一种防溢水高矮框型材的加工设备的制作方法
1.本发明涉及一种型材加工技术,具体是一种防溢水高矮框型材的加工设备。
背景技术:
2.高矮框型材含有纱窗轨道和两个窗扇轨道,纱扇轨道的高度高于窗扇轨道的高度,两个窗扇轨道之间的平面为斜面,通过一定的斜度,易于框内雨水的外排,纱扇轨道(靠墙内)高于窗扇轨道,杜绝了框内雨水容易漫到室内的缺陷,如公开号为cn202945933u所公开的中国实用新型专利。
3.高矮框型材在组合成窗户外框之前,需要对型材的两端切割成45
°
的斜角,当两根型材的45度角相互对齐后,就使两个型材相互构成了90
°
夹角的状态,之后使用组角机将两根型材铆接固定,即使型材构成90
°
的状态。
4.目前的型材切割机就单个型材的一端部进行45
°
切割,这种切割设备在对型材进行切割时,先切割一端,然后再切割另一端,使型材两端有45
°
(下称正45
°
)和135
°
(下称反45
°
),这样效率不高。
技术实现要素:
5.本发明的目的在于提供一种防溢水高矮框型材的加工设备,通过对型材两端同步切割,提高工作效率,以解决上述技术问题。
6.为了解决上述技术问题,本发明采用的技术方案是:
7.一种防溢水高矮框型材的加工设备,包括:
8.底板;
9.水平滑动地设置在所述底板上端面的两组升降机构;
10.设置在底板上用于驱动调节两组所述升降机构间水平间距的水平驱动机构;
11.设置在两组升降机构升降驱动端的切割机;
12.底板上开设有对应在两组切割机下方的落料口,以及水平设有位于两组所述落料口中间处用于抵接型材槽口底部外侧面的定位条,所述定位条抵接型材槽口底部外侧面的抵接定位面与升降机构在底板上的滑动方向平行,且相邻于所述定位条处设有固定在底板上用于同步抵接型材上侧与槽口侧的型材中部固定机构;
13.底板上端面还水平滑动设有两组分别相邻于两组切割机的型材端部固定机构,所述型材端部固定机构用于对型材本体上相邻于被切割点的位置处进行固定,型材端部固定机构在底板上的滑动方向与升降机构在底板上的滑动方向平行,两组型材端部固定机构均通过连接件与两组升降机构保持连接实现同步滑动。
14.优选地,所述升降机构包括l形水平滑座、l形水平升降座,所述l形水平滑座水平滑动设置在底板上端面,且与所述连接件连接,l形水平滑座上架设有竖直驱动机构,且其竖直部背侧上设有竖直滑轨,所述l形水平升降座的竖直部背侧通过竖直滑块与所述竖直滑轨滑动连接,所述竖直驱动机构的驱动端穿过l形水平滑座竖直部上开设的竖槽连接l形
水平升降座的竖直部背侧,l形水平升降座的水平部下端面设有所述切割机。
15.优选地,所述竖直驱动机构包括驱动电机、第一单向丝杠,所述驱动电机轴向竖直地设置在l形水平滑座的竖直部里侧上端,所述第一单向丝杠上端同轴连接驱动电机的轴端,下端通过轴承座固定在l形水平滑座的水平部上端面上,第一单向丝杠的螺纹段上设有穿过所述竖槽构成竖直驱动机构驱动端的第一丝杠螺母。
16.优选地,所述水平驱动机构包括减速电机、双向丝杠,所述减速电机驱动连接所述双向丝杠并共同架设在底板下端面,双向丝杠轴向与升降机构在底板上的滑动方向平行,双向丝杠的对称螺纹段上均设有第二丝杠螺母,两组所述第二丝杠螺母均穿过底板上开设的水平槽分别连接着两组升降机构中l形水平滑座的水平部下端面。
17.优选地,所述型材中部固定机构包括气缸、升降板、型材上侧抵接组件、型材槽口抵接组件;
18.所述气缸伸缩端朝下地设置在底板的下端面上,所述升降板设置在气缸伸缩端;
19.所述型材上侧抵接组件包括竖直杆、下压板、下压块,所述竖直杆下端垂直连接着升降板的一端,竖直杆上端垂直贯穿底板并设有位于定位条后侧上方的所述下压板,下压板的下端面设有用于抵接型材上侧的所述下压块;
20.所述型材槽口抵接组件包括第二单向丝杆、主动轮、从动轮、传动带、矩形限位框、齿轮、推板、l形臂、齿形抵接块,所述第二单向丝杆轴向水平地设置在底板下方,第二单向丝杆轴向垂直于定位条抵接型材槽口底部外侧面的抵接定位面,且第二单向丝杆的一端同轴连接所述从动轮,所述主动轮轴向与从动轮轴向平行并架设在从动轮下方,主动轮通过所述传动带驱动连接从动轮,所述矩形限位框垂直设置在升降板的另一端,矩形限位框框内设有所述齿轮,矩形限位框框内的一竖直内壁上开设有竖直限位槽,另一竖直内壁上设有竖直齿条,齿轮的外缘与所述竖直限位槽卡合并与所述竖直齿条啮合,且齿轮的轴端同轴连接主动轮的轴端,所述推板螺纹连接在第二单向丝杆的螺纹段上并呈水平状态,所述l形臂有两组并对称位于推板的两端,两组l形臂的水平部分别垂直连接推板的两端,两组l形臂竖直部顶端分别穿入底板上开设的两组导向槽并均连接位于底板上端面处用于抵接型材槽口侧的所述齿形抵接块,所述导向槽的导向平行与第二单向丝杆轴向。
21.优选地,所述型材端部固定机构包括手指气缸,手指气缸滑动设置在底板的上端面,所述手指气缸的上下两个夹臂通过在竖直方向上平移分别夹持在型材的上侧与下侧,其中,下夹臂在手指气缸张开状态下位于落料口上口面以下,上夹臂的下端面上设有用于抵接型材上侧的垫块,手指气缸的本体通过连接件与升降机构中的l形水平滑座连接。
22.优选地,两组所述落料口的下口处均设有固定在底板下端面上的接料斜槽。
23.优选地,所述切割机包括盘踞和驱动所述盘踞的电机组成,两组切割机的盘踞呈90
°
夹角设置。
24.优选地,所述升降机构中的l形水平滑座以及型材端部固定机构中的手指气缸本体在底板上端面的水平滑动方式均采用滑轨与滑块的结构组合。
25.本发明的有益效果是:
26.1、通过两组切割机,对型材两端同步切割,提高工作效率,两台切割机之间的间距随着两组升降机构在水平驱动机构的驱动下变得可调,因此可加工不同长度要求的型材,提高了设备的通用性;
27.2、通过型材中部固定机构,实现对同步抵接定位型材上侧与槽口侧,通过型材端部固定机构,对型材本体上相邻于被切割点的位置处进行固定,其设置的目的是:因落料口的设置而使型材失去了底板支撑,因此通过型材端部固定机构的固定作用,能够减少型材端部在被切割机切割时产生的切割抖动,以防型材端部切割面不平整。
附图说明
28.下面结合附图和具体实施方式对本发明作进一步详细的说明。
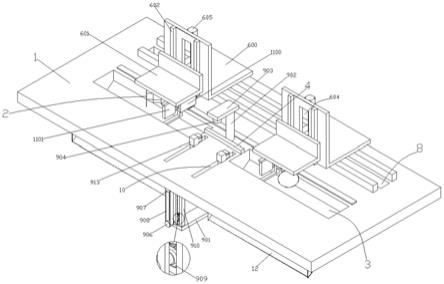
29.图1是本发明的第一视角立体图。
30.图2是本发明的第二视角立体图。
31.图3是本发明的正视图。
32.图4是本发明图3中a-a处剖视图。
33.图5是本发明图4的立体图。
34.图中:1、底板;2、切割机;3、落料口;4、定位条;5、连接件;
35.600、l形水平滑座,601、l形水平升降座,602、竖直滑轨,603、竖直滑块,604、竖槽,605、驱动电机,606、第一单向丝杠,607、轴承座,608、第一丝杠螺母;
36.700、减速电机,701、双向丝杠,702、第二丝杠螺母;
37.8、水平槽;
38.900、气缸,901、升降板,902、竖直杆,903、下压板,904、下压块,905、第二单向丝杆,906、主动轮,907、从动轮,908、传动带,909、齿轮,910、矩形限位框,911、推板,912、l形臂,913、齿形抵接块,914、竖直限位槽,915、竖直齿条;
39.10、导向槽;
40.1100、手指气缸,1101、垫块;
41.12、接料斜槽。
具体实施方式
42.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
43.如图1-图5所示,本发明提供一种防溢水高矮框型材的加工设备,包括:
44.底板1;
45.水平滑动地设置在底板1上端面的两组升降机构,两组升降机构呈左右对称;
46.设置在底板1上用于驱动调节两组升降机构间水平间距的水平驱动机构;
47.设置在两组升降机构升降驱动端的切割机2,切割机2包括盘踞和驱动盘踞的电机组成,两组切割机2的盘踞呈90
°
夹角设置,在切割型材时,使型材两端分别形成正45
°
和反45
°
斜角,两台切割机2之间的间距随着两组升降机构在水平驱动机构的驱动下变得可调,因此可加工不同长度要求的型材;
48.底板1上开设有对应在两组切割机2下方的落料口3以及水平设有位于两组落料口3中间处用于抵接型材槽口底部外侧面的定位条4,落料口3呈长方形的,以适应切割机2的位置变化,定位条4抵接型材槽口底部外侧面的抵接定位面与升降机构在底板1上的滑动方
向平行,且相邻于定位条4处设有固定在底板1上用于同步抵接型材上侧与槽口侧的型材中部固定机构;
49.底板1上端面还水平滑动设有两组分别相邻于两组切割机2的型材端部固定机构,型材端部固定机构用于对型材本体上相邻于被切割点的位置处进行固定,型材端部固定机构在底板1上的滑动方向与升降机构在底板1上的滑动方向平行,两组型材端部固定机构均通过连接件5与两组升降机构保持连接实现同步滑动。
50.在本实施中,升降机构具体包括l形水平滑座600、l形水平升降座601,l形水平滑座600水平滑动设置在底板1上端面,且与连接件5连接,l形水平滑座600上架设有竖直驱动机构,且其竖直部背侧上设有竖直滑轨602,l形水平升降座601的竖直部背侧通过竖直滑块603与竖直滑轨602滑动连接,竖直驱动机构的驱动端穿过l形水平滑座600竖直部上开设的竖槽604连接l形水平升降座601的竖直部背侧,l形水平升降座601的水平部下端面设有切割机2,竖直驱动机构包括驱动电机605、第一单向丝杠606,驱动电机605轴向竖直地设置在l形水平滑座600的竖直部里侧上端,第一单向丝杠606上端同轴连接驱动电机605的轴端,下端通过轴承座607固定在l形水平滑座600的水平部上端面上,第一单向丝杠606的螺纹段上设有穿过竖槽604构成竖直驱动机构驱动端的第一丝杠螺母608。
51.在本实施中,水平驱动机构具体包括减速电机700、双向丝杠701,减速电机700驱动连接双向丝杠701并共同架设在底板1下端面,双向丝杠701轴向与升降机构在底板1上的滑动方向平行,双向丝杠701的对称螺纹段上均设有第二丝杠螺母702,两组第二丝杠螺母702均穿过底板1上开设的水平槽8分别连接着两组升降机构中l形水平滑座600的水平部下端面,通过减速电机700驱动双向丝杠701转动,从而使两组第二丝杠螺母702分别驱动两组升降机构中l形水平滑座600做趋近或背离运动,因此可实现对两组升降机构中l形水平滑座600的间距调整,进而实现对两组切割机2的间距调整。
52.在本实施中,型材中部固定机构具体包括气缸900、升降板901、型材上侧抵接组件、型材槽口抵接组件;
53.气缸900伸缩端朝下地设置在底板1的下端面上,升降板901设置在气缸900伸缩端;
54.型材上侧抵接组件包括竖直杆902、下压板903、下压块904,竖直杆902下端垂直连接着升降板901的一端,竖直杆902上端垂直贯穿底板1并设有位于定位条4后侧上方的下压板903,下压板903的下端面设有用于抵接型材上侧的下压块904;
55.型材槽口抵接组件包括第二单向丝杆905、主动轮906、从动轮907、传动带908、矩形限位框909、齿轮910、推板911、l形臂912、齿形抵接块913,第二单向丝杆905轴向水平地设置在底板1下方,第二单向丝杆905轴向垂直于定位条4抵接型材槽口底部外侧面的抵接定位面,且第二单向丝杆905的一端同轴连接从动轮907,主动轮906轴向与从动轮907轴向平行并架设在从动轮907下方,主动轮906通过传动带908驱动连接从动轮907,矩形限位框909垂直设置在升降板901的另一端,矩形限位框909框内设有齿轮910,矩形限位框909框内的一竖直内壁上开设有竖直限位槽914,另一竖直内壁上设有竖直齿条915,齿轮910的外缘与竖直限位槽914卡合并与竖直齿条915啮合,通过竖直限位槽914的设置,可限制着齿轮910在其槽内滚动,以保持齿轮910与竖直齿条915啮合稳定,且齿轮910的轴端同轴连接主动轮906的轴端,推板911螺纹连接在第二单向丝杆905的螺纹段上并呈水平状态,l形臂912
有两组并对称位于推板911的两端,两组l形臂912的水平部分别垂直连接推板911的两端,两组l形臂912竖直部顶端分别穿入底板1上开设的两组导向槽10并均连接位于底板1上端面处用于抵接型材槽口底部的齿形抵接块913,导向槽10的导向平行与第二单向丝杆905轴向,齿形抵接块913的结构设有,是为了配合高矮框型材的槽口形状,使齿形抵接块913能够完全插入型材槽口内部,与型材槽口底部抵接,保持型材被固定的效果更佳。
56.在本实施中,型材端部固定机构具体包括手指气缸1100,手指气缸1100滑动设置在底板1的上端面,手指气缸1100的上下两个夹臂通过在竖直方向上平移分别夹持在型材的上侧与下侧,其中,下夹臂在手指气缸1100张开状态下位于落料口3上口面以下,手指气缸1100的上下两个夹臂运动是同步的,由于本结构的设计,手指气缸1100下夹臂距离型材下侧面的距离小于其上夹臂距离型材上侧面的距离,因此为了保障手指气缸1100下夹臂抵接施力于型材下侧时,其上夹臂也能够同步施力于型材上侧,因此在手指气缸1100上夹臂的下端面上设有用于抵接型材上侧的垫块1101,保持型材上下侧受力平衡,手指气缸1100的本体通过连接件5与升降机构中的l形水平滑座600连接,其中,升降机构中的l形水平滑座600以及型材端部固定机构中的手指气缸1100本体在底板1上端面的水平滑动方式均采用滑轨与滑块的结构组合,两组升降机构中的l形水平滑座600共用一条滑轨。
57.在本实施中,两组落料口3的下口处均设有固定在底板1下端面上的接料斜槽12,可引接型材两端被切下的边角料,无需人工手捡。
58.本发明的工作过程:
59.人工将型材放置在底板1上,使型材槽口底部外侧面与定位条4抵接,然后目测确认型材两端是否处于切割机2的切割范围内,不在则左右移动调整一下型材;
60.调整完毕并确认之后,利用型材中部固定机构的气缸900驱动升降板901向下移动,此时型材上侧抵接组件中的竖直杆902与型材槽口抵接组件中的矩形限位框909随着升降板901同步向下移动;型材上侧抵接组件中的下压板903因竖直杆902的下移带动下压块904下压抵接在型材的上侧;型材槽口抵接组件中的矩形限位框909因下移,使其框内的竖直齿条915下移,从而使与其啮合的齿轮910带动主动轮906发生转动,主动轮906通过传动带908驱动从动轮907转动,从动轮907在转动使可带动第二单向丝杆905转动,因此螺纹连接在第二单向丝杆905的螺纹段上的推板911可随着导向槽10的导向定位条4方向平移,从而使两组l形臂912向定位条4方向平移,两组l形臂912竖直部顶端的齿形抵接块913因此可分别插入型材槽口内部,与型材槽口底部抵接;
61.在型材中部被固定之后,利用型材端部固定机构的手指气缸1100驱动其上下两组夹臂在竖直方向上平移分别夹持在型材的上侧与下侧,对型材中部进行固定;
62.之后,利用两组升降机构中的竖直驱动机构同步驱动,使两组l形水平升降座601下移,从而使两组已开启的切割机2下移,两组切割机2的盘踞对型材的两端分别进行正45
°
和反45
°
切割,型材两端被切下的边角料从落料口3落入接料斜槽12。
63.此次加工结束之后,升降机构先驱动切割机2上移,然后型材端部固定机构、型材中部固定机构均解除对型材的固定,人工取下被加工好的型材,并按照上述内容重新放置未加工的的型材进行加工。
64.以上所述的本发明实施方式,并不构成对本发明保护范围的限定,任何在本发明的精神和原则之内所作的修改、等同替换和改进等,均应包含在本发明的权利要求保护范
围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1