一种三连轧轧机用均匀喷淋装置的制作方法
1.本发明涉及一种喷淋装置,具体涉及一种三连轧轧机用均匀喷淋装置。
背景技术:
2.在三连轧轧机的轧制过程中,铝箔会产生大量的热量,这需要使用喷淋器喷淋乳液来降温处理铝箔,目前常见的喷淋器具备五个喷淋腔,五个喷淋腔从左往右分别为左一腔、左二腔、中间腔、右二腔和右一腔,为了减少乳液管的数量,喷淋器采用腔内导通的方式来分配乳液的流量,具体导通方式如下:分别在左一腔、左二腔和中间腔上连接一根乳液管,通过导通管使左一腔和右一腔内部导通、左二腔和右二腔内部导通。这样的导通方式虽然将乳液管的数量从五根减少为三根,但是却很难保证左侧两腔与右侧两腔的喷淋均匀性,由于喷淋器左右两侧的不均匀喷淋,导致降温处理后铝箔左右两侧的温度不一致,进一步造成铝箔右侧边部起浪,严重影响铝箔的生产质量。
技术实现要素:
3.本发明是为了解决现有技术的不足,提供一种三连轧轧机用均匀喷淋装置。
4.一种三连轧轧机用均匀喷淋装置包括喷淋机壳,所述的喷淋机壳内设有五个由乳液管供液的喷淋腔,每个喷淋腔的底面均开设有喷淋孔,喷淋孔内设有喷淋头,所述的喷淋头包括喷淋管和喷淋帽,喷淋管上设有电控阀,所述喷淋管的进液端与喷淋腔内的测压板相连,测压板的下方设有压力传感器,所述喷淋管的出液端穿过喷淋孔后与喷淋孔下方的喷淋帽相连,所述的喷淋帽与喷淋管之间设有轴承,喷淋帽的底部设有与喷淋管相连通的喷淋口,所述喷淋机壳的左侧设有驱动电机,驱动电机的输出端设有主动齿轮,喷淋机壳的右侧设有安装板,所述的安装板上设有控制箱,控制箱同时与电控阀和压力传感器相连,所述安装板的底部设有支杆,支杆上设有从动齿轮,所述的主动齿轮、喷淋帽和从动齿轮之间通过履带相连。
5.优选地,所述的五个喷淋腔从左往右分别为左一腔、左二腔、中间腔、右二腔和右一腔,五个喷淋腔由三根乳液管供液,三根乳液管分别与左一腔、左二腔和中间腔相连,所述的左一腔和右一腔之间通过第一导通管相连,左二腔和右二腔之间通过第二导通管相连,所述的第一导通管和第二导通管上分别设有第一水泵和第二水泵,第一水泵和第二水泵同时与控制箱相连。
6.优选地,所述的喷淋孔与喷淋头之间还设有密封橡胶。
7.优选地,喷淋帽内设有缓冲腔,所述的缓冲腔与喷淋管相连通,并且缓冲腔的底部开设有若干个均匀分布的喷淋口。
8.优选地,所述缓冲腔上喷淋口的数量不少于3个。
9.优选地,所述的控制箱与压力传感器之间通过rs232或rs485通讯串口相连。
10.优选地,所述喷淋帽的厚度为履带厚度的1.1~1.3倍。
11.有益效果:本发明公开了一种三连轧轧机用均匀喷淋装置,本喷淋装置通过测压
板和压力传感器实时监测压力值来控制各个喷淋腔的乳液量相同,同时通过驱动电机和履带控制每个喷淋腔下方的喷淋帽同方向、同速度转动,从控制喷淋腔内的乳液量和喷淋帽的喷淋状态这两个角度出发,保证了喷淋装置的喷料均匀性,提高了喷淋装置的降温效果,避免了由于降温处理后铝箔两侧边部温度不一致而造成的生产缺陷,提高了铝箔的生产质量。
附图说明
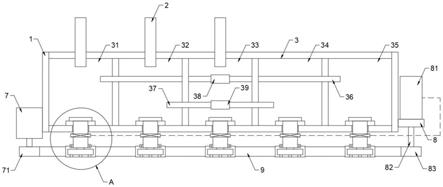
12.图1是喷淋装置的结构示意图;
13.图2是图1中a区域的局部放大示意图;
14.图中:1、喷淋机壳 2、乳液管 3、喷淋腔 31、左一腔 32、左二腔 33、中间腔 34、右二腔 35、右一腔 36、第一导通管 37、第二导通管 38、第一水泵 39、第二水泵 4、喷淋孔 41、密封橡胶 5、喷淋头 51、喷淋管 52、喷淋帽 53、电控阀 54、轴承 55、喷淋口 56、缓冲腔 6、测压板 61、压力传感器 7、驱动电机 71、主动齿轮 8、安装板 81、控制箱 82、支杆 83、从动齿轮 9、履带。
具体实施方式
15.为了加深对本发明的理解,下面结合实施例和附图对本发明作进一步详细详述,该实施例仅用于解释本发明,并不构成对本发明保护范围的限定。
16.如图1和图2所示,一种三连轧轧机用均匀喷淋装置包括喷淋机壳1,所述的喷淋机壳1内设有五个由乳液管2供液的喷淋腔3,每个喷淋腔3的底面均开设有喷淋孔4,喷淋孔4内设有喷淋头5,所述的喷淋头5包括喷淋管51和喷淋帽52,喷淋管51上设有电控阀53,所述喷淋管51的进液端与喷淋腔3内的测压板6相连,测压板6的下方设有压力传感器61,所述喷淋管41的出液端穿过喷淋孔4后与喷淋孔4下方的喷淋帽52相连,所述的喷淋帽52与喷淋管51之间设有轴承54,喷淋帽52的底部设有与喷淋管51相连通的喷淋口55。
17.所述喷淋机壳1的左侧设有驱动电机7,驱动电机7的输出端设有主动齿轮71,喷淋机壳1的右侧设有安装板8,所述的安装板8上设有控制箱81,控制箱81同时与电控阀53和压力传感器61相连,所述安装板8的底部设有支杆82,支杆82上设有从动齿轮83,所述的主动齿轮71、喷淋帽52和从动齿轮83之间通过履带9相连。
18.于本实施例中,所述的五个喷淋腔3从左往右分别为左一腔31、左二腔32、中间腔33、右二腔34和右一腔35,五个喷淋腔3由三根乳液管2供液,三根乳液管2分别与左一腔31、左二腔32和中间腔33相连,所述的左一腔31和右一腔35之间通过第一导通管36相连,左二腔32和右二腔34之间通过第二导通管37相连,所述的第一导通管36和第二导通管37上分别设有第一水泵38和第二水泵39,第一水泵38和第二水泵39同时与控制箱相连。
19.于本实施例中,所述的喷淋孔4与喷淋头5之间还设有密封橡胶41。
20.于本实施例中,喷淋帽52内设有缓冲腔56,所述的缓冲腔56与喷淋管51相连通,并且缓冲腔56的底部开设有若干个均匀分布的喷淋口55。
21.于本实施例中,所述缓冲腔56上喷淋口55的数量不少于3个。
22.于本实施例中,所述的控制箱81与压力传感器61之间通过rs232或rs485通讯串口相连。
23.于本实施例中,所述喷淋帽52的厚度为履带9厚度的1.1~1.3倍。
24.工作情况:如图1和图2所示,三根乳液管2分别往左一腔31、左二腔32、和中间腔33内注液,在乳液管2的注液过程中,喷淋腔3内的测压板6通过压力传感器61实时反馈喷淋管51进液端的压力数值至控制箱81,此时控制箱81检测到左一腔31和右一腔35之间、左二腔32和右二腔34之间存在压力差,并控制第一水泵38和第二水泵39打开,通过第一导通管36和第二导通管37分别将左一腔31和左二腔32的乳液输送至右一腔35和右二腔34,待五个喷淋腔3内的液压值相差不大时,控制箱81控制喷淋管51上的电控阀53打开,乳液顺着喷淋管51流入喷淋帽52内,随后打开驱动电机7,主动齿轮71通过履带9带动五个喷淋帽52同方向、同速度旋转,使乳液均匀地喷淋在铝箔表面。
25.本喷淋装置通过测压板和压力传感器实时监测压力值来控制各个喷淋腔的乳液量相同,同时通过驱动电机和履带控制每个喷淋腔下方的喷淋帽同方向、同速度转动,从控制喷淋腔内的乳液量和喷淋帽的喷淋状态这两个角度出发,保证了喷淋装置的喷料均匀性,提高了喷淋装置的降温效果,避免了由于降温处理后铝箔两侧边部温度不一致而造成的生产缺陷,提高了铝箔的生产质量。
26.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1