一种可调节校准式电渣压力焊用具
1.本发明属于电渣压力焊对接、测量用具领域,具体涉及一种可调节校准式电渣压力焊用具。
背景技术:
2.钢筋电渣压力焊是将两钢筋安放成竖向或斜向(倾斜度在的范围内)对接形式,利用接通电流通过两钢筋间隙,在燥剂层下形成电弧过程和电渣过程,产生电弧热和电阻热,溶化钢筋,加压完成的一种焊接方式。竖向钢筋电渣压力焊为我国首创的一种钢筋焊接技术,其具有施工方便、成本低、操作简单等特点,使其在我国建筑及其它结构件的竖向钢筋领域得到广泛的应用。
3.但是,在现有工程的焊接施工过程中发现,在接头焊接时由于焊接工艺方面存在的误差,可能导致上下焊接钢筋之间产生的倾斜角度过大;上部钢筋偏移轴线距离超过钢筋直径;焊包凸出高度不符合标准。
4.并且在对电渣压力焊焊接完成后,需要工人对焊包进行测量,通过观察进行焊包的外观检测;卷尺测量焊包凸出高度是否符合要求;卷尺测量进行竖向钢筋检测。当钢筋焊接长度较长,较小的角度偏差可能会导致钢筋竖向有较大的偏移量,而钢筋产生的偏移量具体数值无法通过卷尺直接测量。有此产生的偏差,可能会对结构的安全性产生不利影响。
5.如果在浇筑阶段才发现焊接的质量缺陷,对后续钢筋的处理将相当麻烦,不仅费时、费工、费料,出现差别较大情况时甚至无法处理。
6.因此,我们提出一种可调节校准式电渣压力焊用具来解决上述问题。
技术实现要素:
7.针对现有工程的焊接施工过程中发现,在接头焊接时由于焊接工艺方面存在的误差,可能导致上下焊接钢筋之间产生的倾斜角度过大;上部钢筋偏移轴线距离超过钢筋直径;焊包凸出高度不符合标准,以及现有的测量仪器结构简单,不能符合工人的测量使用需求的问题,本发明提供一种可调节校准式电渣压力焊用具。
8.本发明解决其技术问题所采用的方案是:一种可调节校准式电渣压力焊用具,包括对接夹具和设置在对接夹具一侧的测量仪器,所述对接夹具包括偏移机构、上夹持机构、下夹持机构。
9.偏移机构包括x轴支座、下滑座、下调节组件、y轴支座、上滑板、上调节组件;所述x轴支座与下夹持机构的顶端连接,x轴支座的两侧壁顶部均安装有下滑轨,下滑座设置在两个下滑轨之间,下调节组件安装在x轴支座上并能够使下滑座沿下滑轨x轴向滑动,y轴支座安装在下滑座的顶部,y轴支座的两侧壁顶部均安装有上滑轨,上滑板设置在两个上滑轨之间,上滑板与上夹持机构的底端连接,上调节组件安装在y轴支座上并能够使上滑板沿上滑轨y轴向滑动。
10.所述测量仪器包括上规格尺、下规格尺、连接件,上规格尺和下规格尺内均开设有
多个直径不同的测量孔,上规格尺的对接端安装有两个连接环,两个连接环之间活动套装有连接轴,连接轴通过连接件与涡轮一体连接;所述下规格尺的对接端开设有矩形孔和限位孔,矩形孔内活动安装有蜗杆,限位孔与矩形孔连通,限位孔内设置有涡轮,蜗杆与涡轮啮合使涡轮在限位孔内滑动。
11.连接轴的顶部设置有十字指针,对应十字指针的连接环上环绕开设有刻度盘,矩形块的一侧设置有偏移刻度。
12.作为本发明的一种优选技术方案,所述下滑座包括两个u型板和横板,两个u型板分别与两个下滑轨滑动连接,横板安装在两个u型板之间,所述y轴支座安装在两个u型板的顶部。
13.作为本发明的一种优选技术方案,所述下调节组件和上调节组件的结构相同,均包括转轴、锁紧件、两个齿轮和两个齿条,转轴的两端均套装有轴承,轴承安装在x轴支座或y轴支座的侧壁上,两个齿轮上均套装在转轴上,转轴的一端安装有摇把,齿条安装在下滑座或上滑板的下表面,齿轮啮合传动齿条使下滑座或上滑板移动后并能通过锁紧件固定。
14.作为本发明的一种优选技术方案,所述锁紧件包括螺纹杆以及与螺纹杆螺纹连接的螺母,螺纹杆与转轴的另一端固定连接,螺母上套装有旋转盘,螺母与x轴支座或y轴支座的侧面接触后对转轴锁紧。
15.作为本发明的一种优选技术方案,所述锁紧件为插销,所述摇把内开设有插孔,插孔内设置有插销,插孔对应的x轴支座或y轴支座的侧面环绕开设有卡槽,插销与卡槽匹配。
16.作为本发明的一种优选技术方案,所述上夹持机构包括上支撑杆、上滑座、升降组件以及安装在上滑座上的上夹持组件,上滑座内开设有滑孔,上支撑杆安装在滑孔内,上支撑杆安装在上滑板的上表面,升降组件安装在上支撑杆上并能够带动上滑座沿上支撑杆轴向滑动;所述夹持机构包括下支撑杆、固定座以及安装在固定座上的下夹持组件,固定座套装在下支撑杆的底端,下支撑杆安装在x轴支座的底部。
17.作为本发明的一种优选技术方案,所述升降组件包括安装在上支撑杆顶端的齿轮箱,齿轮箱的输入轴上安装有摇柄,齿轮箱的输出端安装有调节螺杆,上滑座内开设有螺纹孔一,调节螺杆与螺纹孔一螺纹连接。
18.作为本发明的一种优选技术方案,所述上夹持组件和下夹持组件结构相同,均包括夹板,夹板由一个直板和一个斜板组成,直板和斜板连接处形成夹持槽,直板安装在固定座或上滑座的正面,直板的正面安装有两个固定板,固定板开设的螺纹孔二螺纹连接有旋转螺杆,旋转螺杆的抵紧端设置在夹持槽内。
19.作为本发明的一种优选技术方案,所述蜗杆的两端均安装有销轴,销轴与矩形孔内壁铰接。
20.作为本发明的一种优选技术方案,所述连接件包括连接块以及与连接块一体连接的滑块,连接块与连接轴固定连接,滑块与涡轮固定连接,所述限位孔由半圆孔和矩形槽连通组成,滑块设置在矩形槽内,所述涡轮设置在半圆孔内。
21.与现有技术相比,本发明的有益效果是:1、本发明通过设置下调节组件和上调节组件,能够调整上钢筋的角度及偏移量,保证钢筋在焊接后使上下钢筋轴线在同一位置,使得焊接后钢筋的偏移角度符合焊接规范要求,通过调节校准上下钢筋的对接,减小在焊接工艺上产生的偏差,保证结构的整体安全
性。
22.2、本发明通过将下规格尺上的测量孔卡固下部钢筋,当上下钢筋轴线不在同一轴线时,移动下规格尺紧靠上部钢筋量测,在此过程中可以缓慢转动蜗杆,蜗杆啮合传动涡轮,继而在滑块、连接块和限位孔的共同作用下,使连接轴、连接环和上规格尺向上部钢筋侧移动,在上规格尺上的测量孔紧靠上部钢筋时,根据滑块的移动读取偏移刻度,即为上下钢筋轴线的偏移量。
23.3、本发明通过将焊包置于连接环处,通过轻微转动上规格尺和下规格尺,使得上规格尺和下规格尺与上下钢筋紧靠,在上规格尺和下规格尺靠近钢筋的过程中连接轴和连接环的移动产生一定的角度偏移,继而通过十字指针和刻度盘的配合,通过指针转动的位置测量得出上下钢筋弯折角度。
24.4、本发明通过在上规格尺和下规格尺设置多个测量孔能够测量不同规格钢筋焊接处焊包质量。
25.5、本发明通过测量仪器多样化设计,使得测量仪器能实现一尺多用,减少使用不必要的测量用具,其钢筋的角度、偏移量均能通过测量仪器上的刻度观察得到,使操作更加便捷化,整体测量基本一人即可完成,大大的降低了操作难度,提高了测量的准确性,提供施工效率,同时拆除方便,为人们提供了一种操作简便、安装省力的测量仪器。
26.6、本发明通过将对接夹具和测量仪器配合使用,能够提高钢筋的焊接质量,确保钢筋结构的安全性,利于施工的有序进行。
附图说明
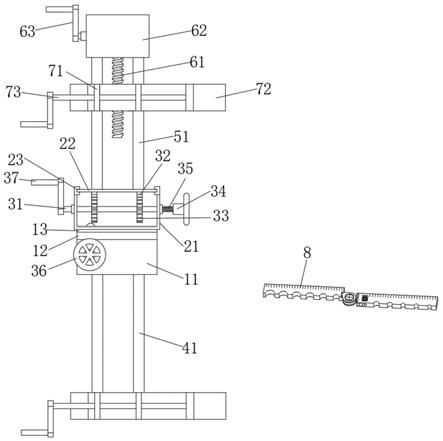
27.图1为本发明正视结构示意图;图2为本发明钢筋夹具立体结构示意图之一;图3为本发明钢筋夹具立体结构示意图之二;图4为本发明测量仪器放大立体结构示意图;图5为本发明连接轴和涡轮放大立体结构示意图;图6为本发明实施例五夹持组件立体结构示意图。
28.图中:11 x轴支座、12下滑轨、13下滑座、21 y轴支座、22上滑板、23 上滑轨、31转轴、32齿条、33齿轮、34螺母、35螺纹杆、36旋转盘、37摇把、41下支撑杆、42固定座、51上支撑杆、52上滑座、61调节螺杆、62齿轮箱、63摇柄、71固定板、72夹板、73旋转螺杆、74 v型座、75长滑槽、76通槽、77滑条、8测量仪器、81上规格尺、82下规格尺、83连接环、84矩形孔、85销轴、86连接轴、87限位孔、88蜗杆、89测量孔、810连接块、811滑块、812涡轮、91十字指针、92刻度盘、93偏移刻度。
具体实施方式
29.下面结合附图和实施例对本发明进一步说明。
30.请参阅图1-6,本发明提供了一种可调节校准式电渣压力焊用具的技术方案:实施例一:根据图1-5所示,包括对接夹具和设置在对接夹具一侧的测量仪器8,对接夹具包括偏移机构、上夹持机构、下夹持机构;
如图1、图2和图3所示,偏移机构包括x轴支座11、下滑座13、下调节组件、y轴支座21、上滑板22、上调节组件;x轴支座11与下夹持机构的顶端连接,x轴支座11的两侧壁顶部均安装有下滑轨12,下滑座13包括两个u型板和横板,两个u型板分别与两个下滑轨12滑动连接,横板安装在两个u型板之间,下调节组件安装在x轴支座11上并能够使下滑座13沿下滑轨12x轴向滑动。
31.y轴支座21安装在两个u型板的顶部,其作用在于:通过转动下调节组件上摇把37能够对y轴支座21和上部钢筋进行x轴向移动,y轴支座21的两侧壁顶部均安装有上滑轨23,上滑板22设置在两个上滑轨23之间,上滑板22与上夹持机构的底端连接,上调节组件安装在y轴支座21上并能够使上滑板22沿上滑轨23y轴向滑动,其作用在于:通过转动下调节组件上摇把37能够对上滑板22和上部钢筋进行y轴向移动,调整上钢筋的角度及偏移量,保证钢筋在焊接后使上下钢筋轴线在同一位置,使得焊接后钢筋的偏移角度符合焊接规范要求,通过调节校准上下钢筋的对接,减小在焊接工艺上产生的偏差,保证结构的整体安全性,下调节组件和上调节组件的结构相同,均包括转轴31、锁紧件、两个齿轮33和两个齿条32,转轴31的两端均套装有轴承,轴承安装在x轴支座11或y轴支座21的侧壁上,两个齿轮33上均套装在转轴31上,转轴31的一端安装有摇把37,齿条32安装在下滑座13或上滑板22的下表面,通过齿轮33啮合传动齿条32,继而通过齿条32带动下滑座13或上滑板22移动,对上部钢筋的位置进行调整,齿轮33啮合传动齿条32使下滑座13或上滑板22移动后并能通过锁紧件固定;锁紧件包括螺纹杆35以及与螺纹杆35螺纹连接的螺母34,螺纹杆35与转轴31的另一端固定连接,螺母34上套装有旋转盘36,螺母34与x轴支座11或y轴支座21的侧面接触后对转轴31锁紧,通过正向转动旋转盘36使螺母34向x轴支座11或y轴支座21的侧面移动并抵紧x轴支座11或y轴支座21的侧面,进而对转轴31进行限制,使转轴31和齿轮33不会发生转动,以保证上部钢筋的稳定性。
32.上夹持机构包括两个上支撑杆51、上滑座52、升降组件以及安装在上滑座52上的上夹持组件,上滑座52内开设有两个滑孔,上支撑杆51安装在滑孔内,上支撑杆51安装在上滑板22的上表面,升降组件安装在上支撑杆51的顶部并能够带动上滑座52沿上支撑杆51轴向滑动,升降组件包括安装在上支撑杆51顶端的齿轮箱62,齿轮箱62的输入轴上安装有摇柄63,齿轮箱62的输出端安装有调节螺杆61,上滑座52内开设有螺纹孔一,调节螺杆61与螺纹孔一螺纹连接,通过正向转动摇柄63继而在齿轮箱62的传动作用下,使调节螺杆61实现转动,调节螺杆61在转动过程中在滑孔和上支撑杆51的配合下,使上滑座52向下滑动,继而将上部钢筋与下部钢筋对接;夹持机构包括下支撑杆41、固定座42以及安装在固定座42上的下夹持组件,固定座42套装在下支撑杆41的底端,下支撑杆41安装在x轴支座11的底部,上夹持组件和下夹持组件结构相同,均包括夹板72,夹板72由一个直板和一个斜板组成,直板和斜板连接处形成夹持槽,直板安装在固定座42或上滑座52的正面,直板的正面安装有两个固定板71,固定板71开设的螺纹孔二螺纹连接有旋转螺杆73,旋转螺杆73的抵紧端设置在夹持槽内。
33.如图4和图5所示,测量仪器8包括上规格尺81、下规格尺82、连接件,上规格尺81和下规格尺82的上表面均设置有刻度线,上规格尺81和下规格尺82内均开设有多个直径不同的测量孔89,通过在上规格尺81和下规格尺82设置多个测量孔89能够测量不同规格钢筋焊接处焊包质量,上规格尺81的对接端通过螺钉安装有两个连接环83,通过设置螺钉,方便将
上规格尺81拆下,为人们提供了一种操作简便、安装省力的测量仪器8,两个连接环83之间活动套装有连接轴86,连接件包括连接块810以及与连接块810一体连接的滑块811,连接块810与连接轴86固定连接,滑块811与涡轮812固定连接;下规格尺82的对接端开设有矩形孔84和限位孔87,矩形孔84内设置有蜗杆88,蜗杆88的两端均安装有销轴85,销轴85与矩形孔84内壁铰接,通过设置销轴85,一方面能够对蜗杆88进行支撑固定,另一方面使蜗杆88能够转动,限位孔87与矩形孔84连通,限位孔87由半圆孔和矩形槽连通组成,滑块811设置在矩形槽内,涡轮812设置在半圆孔内,通过设置限位孔87,能够对涡轮812和滑块811进行限制,使滑块811和涡轮812不会脱离限位孔87,蜗杆88与涡轮812啮合使涡轮812在半圆孔内滑动。
34.连接轴86的顶部设置有十字指针91,对应十字指针91的连接环83上环绕开设有刻度盘92,矩形块的一侧设置有偏移刻度93。
35.通过测量仪器8多样化设计,使得测量仪器8能实现一尺多用,减少使用不必要的测量用具,其钢筋的角度、偏移量均能通过测量仪器8上的刻度观察得到,使操作更加便捷化,整体测量基本一人即可完成,大大的降低了操作难度,提高了测量的准确性,提供施工效率,同时拆除方便,为人们提供了一种操作简便、安装省力的测量仪器8。
36.具体使用时,本发明一种可调节校准式电渣压力焊用具,首先将上部钢筋和下部钢筋的端部分别置于两个夹板72内,通过分别正向转动上夹持组件和下夹持组件上的旋转螺杆73,旋转螺杆73在转动过程中向钢筋靠近,继而通过夹板72和旋转螺杆73的配合将钢筋夹紧。
37.接着正向转动摇柄63继而在齿轮箱62的传动作用下,使调节螺杆61实现转动,调节螺杆61在转动过程中在滑孔和上支撑杆51的配合下,使上滑座52和上部钢筋向下滑动,继而将上部钢筋向下部钢筋靠近。
38.然后通过转动下调节组件上摇把37,继而在齿轮33和齿条32的配合,能够对y轴支座21和上部钢筋进行x轴向移动,通过转动下调节组件上摇把37,继而在齿轮33和齿条32的配合,能够对上滑板22和上部钢筋进行y轴向移动,进而能够调整上钢筋的角度及偏移量,在调节后通过正向转动旋转盘36使螺母34向x轴支座11或y轴支座21的侧面移动并抵紧x轴支座11或y轴支座21的侧面,进而对转轴31进行限制,使转轴31和齿轮33不会发生转动,以保证上部钢筋的稳定性,之后在上下钢筋轴线在同一位置后,对上部钢筋和下部钢筋进行焊接固定。
39.最后在焊接完成后,对于焊包外观检测可直观检测,焊包高度则通过上规格尺81或下规格尺82上的刻度线进行测量,焊包卡在上规格尺81或下规格尺82对应的测量孔89内,进而通过简单的卡固即可检测出焊包凸出钢筋表面的高度是否满足要求。
40.实施例二:在实施例一的基础之上,本实施例与实施例一相同之处不再赘述,不同之处如下:测量仪器8的另一种使用方法,当上下钢筋连接焊接产生一定的偏移量时,通过将下规格尺82上的测量孔89卡固下部钢筋,当上下钢筋轴线不在同一轴线时,移动下规格尺82紧靠上部钢筋量测,在此过程中可以缓慢转动蜗杆88,蜗杆88啮合传动涡轮812,继而在滑块811、连接块810和限位孔87的共同作用下,使连接轴86、连接环83和上规格尺81向上部钢筋侧移动,在上规格尺81上的测量孔89紧靠上部钢筋时,根据滑块811的移动读取偏移刻度93,即
为上下钢筋轴线的偏移量。
41.实施例三:在实施例一的基础之上,本实施例与实施例一相同之处不再赘述,不同之处如下:测量仪器8的另一种使用方法,当上下钢筋轴线不在同一轴线时,通过将焊包置于连接环83处,通过轻微转动上规格尺81和下规格尺82,使得上规格尺81和下规格尺82与上下钢筋紧靠,在上规格尺81和下规格尺82靠近钢筋的过程中连接轴86和连接环83的移动产生一定的角度偏移,继而通过十字指针91和刻度盘92的配合,通过指针转动的位置测量得出上下钢筋弯折角度。
42.实施例四:在实施例一的基础之上,本实施例与实施例一相同之处不再赘述,不同之处如下:为了更加方便工人进行使用,本实施例提供一种不同的锁紧件,具体结构如下:摇把37内开设有插孔,插孔内设置有插销,插孔对应的x轴支座11或y轴支座21的侧面环绕开设有卡槽,插销与卡槽匹配,通过转动摇把37对上部钢筋调整完成后,通过将插销插入相应的卡槽内,继而对摇把37进行固定,使转轴31和齿轮33不会转动,以保证上部钢筋的稳定性。
43.实施例五:在实施例一的基础之上,本实施例与实施例一相同之处不再赘述,不同之处如下:为了提高对钢筋夹持固定的稳定性,本实施例对实施例一中夹持组件进行改进,具体结构如下:如图6所示,直板内开设有长滑槽75,斜板内开设有通槽76,长滑槽75和通槽76平行设置,旋转螺杆73的前端套装有轴承二,轴承二安装在v型座74内,通过设置v型座74,能够增加旋转螺杆73与钢筋的接触面积,提高对钢筋夹持的稳定性,v型座74两斜端面均安装有滑条77,两个滑条77分别设置在长滑槽75和通槽76内,通过设置长滑槽75、通槽76和滑条77,一方面能够对v型座74进行支撑限制,以保证v型座74在移动过程中的稳定性,另一方面在遇到较粗的钢筋时,滑条77也能够与钢筋接触,对钢筋进行夹持固定,继而能够对不同直径的钢筋进行夹持固定,提高该夹持组件的实用性和适用性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1