垫圈无废料成型机及利用其生产垫圈的方法与流程
1.本发明属于垫圈成型领域,尤其涉及一种垫圈无废料成型机及利用其生产垫圈的方法。
背景技术:
2.传统的垫圈生产时,一般冲床冲切垫圈制程-板材冲切下,废料多达50~60%,而另一种油压夹持锻造垫圈无废料也有1.夹具受力大磨损大;2.油压夹具,无法受热夹持,无法用温热锻锻造合金不锈钢等材料的垫圈; 3.每次锻造只能产出1个垫圈的缺点;另一种专利申请号201010268424.8华司制造方法,也存在 1.废料28~35%;2.每次锻造只能产出1个垫圈的缺点。
3.而且,在全国碳市场建设的过程中,又提出八大高排放行业的概念。在《2030年前碳达峰行动方案》的工业领域碳达峰行动中,还专门提及钢铁、有色金属、建材、石化化工几个行业的碳达峰路线。报告认为,目前可以明确的是,未来高耗能、高排放企业面临的各种政策法规约束将越来越强,同时逐步纳入全国碳市场后,也面临配额收紧、碳价上涨等压力。不过,在控制产能、淘汰落后产能等之外,借助技术创新、流程优化等手段,高耗能企业还有其他减排的空间。
4.为此,为了更高的生产效率、更低的损耗以及行业更好的发展,人们希望找到更好的办法来生产垫圈。
技术实现要素:
5.本发明的目的是提供一种无废料、设备磨损小、生产速度快的垫圈无废料成型机及利用其生产垫圈的方法。
6.本发明是通过以下技术方案来实现的:垫圈无废料成型机,包括机架和设置在机架上的凹槽模具、第一冲压装置、第二冲压装置、动力装置,所述凹槽模具中带有盘元线材穿过的通孔;所述第一冲压装置和第二冲压装置与所述凹槽模具相对设置以对凹槽模具中的盘元线材进行冲压成型成垫圈;所述动力装置包括电机和通过电机驱动的转动轴,所述转动轴上设有一段曲轴;所述第一冲压装置包括依次配合的打头模具、打头滑块、冲击连杆,所述冲击连杆的一端套设在曲轴上,另一端与打头滑块连接,所述曲轴带动冲击连杆移动,并通过打头滑块带动打头模具来回移动对盘元线材进行击打而成型成垫圈雏形;所述第二冲压装置包括依次配合的冲孔冲棒、第一冲孔摇杆、第二冲孔摇杆、冲击凸轮板,所述第二冲孔摇杆上设有一冲孔凸轮,所述冲击凸轮板固定设置在所述第一冲压装置上的冲击连杆上,所述冲孔冲棒穿设在第一冲压装置上的打头模具内,所述冲击凸轮板顶动冲孔凸轮,依次带动第二冲孔摇杆、第一冲孔摇杆转动,由此带动冲孔冲棒来回移动以对垫圈雏形中部进行冲孔以成型成垫圈成品;所述凹槽模具为一个或并列设置的多个;所述第一冲压装置上,与所述打头滑块
配合并由之驱动的打头模具为一个或并列设置的多个;所述第二冲压装置上,与所述第一冲孔摇杆配合并由之驱动的冲孔冲棒为一个或并列设置的多个;且所述凹槽模具、打头模具、冲孔冲棒的数量相同。
7.作为优选,所述转动轴的两侧上,还均设有飞轮。
8.作为优选,所述凹槽模具前端,还设有进线送料装置、进线夹料装置和合模装置,所述凹槽模具设置在合模装置上或设置在合模装置与打头模具之间;所述进线送料装置包括依次配合的直线送料导杆、直线送料滑块、拨叉、进线送料连杆、进线送料摇臂和进线送料凸轮,所述进线送料摇臂上设有第一顶轮,所述进线送料凸轮将第一顶轮顶起进而带动进线送料摇臂转动,并通过进线送料连杆带动拨叉来回拨动以拨动直线送料滑块沿着直线送料导杆来回移动;所述进线夹料装置包括依次配合的夹料模具、夹料撬杆、进线夹料凸轮板、进线夹料连杆、进线夹料摇臂、进线夹料凸轮,所述夹料模具设置所述直线送料滑块上,进线夹料摇臂上设有第二顶轮,所述夹料撬杆上设有第三顶轮,所述进线夹料凸轮将第二顶轮顶起进而带动进线夹料摇臂转动,并通过进线夹料连杆带动进线夹料凸轮板来回移动进而顶起或放下设置在夹料撬杆上的第三顶轮,进而带动进线夹料撬杆上下撬动来带动夹料模具的压紧或松开;所述合模装置包括依次配合的合模模具、带弹簧的合模夹料调节螺丝、合模夹料摇臂和合模模具闭合凸轮,所述合模夹料摇臂上设有第四顶轮,所述合模模具闭合凸轮将第四顶轮顶起进而带动合模夹料摇臂转动,并通过带弹簧的合模夹料调节螺丝带动合模模具闭合或松开;所述进线夹料装置上,与所述夹料撬杆配合并由之驱动的夹料模具为一个或并列设置的多个;所述合模装置上,与所述合模夹料摇臂依次配合并由之驱动的带弹簧的合模夹料调节螺丝和合模模具均为一个或并列设置的多个;且所述夹料模具、带弹簧的合模夹料调节螺丝、合模模具与所述凹槽模具、打头模具、冲孔冲棒的数量相同。
9.更优地,由电机驱动的所述传动轴上还通过一齿轮连接有一凸轮传动轴,所述进线送料凸轮、进线夹料凸轮和合模模具闭合凸轮均设置在所述凸轮传动轴上,由电机带动转动。
10.更优地,所述进线送料装置前端,还设置有盘元料架,用于盘元线材上料。
11.更优地,所述进线送料装置前端,还设有盘元在线加热单元。
12.更优地,所述夹料模具包括下夹料模、上夹料模、上夹料弹簧、上夹料弹簧导杆,所述上夹料弹簧导杆穿设到夹料撬杆内,以便于上夹料弹簧被夹料撬杆压紧或松开。
13.更优地,所述夹料模具、带弹簧的合模夹料调节螺丝、合模模具、凹槽模具、打头模具、冲孔冲棒的数量相同,均为2个以上。
14.本发明还公开了上述的垫圈无废料成型机生产垫圈的方法,包括如下步骤:1).所述进线夹料装置的夹料模具将盘元线材夹紧后,进线送料装置将其往前直线移动,送入合模模具,并使盘元线材相对凹槽模具凸出一个垫圈所需要的体积的长度;2).由第一冲压装置的打头模具锻造,曲轴转到下死点完成平垫圈外型成型;3).曲轴继续转动回程时,进线夹料模具和合模模具松开,同时带动冲击连杆上的冲击凸轮板, 翘动第二冲孔摇臂,并通过第一冲孔摇臂顶动冲孔冲棒,冲剪平垫圈内孔,使
得盘元线材退后和平垫圈脱离分开;4).曲轴回到上死点,平垫圈成品落下,再重复循环锻造下一个平垫圈。
15.本发明的有益效果是:本发明的垫圈无废料成型机,结构巧妙,通过其生产,可以减少废料99%,可根据需要每一次锻造用多工位同时锻造,故可同时产出2个以上平垫圈成品,节省原材料和人员及设备场地,降低成本,提升市场竞争力,增加在线加热盘元,可温热锻造8.8级以上高强度垫圈和不锈钢垫圈,生产效率高,损耗低,实用性极强。
附图说明
16.为了易于说明,本发明由下述的具体实施例及附图作以详细描述。
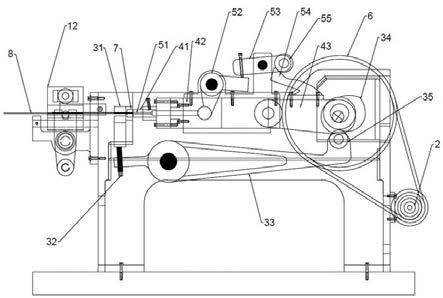
17.图1为本发明实施例的主视结构示意图;图2为合模装置的侧视结构示意图;图3为本发明实施例的进线送料装置、进线夹料装置的驱动结构示意图;图4为图3的侧视结构示意图;图5为本发明实施例的俯视结构示意图。
具体实施方式
18.如图1-5所示,垫圈无废料成型机,包括机架1和设置在机架1上的凹槽模具7、第一冲压装置、第二冲压装置、动力装置,所述凹槽模具7中带有盘元线材8穿过的通孔;所述第一冲压装置和第二冲压装置与所述凹槽模具7相对设置以对凹槽模具中的盘元线材进行冲压成型成垫圈;所述动力装置包括电机2和通过电机2驱动的转动轴3,所述转动轴3上设有一段曲轴4;所述第一冲压装置包括依次配合的打头模具41、打头滑块42、冲击连杆43,所述冲击连杆43的一端套设在曲轴4上,另一端与打头滑块42连接,所述曲轴4带动冲击连杆43移动,并通过打头滑块42带动打头模具41来回移动对盘元线材进行击打而成型成垫圈雏形;所述第二冲压装置包括依次配合的冲孔冲棒51、第一冲孔摇杆52、第二冲孔摇杆53、冲击凸轮板54,所述第二冲孔摇杆53上设有一冲孔凸轮55,所述冲击凸轮板54固定设置在所述第一冲压装置上的冲击连杆43上,所述冲孔冲棒51穿设在第一冲压装置上的打头模具41内,所述冲击凸轮板54顶动冲孔凸轮55,依次带动第二冲孔摇杆53、第一冲孔摇杆52转动,由此带动冲孔冲棒51来回移动以对垫圈雏形中部进行冲孔以成型成垫圈成品;所述凹槽模具7为一个或并列设置的多个,用于多根盘元线材被同时成型成垫圈;所述第一冲压装置上,与所述打头滑块42配合并由之驱动的打头模具41为一个或并列设置的多个,用于对相应个数凹槽模具上伸出的多根盘元线材端部同时进行锻造成型成垫圈雏形;所述第二冲压装置上,与所述第一冲孔摇杆52配合并由之驱动的冲孔冲棒51为一个或并列设置的多个,用于同时对已成型的垫圈雏形进行冲孔成型成垫圈成品;且所述凹槽模具7、打头模具41、冲孔冲棒51的数量相同。
19.所述凹槽模具7固定在机架上,以承受垫圈成形压力。
20.所述转动轴3的两侧上,还均设有飞轮6。
21.所述凹槽模具7前端,还设有进线送料装置、进线夹料装置和合模装置,所述凹槽
模具7设置在合模装置上或设置在合模装置与打头模具41之间;所述进线送料装置包括依次配合的直线送料导杆11、直线送料滑块12、拨叉13、进线送料连杆14、进线送料摇臂15和进线送料凸轮16,所述进行送料摇臂15上设有第一顶轮17,所述进线送料凸轮16将第一顶轮17顶起进而带动进线送料摇臂15转动,并通过进线送料连杆14带动拨叉13来回拨动以拨动直线送料滑块12沿着直线送料导杆11来回移动;所述进线夹料装置包括依次配合的夹料模具21、夹料撬杆22、进线夹料凸轮板23、进线夹料连杆24、进线夹料摇臂25、进线夹料凸轮26,所述夹料模具21设置所在直线送料滑块12上,进线夹料摇臂25上设有第二顶轮27,所述夹料撬杆22上设有第三顶轮28,所述进线夹料凸轮26将第二顶轮27顶起进而带动进线夹料摇臂25转动,并通过进线夹料连杆24带动进线夹料凸轮板23来回移动进而顶起或放下设置在夹料撬杆上的第三顶轮28,进而带动进线夹料撬杆22上下撬动来带动夹料模具21的压紧或松开;所述合模装置包括依次配合的合模模具31、带弹簧的合模夹料调节螺丝32、合模夹料摇臂33和合模模具闭合凸轮34,所述合模夹料摇臂33上设有第四顶轮35,所述合模模具闭合凸轮34将第四顶轮35顶起进而带动合模夹料摇臂33转动,并通过带弹簧的合模夹料调节螺丝32带动合模模具31闭合或松开;所述进线夹料装置上,与所述夹料撬杆22配合并由之驱动的夹料模具21为一个或并列设置的多个,用于同时夹住多根盘元线材;所述合模装置上,与所述合模夹料摇臂33依次配合并由之驱动的带弹簧的合模夹料调节螺丝32和合模模具31均为一个或并列设置的多个,用于同时夹住多根由进行夹料装置送过来的盘元线材;且所述夹料模具21、带弹簧的合模夹料调节螺丝32、合模模具31与所述凹槽模具7、打头模具41、冲孔冲棒51的数量相同。本实施例中,均为2个。
22.由电机2驱动的所述传动轴3上还通过一齿轮连接有一凸轮传动轴,所述进线送料凸轮16、进线夹料凸轮26和合模模具闭合凸轮34均设置在所述凸轮传动轴上,由电机2带动转动。
23.本实施例中,所述夹料模具21、合模模具31、凹槽模具7、打头模具41、冲孔冲棒51,均位于同一水平高度;所述进线送料装置前端,还设置有盘元料架,用于盘元线材上料。位于进线送料装置前端的盘元料架的个数也与凹模模具的个数相同。
24.所述进线送料装置前端,还设有盘元在线加热单元。
25.所述夹料模具21包括下夹料模、上夹料模、上夹料弹簧、上夹料弹簧导杆,所述上夹料弹簧导杆穿设到夹料撬杆22内,以便于上夹料弹簧被夹料撬杆压紧或松开。
26.利用上述垫圈无废料成型机生产垫圈的方法,包括如下步骤:1).所述进线夹料装置的夹料模具将盘元线材夹紧后,进线送料装置将其往前直线移动,送入合模模具,并使盘元线材相对凹槽模具凸出一个垫圈所需要的体积的长度;2).由第一冲压装置的打头模具凹槽模具锻造,曲轴转到下死点完成平垫圈外型;3).曲轴继续转动回程时,进线夹料模具和合模模具松开,同时带动冲击连杆上的冲击凸轮板, 翘动第二冲孔摇臂,并通过第一冲孔摇臂顶动冲孔冲棒,冲剪平垫圈内孔,使得盘元线材退后和平垫圈脱离分开;4).曲轴回到上死点,平垫圈成品落下,再重复循环锻造下一个平垫圈。
27.本发明的垫圈无废料成型机,结构巧妙,通过其生产,可以减少废料99%,可根据需要每一次锻造用多工位同时锻造,故可同时产出2个以上平垫圈成品,节省原材料和人员及设备场地,降低成本,提升市场竞争力,增加在线加热盘元,可温热锻造8.8级以上高强度垫圈和不锈钢垫圈,生产效率高,损耗低,实用性极强。
28.以上所述,仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何不经过创造性劳动想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应该以权利要求书所限定的保护范围为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1