定子冲片落在磁性板上并被吸附;
23.步骤五:所述送料杆返程移动至阻挡块处时,定子冲片被两根阻挡块拦下无法通过,并向下落在叠料机构上,所述送料机构继续进行下一个送料动作;
24.步骤六:定子冲片顺着落料滑板501滑向叠料底座504,经过挡料板503的阻挡,定子冲片的中心孔套在导向柱502并最终落在叠料底座504上,接下来的每个定子冲片均套在导向柱502上,实现定子冲片的堆叠。
25.本发明的有益效果为:
26.1、驱动组件带动冲压机主体进行冲压工作,同时通过联动机构带动吸附组件上下移动,移动过程中将待冲压原材吸附至一定高度便于后续送料机构吸附待冲压原材送至冲压机主体处进行冲压,采用一个驱动部件同步带动两个功能组件各自实现其动作,减少了装置结构,降低了装置的复杂度,同时降低了能耗,十分节能环保;
27.2、送料机构在一次送料、复位过程中能够完成待冲压原材的送料、已完成冲压的定子冲片移动至落料处并完成退料,一次完整的往复移动,即可完成多种动作,大大提高了整个装置的工作效率且提高了装置的自动化程度;
28.3、叠料机构能够将成品定子冲片自动进行堆叠收集,方便后续对定子冲片的转运和包装。
29.本发明设计新颖,结构简单,使用便捷,整个装置结构紧凑,占地面积小,且通过联动机构实现采用一个驱动部件带动两个功能组件,减少了装置结构部件,同时降低了能耗,各功能部件动作同步,能够在极端的时间内完成送料,退料,集料的动作,大大提高了装置的工作效率,且整个装置自动化程度高,无需人工做操,减少了人工成本,同时整个装置机械部件占比高,电控部件占比少,使得装置操作简单,故障率低,后期维护难小、成本低。
附图说明
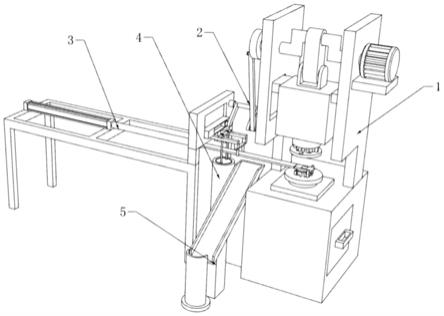
30.图1为本发明的立体结构示意图;
31.图2为本发明的平面结构示意图;
32.图3为本发明的冲压机台的剖视图;
33.图4为本发明的支撑台的结构示意图;
34.图5为本发明的送料机构及部分联动机构的结构示意图;
35.图6为本发明的联动机构的结构示意图;
36.图7为本发明的储料机构的结构示意图;
37.图8为本发明的叠料机构的结构示意图。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
39.实施例一
40.参照图1和2,一种电机定子冲片的加工装置及其加工工艺,包括冲压机台、送料机构3、联动机构2和储料机构4,冲压机台通过联通机构2与送料机构3传动连接,送料机构3将储料机构4中的冲压原材送至冲压机台出进行冲压制成定子冲片;
41.参照图3和4,冲压机台包括支撑台101、支撑臂103、冲压座 105、冲压机主体104、冲压头108、传动曲轴110、连杆111和驱动组件109,支撑台101的内部为中空结构,且中控结构内设有废料收集箱102,支撑台101位于有废料收集箱102的上方开设有落料通道 112,支撑台101上固定安装有两组支撑臂103,两组支撑臂103的上端之间通过轴承安装有传动曲轴110,传动曲轴110由驱动组件109 驱动旋转,连杆111的一端与传动曲轴110转动连接,另一端与冲压机主体104的上端转动连接,冲压机主体104的两侧通过滑块与两侧的支撑臂
103滑动连接,冲压机主体104的下端安装有冲压头108,冲压头108上设有电磁铁,电磁铁通过通电断电来达到产生磁性和失去磁性,用于对冲压完成的定子冲片进行吸附和脱离。支撑台101上位于冲压头108正下方的位置安装有冲压座105,冲压座105上设有冲孔,冲压座105上设有前定位柱106和后定位柱107,前定位柱106 和后定位柱107均为两根,且前定位柱106相较于后定位柱107更靠近送料杆303,送料杆303的高度位于冲压座105和冲压头108之间;
42.冲压机台中,驱动组件109为伺服电机或者液压组件,驱动组件 109带动传动曲轴110转动,从而通过支撑臂103带动冲压机主体104 上下移动,从而使得冲压头108对冲压座105上的待冲压原材进行冲压、冲孔,冲压下来的废料通过冲孔落入下方的废料收集箱102中,便于对废料集中收集处理。
43.参照图5,送料机构3包括支撑架301、送料气缸302和送料杆 303,支撑架301设置于冲压机台的一侧且朝向冲压机台的方向固定安装有送料气缸302,送料气缸302的活塞杆端部固定安装送料杆 303,送料杆303的另一端设有磁性板304;
44.送料机构通过送料气缸302来带动送料杆303向冲压机台进行送料和复位。
45.参照图6,联动机构2包括凸轮201、传动杆202、u型转杆203、支撑板204、抬升组件、吸附组件和限位杆214,支撑板204固定安装在支撑架301靠近冲压机台的一端上方,支撑板204靠近冲压机台的一侧开设有活动槽208,活动槽208处活动安装有纵向移动的抬升组件,支撑板204位于活动槽208的下边缘出固定设有两个相互平行的限位杆214,两根限位杆214之间活动安装有纵向移动的吸附组件,两个限位杆214的前端安装有两根阻挡块215,u型转杆203开口处的一端与抬升组件转动连接,u型转杆203开口处的另一端与传动杆 202的一端转动连接,u型转杆203闭合处与支撑板204转动连接,传动杆202的另一端转动连接在凸轮201上,凸轮201固定安装在传动曲轴110的一端;
46.驱动组件109带动冲压机主体104进行冲压的同时带动联动机构 2的凸轮201旋转,而凸轮201带动传动杆202运动,传动杆202与凸轮201转动连接的一端随着凸轮201转动,另一端带动u型转杆 203进行一定角度的摆动,u型转杆203摆动的同时驱动抬升组件在活动槽208上下移动,从而带动吸附组件上下移动,吸附储料机构4 中的待冲压原材提高至一定位置,等待送料杆303端部吸附住待冲压原材送至冲压座105处进行冲压。
47.参照图5和6,抬升组件带动吸附组件进行纵向移动,吸附组件吸附下方储料机构4中的原材向上移动,并吸附在磁性板304上送至冲压座105处进行冲压;
48.参照图7,储料机构4包括储料桶401、抬升气缸402和顶升板 403,储料桶401位于吸附组件的正下方,且储料桶401的底部安装有抬升气缸402,抬升气缸402竖直向上设置且活塞端固定安装有顶升板403,储料桶401内位于顶升板403上堆叠放置有待冲压原材。
49.抬升气缸402通过整个装置的控制系统,随着其内部待冲压原材不断减少而不断向上伸出,从而确保时时刻刻其内部待冲压原材顶部保持初始高度,便于吸附组件进行吸附。
50.参照图5和6,抬升组件包括限位滑块一205和l型抬杆209,限位滑块一205滑动安装在活动槽208内,限位滑块一205的下测中部固定设有l型抬杆209,限位滑块一205的上开设有横向活动槽 207,横向活动槽207内滑动安装有限位滑块二206,u型转杆203开口处的一端与限位滑块二206转动连接,抬升组件向上移动过程中, l型抬杆209带动吸附组件上
移,抬升组件向下移动过程中,吸附组件在自重的作用下自动回落。
51.参照图5和6,吸附组件包括横杆213、两根吸附杆210和吸盘 211,两根吸附杆210沿纵向活动插在两根限位杆214上的限位环中,两根吸附杆210的上端通过螺栓与横杆213连接,两根吸附杆210的下端均设有吸盘211。
52.参照图3和4,两根前定位柱106以及两根后定位柱107之间的距离均大于送料杆303的宽度且小于待冲压原材的直径;前定位柱 106的高度低于送料杆303的高度,后定位柱107的高度高于送料杆 303的高度;送料杆303的高度位于冲压座105和冲压头108之间;送料杆303穿过两根吸附杆210以及两根阻挡块215之间。
53.一种电机定子冲片的加工工艺,包括以下步骤;
54.步骤一:在加工装置的储料机构4中加入一定数量相同规格的待冲压原材,待冲压原材为圆片状结构;
55.步骤二:启动加工装置,设定冲压速率为60次/每分钟,送料气缸302的送料频次与驱动组件109带动冲压机主体104的冲压频次同步;
56.步骤三:吸附组件将下方储料机构4中的待冲压原材吸附住并带动向上移动,送料机构3通过送料杆303端部的磁性板304吸附住吸附组件上的待冲压原材并将待冲压原材送至冲压座105处,通过冲压机主体104对其进行冲压,得到成品定子冲片;
57.步骤四:冲压机主体104冲压完成后其上电磁铁通电,将冲压完成的定子冲片吸附起,送料杆303进行下一次送料动作,将下一个待冲压原材送入冲压座105,送料杆303进行返程移动时,电磁铁断电,前一个冲压完成的定子冲片落在磁性板304上并被吸附;
58.步骤五:送料杆303返程移动至阻挡块215处时,定子冲片被两根阻挡块215拦下无法通过,并向下落在叠料机构5上,送料机构3 继续进行下一个送料动作;
59.步骤六:定子冲片顺着落料滑板501滑向叠料底座504,经过挡料板503的阻挡,定子冲片的中心孔套在导向柱502并最终落在叠料底座504上,接下来的每个定子冲片均套在导向柱502上,实现定子冲片的堆叠。
60.本装置在工作过程中,启动设备后,驱动组件109通过传动曲轴 110带动冲压机主体104进行冲压动作,同时通过联动机构2带动抬升组件和吸附组件上下移动,传动曲轴110转动时通过凸轮201带动传动杆202运动,传动杆202与凸轮201转动连接的一端随着凸轮 201转动,另一端带动u型转杆203进行一定角度的摆动,u型转杆 203摆动的同时其转动连接的限位滑块二206在横向活动槽207内滑动同时迫使限位滑块一205沿活动槽207上下移动,限位滑块一205 向上移动过程中,其下方的l型抬杆209挂住横杆213迫使横杆213 带动吸附杆210向上移动,同时吸盘211将吸附住的一个待冲压原材向上移动一定高度,此时,送料杆303端部的磁性板304在送料气缸 302的驱动下经过吸盘211处,同时送料杆303继续向冲压机台移动,吸附组件继续向上移动,形成交错,交错过程中,送料杆303端部的磁性板304下表面吸附住待冲压原材,且待冲压原材脱离吸盘211,待冲压原材跟随送料杆303送至冲压座105处,在经过冲压座105时,送料杆303继续向前移动,而待冲压原材被后定位柱107阻挡落在冲压座105上,并通过前定位柱106和后定位柱107进行限位定位,此时送料杆303反向移动进行复位,同时冲压机主体104进行一次冲压动作,且作为同一动力源的驱动组件109通过传动曲轴110通过联动机构2带动抬升组件向下移动,此时吸附组件在自身的重力作用下高度回落,下端的吸盘211吸附住储料机构4中的待冲压原材,而送料杆303复位完成
再次经过此处时,冲压机主体104完成冲压向上抬起,同时抬升组件带动吸附组件及其上的待冲压原材上升一定高度,磁性板304再次下表面吸附住待冲压原材向冲压机台移动,将待冲压原材送入冲压位,冲压机主体104完成冲压向上抬起时其上的电磁铁通电将冲压完成的定子冲片吸附住,为下一个原材冲压腾出工位,送料杆送完待冲压原材反向移动进行复位时,磁性板304经过冲压头108下方,电磁铁断电,失去磁性,定子冲片落在磁性板304上,并被吸附,在经过阻挡块215时,定子冲片直径大于两个阻挡块215之间的距离而无法通过,则定子冲片被迫脱离,落入下方的收集箱中。
61.本装置中,驱动组件带动冲压机主体进行冲压工作,同时通过联动机构带动吸附组件上下移动,移动过程中将待冲压原材吸附至一定高度便于后续送料机构吸附待冲压原材送至冲压机主体处进行冲压,采用一个驱动部件同步带动两个功能组件各自实现其动作,减少了装置结构,降低了装置的复杂度,同时降低了能耗,十分节能环保;送料机构在一次送料、复位过程中能够完成待冲压原材的送料、已完成冲压的定子冲片移动至落料处并完成退料,一次完整的往复移动,即可完成多种动作,大大提高了整个装置的工作效率且提高了装置的自动化程度。
62.整个装置结构紧凑,占地面积小,且通过联动机构实现采用一个驱动部件带动两个功能组件,减少了装置结构部件,同时降低了能耗,各功能部件动作同步,能够在极端的时间内完成送料,退料,集料的动作,大大提高了装置的工作效率,且整个装置自动化程度高,无需人工做操,减少了人工成本,同时整个装置机械部件占比高,电控部件占比少,使得装置操作简单,故障率低,后期维护难小、成本低。
63.实施例二
64.参照图1和8,本实施例与实施例一不同之处在于,增设了叠料机构5,叠料机构5包括倾斜设置的落料滑板501、叠料底座504,挡料板503和导向柱502,导向柱502固定安装在叠料底座504的中心位置,且挡料板503固定安装于叠料底座504一侧的边缘处,叠料底座504位于落料滑板501较低的一端,落料滑板501较高的一端位于阻挡块215的正下方。
65.冲压完成的定子冲片在经过阻挡块215被迫脱离,落入下方的落料滑板501并滑向叠料底座504,经过挡料板503的阻挡,定子冲片的中心孔套在导向柱502并最终落在叠料底座504上,接下来的每个定子冲片均套在导向柱502上,实现定子冲片的堆叠,叠料机构能够将成品定子冲片自动进行堆叠收集,方便后续对定子冲片的转运和包装。
66.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
67.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
68.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其
发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1