一种多车型共线生产的切换系统的制作方法
1.本发明属于汽车生产线设备技术领域,更具体地说,是涉及一种多车型共线生产的切换系统。
背景技术:
2.近年来,随着国家汽车工业的飞速发展,整车主机厂的车型也越来越多,现有技术中的单一车型的焊装线已经无法满足生产需求。因此,对焊装线多车型共用生产的需求越来越多,目前常见的车型共用系统,通过气缸滑移切换来实现,占用的场地比面积较大,切换复杂。
技术实现要素:
3.本发明所要解决的技术问题是:针对现有技术的不足,提供一种结构简单,在用于多车型共线生产时,能够方便快捷实现对应于不同车型的钩销缸的快速切换,从而有效适用于多车型共线生产,提高生产效率,节约生产场地,减少设备投入的多车型共线生产的切换系统。
4.要解决以上所述的技术问题,本发明采取的技术方案为:
5.本发明为一种多车型共线生产的切换系统,所述的多车型共线生产的切换系统包括系统底座,系统底座上设置多个切换部件,每个切换部件分别包括部件基座,所述的部件基座上设置滑移机构,滑移机构上设置切换机构,切换机构上设置定位杆,靠近基座位置设置旋转机构,旋转机构的支座上设置电机,电机与旋转盘连接,旋转盘中间设置定位槽,旋转盘上沿旋转盘一周设置多个型号不同的钩销缸。
6.所述的旋转机构设置为能够通过滑移机构相对于部件基座水平移动的结构,定位杆与旋转盘垂直布置。
7.所述的电机水平布置在支座上部,旋转盘与电机的转轴垂直布置,定位槽对准定位杆。
8.所述的旋转盘上的定位槽设置为水平截面呈方形结构,切换机构上的定位杆设置为水平截面呈方形结构。
9.所述的滑移机构包括设置在部件基座上的导轨,滑移机构的滑块底部通过导槽活动卡装在导轨上,滑块与能够带动滑块移动的伸缩气缸连接。
10.所述的伸缩气缸和电机分别与控制部件连接。
11.所述的控制部件控制切换部件的电机旋转90
°
后,该切换部件的定位杆设置为能够对准定位槽的结构。
12.所述的控制部件控制伸缩气缸伸出时,伸缩气缸设置为能够通过滑块的移动带动切换机构上的定位杆向靠近旋转机构方向移动的结构,控制部件控制伸缩气缸收缩时,伸缩气缸设置为能够通过滑块的移动带动切换机构上的定位杆向远离旋转机构方向移动的结构,
13.所述的多车型共线生产的切换系统的每个切换部件的旋转盘上每个钩销缸设置为对应于一种生产车型的结构。
14.所述的定位槽设置在套筒内,套筒活动安装在旋转机构上,套筒上套装定位弹簧,定位弹簧一端抵靠在旋转机构后端端部,定位弹簧另一端抵靠在套筒的凸台位置,旋转盘与套筒固定连接。
15.采用本发明的技术方案,能得到以下的有益效果:
16.本发明所述的多车型共线生产的切换系统,在系统底座上设置多个切换部件,多个切换部件配合工作,实现白车身焊接时的定位。而旋转盘上设置多个钩销缸,钩销缸用上的销用于插入白车身的定位孔内,定位白车身,以便于后续焊接。而钩销缸设置多个,多个钩销缸沿旋转盘一周布置,当旋转盘在电机的带动下转动到一个位置时,一个钩销缸的销垂直向上,用于定位白车身。此时能够实现对一种车型的白车身的定位。而需要切换时,只需要电机转动电动旋转盘转动到另一个位置,就会有另一个钩销缸的销垂直向上,用于定位白车身。此时能够实现对另一种车型的白车身的定位。每个钩销缸用于配套一种车型的定位焊接。每个钩销缸到位后,通过滑移部件带动切换机构向靠近旋转机构的位置移动,使得定位杆插装到定位槽内,此时,能够限定旋转机构转动,确保钩销缸定位准确,有效满足白车身定位焊接需求。这样,有效实现一套生产线满足多车型定位焊接需求,有效降低成本投入,并且不同车型需要使用时切换快捷,操作简单。本发明所述的多车型共线生产的切换系统,在用于多车型共线生产时,能够方便快捷实现对应于不同车型的钩销缸的快速切换,从而有效适用于多车型共线生产,提高生产效率,节约生产场地,减少设备投入。
附图说明
17.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
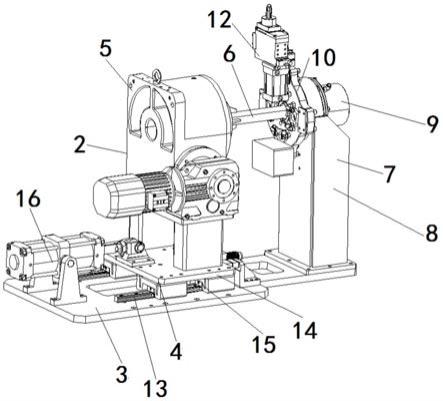
18.图1为本发明所述的多车型共线生产的切换系统的切换部件的结构示意图;
19.图2为本发明所述的多车型共线生产的切换系统的旋转机构的内部结构示意图;
20.附图中标记分别为:1、系统底座;2、切换部件;3、部件基座;4、滑移机构;5、切换机构;6、定位杆;7、旋转机构;8、支座;9、电机;10、旋转盘;11、定位槽;12、钩销缸(钩销气缸);13、导轨;14、滑块;15、导槽; 16、伸缩气缸;17、套筒;18、定位弹簧。
具体实施方式
21.下面对照附图,通过对实施例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
22.如附图1-附图2所示,本发明为一种多车型共线生产的切换系统,所述的多车型共线生产的切换系统包括系统底座1,系统底座1上设置多个切换部件2,每个切换部件2分别包括部件基座3,所述的部件基座3上设置滑移机构4,滑移机构4上设置切换机构5,切换机构5上设置定位杆6,靠近基座3位置设置旋转机构7,旋转机构7的支座8上设置电机9,电机9与旋转盘10连接,旋转盘10中间设置定位槽11,旋转盘10上沿旋转盘10一周设置多个型号不同的钩销缸12。上述结构,在系统底座上设置多个切换部件,多个切换部件配合工作,实现白车身焊接时的定位。而旋转盘上设置多个钩销缸,钩销缸用上的销用于插入白车身的
定位孔内,定位白车身,以便于后续焊接。而钩销缸设置多个,多个钩销缸沿旋转盘一周布置,这样,当旋转盘在电机的带动下转动到一个位置时,一个钩销缸的销垂直向上,用于定位白车身。此时能够实现对一种车型的白车身的定位。而需要切换时,只需要电机转动电动旋转盘转动到另一个位置,就会有另一个钩销缸的销垂直向上,用于定位白车身。此时能够实现对另一种车型的白车身的定位。这样,每个钩销缸用于配套一种车型的定位焊接。而每个钩销缸到位后,通过滑移部件带动切换机构向靠近旋转机构的位置移动,使得定位杆插装到定位槽内,此时,能够限定旋转机构转动,确保钩销缸定位准确,有效满足白车身定位焊接需求。这样,实现一套生产线满足多车型定位焊接需求,有效降低成本投入,并且不同车型需要使用时切换快捷,操作简单。本发明所述的多车型共线生产的切换系统,结构简单,用于多车型共线生产时,能够方便快捷实现对应于不同车型的钩销缸的快速切换,有效适用于多车型共线生产,提高生产效率,节约生产场地,减少设备成本投入。
23.所述的旋转机构7设置为能够通过滑移机构4相对于部件基座3水平移动的结构,定位杆6与旋转盘10垂直布置。所述的电机9水平布置在支座8上部,旋转盘10与电机9的转轴垂直布置,定位槽11对准定位杆6。上述结构,定位杆需要与定位槽配套使用,进行限位时,定位杆插入到定位槽内,有效限制旋转机构旋转,满足使用。
24.所述的旋转盘10上的定位槽11设置为水平截面呈方形结构,切换机构5 上的定位杆6设置为水平截面呈方形结构。上述结构,对旋转盘和定位槽的形状进行限定,使得定位杆插入到定位槽内后,定位杆有效阻止旋转盘旋转,确保钩销缸的位置实现限位,满足使用。而定位杆和定位槽的水平截面的形状,也可以是三角形或多边形。当水平截面是方形时,配套四个钩销缸,满足四款车型。而为了是应用更多的车型,可以是五边形,满足五款车型,六边形,满足六款车型。
25.所述的滑移机构4包括设置在部件基座3上的导轨13,滑移机构4的滑块 14底部通过导槽15活动卡装在导轨13上,滑块14与能够带动滑块14移动的伸缩气缸16连接。上述结构,通过伸缩气缸的控制,实现滑块相对于部件基座的移动,使得定位杆能够在伸缩气缸的自动控制下,插入定位槽或退出定位槽,实现自动控制。这样,在现场布置中,多个切换部件不需要人工一一调整,而是自动控制切换。
26.所述的伸缩气缸16和电机9分别与控制部件连接。所述的控制部件控制切换部件2的电机9旋转90
°
后,该切换部件2的定位杆6设置为能够对准定位槽11的结构。上述结构,对应的是旋转盘10上的定位槽11设置为水平截面呈方形及切换机构5上的定位杆6设置为水平截面呈方形的结构。电机带动旋转盘转动后,此时定位杆和定位槽的中心线重合,定位杆能够准确插入定位槽,实现旋转机构限位。
27.所述的控制部件控制伸缩气缸16伸出时,伸缩气缸16设置为能够通过滑块14的移动带动切换机构5上的定位杆6向靠近旋转机构7方向移动的结构,控制部件控制伸缩气缸16收缩时,伸缩气缸16设置为能够通过滑块14的移动带动切换机构5上的定位杆6向远离旋转机构7方向移动的结构。所述的多车型共线生产的切换系统的每个切换部件2的旋转盘10上每个钩销缸12设置为对应于一种生产车型的结构。上述结构,现场布置多个切换部件,满足白车身定位焊接。
28.所述的定位槽11设置在套筒17内,套筒17活动安装在旋转机构7上,套筒17上套装定位弹簧18,定位弹簧18一端抵靠在旋转机构7后端端部,定位弹簧18另一端抵靠在套筒17
的凸台位置,旋转盘10与套筒17固定连接。旋转机构主要靠中间的定位弹簧压缩受力,给风车转盘x方向始终一个压力,使钩销缸位置保持稳定。
29.本发明所述的多车型共线生产的切换系统,在系统底座上设置多个切换部件,多个切换部件配合工作,实现白车身焊接时的定位。而旋转盘上设置多个钩销缸,钩销缸用上的销用于插入白车身的定位孔内,定位白车身,以便于后续焊接。而钩销缸设置多个,多个钩销缸沿旋转盘一周布置,当旋转盘在电机的带动下转动到一个位置时,一个钩销缸的销垂直向上,用于定位白车身。此时能够实现对一种车型的白车身的定位。而需要切换时,只需要电机转动电动旋转盘转动到另一个位置,就会有另一个钩销缸的销垂直向上,用于定位白车身。此时能够实现对另一种车型的白车身的定位。每个钩销缸用于配套一种车型的定位焊接。每个钩销缸到位后,通过滑移部件带动切换机构向靠近旋转机构的位置移动,使得定位杆插装到定位槽内,此时,能够限定旋转机构转动,确保钩销缸定位准确,有效满足白车身定位焊接需求。这样,有效实现一套生产线满足多车型定位焊接需求,有效降低成本投入,并且不同车型需要使用时切换快捷,操作简单。本发明所述的多车型共线生产的切换系统,在用于多车型共线生产时,能够方便快捷实现对应于不同车型的钩销缸的快速切换,从而有效适用于多车型共线生产,提高生产效率,节约生产场地,减少设备投入。
30.上面结合附图对本发明进行了示例性的描述,显然本发明具体的实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1