汽车悬架控制臂衬套轴成型模具
1.本发明涉及模具技术领域,具体涉及汽车悬架控制臂衬套轴成型模具。
背景技术:
2.例如公开号为cn203739131u的中国专利,其中提出了成型模具,该组件通过一母模,与所述公模相配合,并具有一与所述第一分模面相对应叠置的第二分模面,且所述第二分模面上形成有与所述上模穴配合的下模穴、一连通至所述下模穴的浇注流道、以及一与所述注入流道相对应的冷料井,所述冷料井即位于所述浇注流道上并朝向所述母模内凹入而形成,例如公开号为cn213891425u的中国专利,其中提出了一种成型模具,该组件通过上下模合模时,导柱会穿入耐磨环套内实现上下模的定位;其次,当导柱周侧壁或耐磨环套内壁磨损时,将位于收纳环槽内的滑环固定在导柱底端,并将耐磨环套从定位槽内取下,此时在上下模合模时,滑环会穿入定位槽内实现上下模的定位,使得模具之间的定位作用得以延长,提高模具的定位稳定。
3.但目前的成型模具装置在将材料锻造成型后,无法对锻件的飞边进行切除,为解决上述问题,为此我们提出了汽车悬架控制臂衬套轴成型模具。
技术实现要素:
4.针对背景技术中提到的问题,本发明的目的是提供汽车悬架控制臂衬套轴成型模具,以解决背景技术中提到的问题。
5.本发明的上述技术目的是通过以下技术方案得以实现的:
6.汽车悬架控制臂衬套轴成型模具,包括:底板,所述底板的顶面设置有顶板,所述底板的顶面与顶板的底面均设置有模座;两个电动液压推杆,两个所述电动液压推杆均固定连接在位于所述底板顶面的所述模座的顶面,所述模座的顶面固定连接有模板,所述模板的底面固定连接有底垫,所述模座的顶面开设有垫槽;压模组件,所述压模组件设置在所述模板的顶面,用于压模,压模组件包括若干个放置孔,若干个所述放置孔均开设在所述模板的顶面,若干个所述放置孔的内部分别活动套设有第一模块,第二模块和第三模块,所述第一模块的顶面设置有预锻组件,用于对棒料进行预成型,所述第二模块的顶面设置有终锻组件,用于对预成型的棒材进行终锻成型,所述第三模块的顶面设置有切割组件,用于对锻件飞边进行切除。
7.通过采用上述技术方案,通过设置压模组件,压模组件可以对材料进行压模成型。
8.较佳的,所述电动液压推杆伸缩轴的顶端固定连接在位于所述顶板底面的所述模座的底面,所述顶板通过所述电动液压推杆和所述模座设置在所述底板的顶面,所述底垫与所述垫槽活动套设在一起。
9.通过采用上述技术方案,通过设置电动液压推杆,当电动液压推杆在工作时,此时电动液压推杆的伸缩轴通过模座可以带动顶板进行移动。
10.较佳的,所述预锻组件包括:放置槽,所述放置槽开设在所述第一模块的顶面,所
述放置槽的内部固定连接有预锻块;若干个固定板,若干个所述固定板均固定连接在所述模座的顶面,每两个所述固定板为一组,所述第一模块、所述第二模块和所述第三模块的左右两侧均开设有连接槽,所述连接槽与所述固定板贴合在一起,所述连接槽内部的底面开设有两个固定槽,所述固定板的顶面开设有两个第一固定孔,所述第一固定孔与所述固定槽的位置相对应,所述第一固定孔的内部螺纹连接有固定棒,所述固定棒的底端穿过所述第一固定孔与所述固定槽螺纹连接在一起。
11.通过采用上述技术方案,通过设置预锻组件,预锻组件可以对材料进行预锻成型,从而便于后期对材料进行终锻成型。
12.较佳的,所述终锻组件包括:锻造槽,所述锻造槽开设在所述第二模块的顶面,所述锻造槽内部的底面开设有两个移动孔;锻造棒,所述锻造棒活动套设在所述移动孔的内部;调节件,所述调节件设置在所述底垫的顶面,用于调节所述锻造棒的位置。
13.通过采用上述技术方案,通过设置终锻组件,终锻组件可以对预成型的材料进行锻造成型。
14.较佳的,所述调节件包括:连接孔,所述连接孔开设在所述底垫的底面,所述连接孔的内部活动套设有连接棒,所述锻造棒的底面固定连接在连接棒的外圆柱面;第二固定孔,所述第二固定孔开设在所述模座的底面,所述第二固定孔与所述连接孔相连通,所述第二固定孔的内圆柱面固定连接有固定管,所述固定管的内部固定套设有顶杆,所述顶杆的顶端固定连接在连接棒的外圆柱面。
15.通过采用上述技术方案,通过设置调节件,调节件可以调节锻造棒的位置,从而便于锻造棒后期移动到锻造槽的内部。
16.较佳的,所述底板和所述顶板的顶面均开设有杆孔,所述杆孔与所述连接孔相连通,所述顶杆与所述杆孔活动套设在一起。
17.通过采用上述技术方案,通过设置顶杆,通过设置顶杆,当顶杆在移动时,此时顶杆通过连接棒可以带动锻造棒进行移动。
18.较佳的,所述切割组件包括:切割槽,所述切割槽开设在所述第三模块的顶面,所述切割槽的内部固定连接有两个刀片;顶出孔,所述顶出孔开设在位于所述底板顶面的所述第三模块的底面;推动组件,所述推动组件设置在所述顶出孔的内部,用于推动所述切割槽内部的锻件。
19.通过采用上述技术方案,通过设置刀片,刀片可以对锻件的飞边进行切割。
20.较佳的,所述推动组件包括:顶出棒,所述顶出棒活动套设在所述顶出孔的内部,位于所述底板顶面的所述底垫的顶面开设有顶孔,所述顶出棒与所述顶出孔活动套设在一起,位于所述底板顶面的所述模座的底面开设有第三固定孔,所述第三固定孔的内部固定连接有限位管,所述限位管的内部活动套设有顶出杆,所述底板的顶面开设有底孔,所述顶出杆与所述底孔活动套设在一起。
21.通过采用上述技术方案,通过设置推动组件,推动组件可以将切割槽内部的锻件推出。
22.较佳的,所述底垫的顶面开设有调节槽,所述调节槽与所述连接孔相连通,所述调节槽的内部活动套设有两个垫片,所述垫片的顶面与所述第二模块的底面贴合在一起。
23.通过采用上述技术方案,通过设置垫片,当第二模块在长时间使用磨损后,工作人
员可以对整个第二模块进行重新加工,此时第二模块的高度降低,工作人员可以通过更换垫片的厚度来补充第二模块的高度差,从而使第二模块可以对此循环利用,有效的降低了第二模块使用的成本。
24.较佳的,所述模座的顶面开设有若干个转动孔,所述转动孔的内部螺纹连接有螺栓,所述底板顶面与所述顶板的底面均开设有转动槽,所述螺栓与所述转动槽螺纹连接,两所述模座分别通过所述螺栓和所述转动槽设置在所述底板的顶面和所述顶板的底面。
25.通过采用上述技术方案,通过设置螺栓,通过将螺栓与转动槽螺纹连接在一起后,从而使模座可以固定在底板的顶面和顶板的底面。
26.综上所述,本发明主要具有以下有益效果:
27.通过设置切割槽,当工作人员将锻造后的锻件放置在切割槽的内部后,再将顶板底面的第三模块和底板顶面的第三模块贴合在一起,从而使刀片可以对放置在切割槽锻件的飞边进行切割,进而使该成型模具锻造好锻件后可以除去锻件的飞边。
28.通过设置第一模块,当工作人员将加热后的圆柱形棒料放置在预锻块的内部后,将启动电动液压推杆,电动液压推杆可以带动顶板往下移动,从而使顶板底面的预锻块和底板顶面的预锻块贴合,对预锻块内部的棒料进行预成型。
29.通过设置第二模块,当工作人员将预成型的棒料放置在锻造槽的内部后,再将顶板底面的第二模块和底板顶面的第二模块贴合在一起,从而对棒料进行锻造成型,通过设置锻造棒,当锻造棒在移动时,此时锻造棒可以将锻造槽内部锻造好后的锻件顶出锻造槽的内部,从而使该模具便于锻造。
30.通过设置垫片,当第二模块在长时间使用磨损后,工作人员可以对整个第二模块进行重新加工,此时第二模块的高度降低,工作人员可以通过更换垫片的厚度来补充第二模块的高度差,从而使第二模块可以对此循环利用,有效的降低了第二模块使用的成本。
31.通过设置顶杆,当顶杆在移动时,此时顶杆通过连接棒可以带动锻造棒进行移动,通过设置顶出杆,当顶出杆在移动时,此时顶出杆可以带动顶出棒进行可移动,通过将螺栓与转动槽螺纹连接在一起后,从而使模座可以固定在底板的顶面和顶板的底面。
附图说明
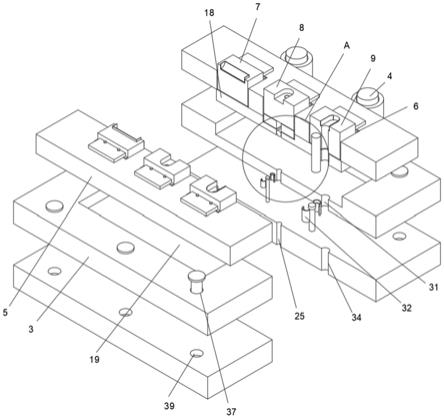
32.图1是本发明的立体结构示意图;
33.图2是本发明的底板结构示意图;
34.图3是本发明的第一模块结构示意图;
35.图4是本发明的第二模块结构示意图;
36.图5为图2中a的局部放大结构示意图;
37.图6是本发明的第三模块结构示意图;
38.图7是本发明的限位管结构示意图。
39.附图标记:1、底板;2、顶板;3、模座;4、电动液压推杆;5、模板;6、放置孔;7、第一模块;8、第二模块;9、第三模块;10、固定板;11、连接槽;12、固定槽;13、第一固定孔;14、固定棒;15、锻造槽;16、移动孔;17、锻造棒;18、底垫;19、垫槽;20、连接孔;21、连接棒;22、第二固定孔;23、固定管;24、顶杆;25、杆孔;26、切割槽;27、刀片;28、顶出孔;29、顶出棒;30、顶孔;31、第三固定孔;32、限位管;33、顶出杆;34、底孔;35、调节槽;36、垫片;37、转动孔;38、
螺栓;39、转动槽;40、放置槽;41、预锻块。
具体实施方式
40.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
41.参考图1、和图2,汽车悬架控制臂衬套轴成型模具,包括底板1,底板1的顶面设置有顶板2,底板1的顶面与顶板2的底面均设置有模座3,位于底板1顶面的模座3的顶面固定连接有两个电动液压推杆4,模座3的顶面固定连接有模板5,模板5的底面固定连接有底垫18,模座3的顶面开设有垫槽19,模板5的顶面设置有压模组件,压模组件用于压模,压模组件包括若干个放置孔6,若干个放置孔6均开设在模板5的顶面,若干个放置孔6的内部分别活动套设有第一模块7,第二模块8和第三模块9,第一模块7的顶面设置有预锻组件,用于对棒料进行预成型,第二模块8的顶面设置有终锻组件,用于对预成型的棒材进行终锻成型,第三模块9的顶面设置有切割组件,用于对锻件飞边进行切除,电动液压推杆4伸缩轴的顶端固定连接在位于顶板2底面的模座3的底面,顶板2通过电动液压推杆4和模座3设置在底板1的顶面,底垫18与垫槽19活动套设在一起,通过设置第一模块7,当工作人员将加热后的圆柱形棒料放置在预锻块41的内部后,将启动电动液压推杆4,电动液压推杆4可以带动顶板2往下移动,从而使顶板2底面的预锻块41和底板1顶面的预锻块41贴合,对预锻块41内部的棒料进行预成型。
42.参考图2、图3和图4,预锻组件包括放置槽40,放置槽40开设在第一模块7的顶面,放置槽40的内部固定连接有预锻块41,模座3的顶面固定连接有若干个固定板10,每两个固定板10为一组,第一模块7、第二模块8和第三模块9的左右两侧均开设有连接槽11,连接槽11与固定板10贴合在一起,连接槽11内部的底面开设有两个固定槽12,固定槽12为螺纹槽,固定板10的顶面开设有两个第一固定孔13,第一固定孔13为螺纹孔,第一固定孔13与固定槽12的位置相对应,第一固定孔13的内部螺纹连接有固定棒14,固定棒14为螺丝,固定棒14的底端穿过第一固定孔13与固定槽12螺纹连接在一起,终锻组件包括锻造槽15,锻造槽15开设在第二模块8的顶面,锻造槽15内部的底面开设有两个移动孔16,移动孔16的内部活动套设有锻造棒17,底垫18的顶面设置有调节件,用于调节锻造棒17的位置,通过设置第二模块8,当工作人员将预成型的棒料放置在锻造槽15的内部后,再将顶板2底面的第二模块8和底板1顶面的第二模块8贴合在一起,从而对棒料进行锻造成型,通过设置锻造棒17,当锻造棒17在移动时,此时锻造棒17可以将锻造槽15内部锻造好后的锻件顶出锻造槽15的内部,从而使该模具便于锻造。
43.参考图2、图5和图6,调节件包括连接孔20,连接孔20开设在底垫18的底面,连接孔20的内部活动套设有连接棒21,锻造棒17的底面固定连接在连接棒21的外圆柱面,模座3的底面开设有第二固定孔22,第二固定孔22与连接孔20相连通,第二固定孔22的内圆柱面固定连接有固定管23,固定管23的内圆柱面开设有圆环槽,固定管23的内部固定套设有顶杆24,顶杆24的顶端固定连接在连接棒21的外圆柱面,底板1和顶板2的顶面均开设有杆孔25,杆孔25与连接孔20相连通,顶杆24与杆孔25活动套设在一起,切割组件包括切割槽26,切割
槽26开设在第三模块9的顶面,切割槽26的内部固定连接有两个刀片27,位于底板1顶面的第三模块9的底面开设有顶出孔28,顶出孔28的内部设置有推动组件,用于推动切割槽26内部的锻件,通过设置切割槽26,当工作人员将锻造后的锻件放置在切割槽26的内部后,再将顶板2底面的第三模块9和底板1顶面的第三模块9贴合在一起,从而使刀片27可以对放置在切割槽26锻件的飞边进行切割,进而使该成型模具锻造好锻件后可以除去锻件的飞边。
44.参考1、图2和图7,推动组件包括顶出棒29,顶出棒29活动套设在顶出孔28的内部,位于底板1顶面的底垫18的顶面开设有顶孔30,顶出棒29与顶出孔28活动套设在一起,位于底板1顶面的模座3的底面开设有第三固定孔31,第三固定孔31的内部固定连接有限位管32,限位管32的内圆柱面开设有圆环槽,限位管32的内部活动套设有顶出杆33,底板1的顶面开设有底孔34,顶出杆33与底孔34活动套设在一起,底垫18的顶面开设有调节槽35,调节槽35与连接孔20相连通,调节槽35的内部活动套设有两个垫片36,垫片36的顶面与第二模块8的底面贴合在一起,模座3的顶面开设有若干个转动孔37,转动孔37为螺纹孔,转动孔37的内部螺纹连接有螺栓38,底板1顶面与顶板2的底面均开设有转动槽39,转动槽39为螺纹槽,螺栓38与转动槽39螺纹连接,两个模座3分别通过螺栓38和转动槽39设置在底板1的顶面和顶板2的底面,通过设置垫片36,当第二模块8在长时间使用磨损后,工作人员可以对整个第二模块8进行重新加工,此时第二模块8的高度降低,工作人员可以通过更换垫片36的厚度来补充第二模块8的高度差,从而使第二模块8可以对此循环利用,有效的降低了第二模块8使用的成本。
45.工作原理:请参考图1-图7所示,在使用时,通过设置第一模块7,当工作人员将加热后的圆柱形棒料放置在预锻块41的内部后,将启动电动液压推杆4,电动液压推杆4可以带动顶板2往下移动,从而使顶板2底面的预锻块41和底板1顶面的预锻块41贴合,对预锻块41内部的棒料进行预成型。
46.通过设置第二模块8,当工作人员将预成型的棒料放置在锻造槽15的内部后,再将顶板2底面的第二模块8和底板1顶面的第二模块8贴合在一起,从而对棒料进行锻造成型,通过设置锻造棒17,当锻造棒17在移动时,此时锻造棒17可以将锻造槽15内部锻造好后的锻件顶出锻造槽15的内部,从而使该模具便于锻造。
47.通过设置切割槽26,当工作人员将锻造后的锻件放置在切割槽26的内部后,再将顶板2底面的第三模块9和底板1顶面的第三模块9贴合在一起,从而使刀片27可以对放置在切割槽26锻件的飞边进行切割,进而使该成型模具在锻造好锻件后可以除去锻件的飞边。
48.通过设置垫片36,当第二模块8在长时间使用磨损后,工作人员可以对整个第二模块8进行重新加工,此时第二模块8的高度降低,工作人员可以通过更换垫片36的厚度来补充第二模块8的高度差,从而使第二模块8可以对此循环利用,有效的降低了第二模块8使用的成本。
49.通过设置顶杆24,当顶杆24在移动时,此时顶杆24通过连接棒21可以带动锻造棒17进行移动,通过设置顶出杆33,当顶出杆33在移动时,此时顶出杆33可以带动顶出棒29进行可移动,通过将螺栓38与转动槽39螺纹连接在一起后,从而使模座3可以固定在底板1的顶面和顶板2的底面。
50.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换
和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1