一种散热器的制造方法与流程
1.本发明涉及散热器技术领域,尤其提供了一种散热器的制造方法。
背景技术:
2.随着新能源领域散热需求的不断增大,散热要求的不断提升,液冷散热成为新能源散热领域的主流,而常规散热器通常为平板式结构,液冷流路只能在平板内流道,导致发热器件的温度分布均匀性较差,随着发热器件温度均匀性要求的不断提升,折弯散热器这一方案随之产生;折弯散热器,相对于平板式散热器而言,通过冲压、折弯或其他方式成型,形成至少有两个侧面、或者箱体结构或者箱体局部结构;在所述折弯散热器的至少两个相交的侧面具有连通的液冷流路。
3.折弯散热器是由两张基板通过平板吹胀或平板钎焊复合形成的散热器,然后通过冲压成型或折弯成型;现有技术中,在冲压成型或折压成型时,折弯处管路很容易褶皱瘪塌,冷却质无法流通,因此,需要一种散热器的制造方法,在折弯时,确保折弯处管路不会褶皱瘪塌或破裂。
技术实现要素:
4.本发明的目的是提供一种散热器的制造方法,通过冲压鼓包后再进行弯折处理,确保在折弯时,折弯处管路不会褶皱变形或开裂,进而提高折弯散热器的成品率。
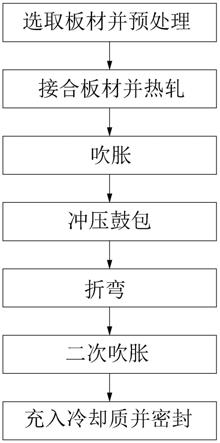
5.本发明提供一种散热器的制造方法,其包括以下步骤:
6.步骤一、提供第一板材及第二板材,将所述第一板材及所述第二板材的单面打毛,并在第一板材的打毛面或第二板材的打毛面上印刷阻轧剂;
7.步骤二、将第一板材的打毛面与所述第二板材的打毛面贴合并对齐,接着沿边接合;将接合在一起的第一板材及第二板材加热后进行热轧加工形成复合板材;
8.步骤三、对复合板材进行一次吹胀,使印刷阻轧剂部分向一面膨胀凸起形成管路轮廓;
9.步骤四、在复合板材相对所述管路轮廓一侧的面上确定折弯线,并在折弯线上向管路轮廓的面冲压形成鼓包;
10.步骤五、以折弯线为基准进行折弯;
11.步骤六、折弯后,对复合板材进行二次吹胀,使其吹胀成型形成冷却管路;
12.步骤七、在所述冷却管路中充入冷却质并密封所述冷却管路。
13.优选地,所述鼓包自折弯线向管路轮廓冲压的深度为d,折弯半径为r所述鼓包垂直折弯线方向的最大长度为l,所述l≥1/2π(r+d)。
14.优选地,所述鼓包沿折弯线方向的长度为w,所述冷却管路沿折弯线方向的长度为z,所述w≥z,且所述冷却管路沿折弯线方向置于所述鼓包内部。
15.优选地,所述复合板材沿折弯线方向的长度为e,所述e>w,且鼓包沿折弯线方向的两端与复合板材沿折弯线方向的两端留有间隔。
16.优选地,所述复合板材厚度s范围在0.8
‑
3mm,所述管路的高度h范围在0.5
‑
5mm。
17.进一步地,所述一次吹胀采用气胀,二次吹胀采用水胀或者一次吹胀和二次吹胀均采用水胀。
18.进一步地,在一次吹胀和二次吹胀时,在复合板材相对管路轮廓一侧的面上设置压紧件。
19.进一步地,所述步骤二中接合方式为铆合连接或焊接连接。
20.进一步地,所述步骤五中折弯角度为90
°
,折弯完成后进行折弯校准调节以达到90
°
折弯角度。
21.进一步地,所述步骤五中采用折弯机进行折弯,所述折弯机包括上模和下模,所述复合板材设置右管路轮廓的面相对下模设置,所述下模上设置有避让所述鼓包的避让腔;所述上模可以调节长度,所述下模包括可以在折弯线方向上调节的左下模和右下模,在进行折弯前,根据预设折弯半径调节上模长度,根据鼓包沿折弯线方向的长度w调节左下模和右下模的相对距离k形成所述避让腔,所述e>k>w。
22.本发明提供的一种散热器的制造方法,能够带来以下至少一种有益效果:
23.1、本发明通过提供一种散热器的制造方法,通过冲压鼓包后再进行弯折处理,确保折弯处管路不会褶皱变形或开裂,进而提高折弯散热器的成品率。
24.2、本发明通过将复合板材折弯至90
°
,提高了散热器与发热器件的贴合度,进而提高了散热效率。
附图说明
25.下面结合附图和具体实施方式对本发明作进一步详细说明:
26.图1为本发明折弯散热器的制造方法的流程图;
27.图2为实施例二的折弯散热器的立体图;
28.图3为实施例二的折弯散热器的另一视角立体图;
29.图4为实施例二的折弯散热器的侧视图;
30.图5为实施例二的折弯散热器的剖视图
31.图6为实施例二的折弯散热器的平面展开图。
32.图7为图6的b
‑
b面剖视图。
33.图8为图6的c处放大图。
34.图9为实施例三的折弯散热器的立体图。
35.图10为实施例三的折弯散热器的另一视角立体图。
36.图11为实施例三的折弯散热器的平面展开图。
具体实施方式
37.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
38.为使图面简洁,各图中只示意性地表示出了与本发明相关的部分,它们并不代表
其作为产品的实际结构。另外,以使图面简洁便于理解,在有些图中具有相同结构或功能的部件,仅示意性地绘示了其中的一个,或仅标出了其中的一个。在本文中,“一个”不仅表示“仅此一个”,也可以表示“多于一个”的情形。
39.还应当进一步理解,在本技术说明书和所附权利要求书中使用的术语“和/或”是指相关联列出的项中的一个或多个的任何组合以及所有可能组合,并且包括这些组合。
40.在本文中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
41.另外,在本技术的描述中,术语“第一”、“第二”等仅用于区分描述,而不能理解为指示或暗示相对重要性。
42.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对照附图说明本发明的具体实施方式。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图,并获得其他的实施方式。
43.以下结合说明书的附图,对本发明的实施例予以进一步地详尽阐述。
44.参照图1、图3、图6和图8所示,实施例一提供一种散热器的制造方法,其包括以下步骤:
45.步骤一、提供第一板材及第二板材,将所述第一板材及所述第二板材的单面打毛,并在第一板材的打毛面或第二板材的打毛面上印刷阻轧剂,通过打毛处理,有效增加阻轧剂与板材的贴合度,以确保后续吹胀的稳定性。
46.步骤二、将第一板材的打毛面与所述第二板材的打毛面贴合并对齐,接着沿边接合;将接合在一起的第一板材及第二板材加热后进行热轧加工形成复合板材;在本实施例中,接合方式采用铆合连接或焊接连接,在其他实施方式中也可以其他连接方式。
47.步骤三、对复合板材进行一次吹胀,使印刷阻轧剂部分向一面膨胀凸起形成管路轮廓;实际吹胀时,可以预吹胀处理吹胀出低于预设管路高度的管路轮廓或直接吹胀成型吹胀至预设管路高度;一次吹胀可以采用气压吹胀或水压吹胀。
48.步骤四、在复合板材相对所述管路轮廓一侧的面上确定折弯线,并在折弯线上向管路轮廓的面冲压形成鼓包,所述鼓包自折弯线向管路轮廓冲压的深度为d,折弯半径为r,所述鼓包垂直折弯线方向的长度为l,所述鼓包沿折弯线方向的长度为w,所述冷却管路沿折弯线方向的长度为z,所述复合板材沿折弯线方向的长度为e,所述w≥z,且所述冷却管路沿折弯线方向置于所述鼓包内部,所述e>w,且鼓包沿折弯线方向的两端与复合板材沿折弯线方向的两端留有间隔,所述l≥1/2π(r+d),所述复合板材厚度s范围在0.8
‑
3mm,所述管路的高度h范围在0.5
‑
5mm。
49.步骤五、采用折弯机进行折弯以折弯线为基准进行折弯,所述折弯机包括上模和下模,所述复合板材设置右管路轮廓的面相对下模设置,所述下模上设置有避让所述鼓包的避让腔,以确保折弯时不会挤压鼓包,造成鼓包内陷;在本实施例中,所述上模可以调节长度,所述下模包括可以在折弯线方向上调节的左下模和右下模,在进行折弯前,根据预设
折弯半径调节上模长度,根据鼓包沿折弯线方向的长度w调节左下模和右下模的相对距离k形成所述避让腔,所述e>k>w;本实施例的折弯角度为90
°
,折弯完成后进行折弯校准调节以达到90
°
折弯角度。
50.步骤六、折弯散热器调节至90
°
折弯角度后,对复合板材进行二次吹胀,使其吹胀成型形成冷却管路,在本实施例中,所述二次吹胀采用水压胀型,在其他实施方式中也可采用其他吹胀方式;在进行二次吹胀时,在复合板材相对管路轮廓一侧的面上设置压紧件,以确保二次吹胀时不会有反凸情况的发生。
51.步骤七、在所述冷却管路中充入冷却质并密封所述冷却管路。
52.上述散热器的制造方法通过冲压鼓包后再进行弯折处理,能够在减小折弯半径进行折弯操作时,确保折弯处管路不会褶皱变形或开裂,进而提高折弯散热器的成品率。
53.实施例二提供一种通过上述散热器的制造方法制造的折弯散热器100,见图2至8,包括:第一冷却部1、第二冷却部2以及连接第一冷却部1和第二冷却部2的过渡部3;所述过渡部3即为实施例一所述的鼓包。
54.第一冷却部1包括位于折弯散热器100内侧的第一平面12,第二冷却部2包括位于折弯散热器100内侧的第二平面22,第一平面12和第二平面22之间形成夹角。本实施例中,第一平面12和第二平面22之间的夹角为90度。其他实施例中,根据发热器件的形状,调整散热器的折弯角度,使散热器能贴合发热器件的表面。本实施例的折弯散热器内侧为散热器和发热器件接触的一侧。
55.第一冷却部1还包括位于折弯式液冷板100外侧的第二平面13以及自第二平面13向外侧凸起的第一冷却腔11。第二冷却部2还包括位于折弯式液冷板100外侧的第四平面23以及自第四平面23向外侧凸起的第二冷却腔21。
56.过渡部3包括第一弯曲部31和第二弯曲部33,第一弯曲部31和第二弯曲部33之间形成过渡腔32,过渡腔32连接第一冷却腔11以及第二冷却腔21,冷却介质在第一冷却腔11、过渡腔32以及第二冷却腔21内流通。
57.过渡部3自折弯式液冷板100的内侧向外侧凹陷,使第一平面12和第二平面22的相交线和过渡部3不相交,从而在使用时可以避让发热器件的棱角。
58.第一弯曲部31在第一平面12和第二平面22相交处形成一个向过渡腔32方向凹陷的凹槽311,第二弯曲部33相较于第一冷却腔11以及第二冷却腔21的上表面向折弯式液冷板100的外侧对应凹槽311形成凸起。
59.参见图5以及图6,过渡部3的横截面为圆弧形,沿横截面的延伸方向,过渡腔32的长度大于或等于第一冷却腔11以及第二冷却腔21的长度。第一弯曲部31和第二弯曲部33设置为同心圆弧,过渡腔32的厚度均匀地设置。过渡腔32的厚度大于等于第一冷却腔11以及第二冷却腔21的厚度。
60.过渡部3还包括分别位于过渡腔32长度方向两端的第一连接部34以及第二连接部35。第一连接部34以及第二连接部35均折弯成直角,直角的两边分别延伸并连接第一平面12和第二平面22。本实施例的过渡腔32、第一冷却腔11以及第二冷却腔21共同形成实施例一的冷却管路。
61.实施例三在实施例二的基础上提供一种通过上述散热器的制造方法制造的折弯散热器200,见图9至11,包括底板4以及相对设置于底板4两侧的第一侧板5和第二侧板6;所
述底板4设有第三冷却腔41,所述第一侧板5设有和第三冷却腔41连通的第四冷却腔51,所述第二侧板6设有和第三冷却腔41连通的第五冷却腔61;第三冷却腔41包括相互连通的进液腔411以及出液腔412,所述第四冷却腔51和进液腔411连通,所述第五冷却腔61和出液腔412连通。
62.所述底板4和第一侧板5之间折弯处设有第三连接部7和第四连接部8,所述第三连接部7包括连通第三冷却腔41和第四冷却腔51的第三过渡腔;所述第四连接部8包括连通进液腔411和第四冷却腔51的第四过渡腔;所述底板4和第二侧板6之间折弯处设有第五连接部9和第六连接部10,所述第五连接部9包括连通第三冷却腔41和第五冷却腔61的第五过渡腔,所述第六连接部10包括连通出液腔412和第五冷却腔61的第六过渡腔。本实施例的第三连接部7、第四连接部8、第五连接部9及第六连接部10均为实施例一所述的鼓包。
63.所述折弯散热器200还包括凸出部41,所述凸出部42的一侧设有和进液腔411连通的进液口421以及和出液腔412连通的出液口422,所述第三过渡腔位于第四过渡腔和进液口411之间,所述进液腔411内冷却介质经第三过渡腔进入第四冷却腔51,所述第四冷却腔51内冷却介质经第四过渡腔回到进液腔411,而后进入出液腔412,所述第五过渡腔位于出液口412和第六过渡腔之间,所述出液腔412内冷却介质经第六过渡腔进入第五冷却腔61,所述第五冷却腔61内冷却介质经第五过渡腔回到出液腔412而后到达出液口422,实现冷却介质的循环流通,进而实现对发热器件的快速散热。
64.应当说明的是,本领域技术人员可显见,可对本发明的上述示例性实施例进行各种修改和变型而不偏离本发明的精神和范围。因此,旨在使本发明覆盖落在所附权利要求书及其等效技术方案范围内的对本发明的修改和变型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1