一种细长薄壁度弯管的加工装置的制作方法
1.本发明属于金属弯管加工技术领域,尤其涉及一种细长薄壁度弯管的加工装置。
背景技术:
2.弯管是工业各领域广泛应用的重要零部件,在石油、化工、航海、航空、核工业领域具有重要用途。细长薄壁弯管往往承担输送流体、传递压力以及排气通风等功能,尤其在液压系统中,细长薄壁弯管发挥着非常重要的作用。若在机器运行时,细长薄壁弯管承受压力,则对细长薄壁弯管的密封性、承压能力、耐腐蚀性能及抗疲劳强度的要求更为严苛。故在石油、化工、航海、航空、核工业领域,很多细长薄壁弯管往往要求使用高强度的材料来制造,并且要求其成型之后的精度非常高,以保证其能准确、可控的满足预期的功能要求。
3.但是高强度的细长薄壁弯管的加工一直是行业内的一个难题,其精度和材料硬度是两个很难同时保证的方面,目前常规的弯管加工设备,若是加工高强度的材料,往往很难保证细长薄壁弯管成型之后的精度。并且,用常规的弯管设备来加工细长薄壁弯管时,易发生瘪皱,造成管子破裂等问题;如果弯管具有复杂的空间结构,现有的普通弯管设备无法满足其加工要求,通常需要五轴及以上的高精度专用机床来完成加工,而高端机床的加工成本高昂,并且操作繁琐,并且由于细长薄壁管在弯曲过程中,不可避免的存在回弹、变形等问题,所以高端设备也无法完全保证其精度。因此,需要一款能够精确加工细长薄壁弯管的,经济耐用的装置。
4.申请号为2016107042926的专利公开了一种弯管加工设备,包括加工平台、活动座、油缸一、横向导轨、固定座一、进气接头、卡盘、管体、中频加热装置、纵向导轨、固定座二、油缸二、活动模和固定模。该发明使用时,首先将管体左端夹紧在卡盘中,而管体右侧则位于中频加热装置中进行加热,加热一定温度后,然后油缸一伸长进一步的将管体右侧推出中频加热装置进行弯曲;弯曲时,首先油缸二伸长进一步通过活动模与固定模相配合将管体进行弯曲,弯曲结束后,冷却气体再通过进气接头吹入到管体内部进行降温,完成弯曲。但该设备需要等待加热和冷却,效率较为低下,而且其待加工管与活动模为垂直设置,使得待加工管容易受到垂直方向的力而产生瘪皱,因此该设备还存在一定的局限性。
技术实现要素:
5.为解决上述技术问题,本发明提供了一种细长薄壁度弯管的加工装置,可以解决现有技术效率较低,加工过程易产生瘪皱的问题。
6.本发明通过以下技术方案得以实现。
7.本发明提供的一种细长薄壁度弯管的加工装置,包括底板,定位轴,固定轮,立杆,固定组件,旋转夹,转轴,把手,定位轴一端与底板连接,定位轴另一端与固定轮连接,立杆一端与底板连接,立杆另一端设置有固定组件,旋转夹一端与固定轮连接,旋转夹另一端与把手连接,旋转夹内设置有转轴。
8.优选地,所述固定组件,包括固定螺丝,压块,所述固定螺丝,包括螺头,螺杆,固定
头,螺杆一端与螺头连接,螺杆另一端与固定头连接,固定头呈圆弧形。
9.优选地,所述压块一侧设置有凹槽a,压块另一侧设置有凹槽b,凹槽a贯穿压块,凹槽a截面呈圆弧形,凹槽b呈圆弧形。
10.优选地,所述固定轮,包括固定环,突出部,固定环一侧与突出部连接,固定环外侧设置有凹槽c,突出部一侧设置有凹槽d,凹槽c与凹槽d连接。
11.优选地,所述固定环内设置有通孔a,通孔a内壁上设置有键槽a,键槽a内设置有键。
12.优选地,所述定位轴,包括轴体,轴顶,轴底,轴体一端与轴顶连接,轴体另一端与轴底连接,轴顶贯穿通孔a与固定轮形成连接,定位轴通过轴顶与旋转夹形成转动连接,定位轴通过轴底与底板形成转动连接。
13.优选地,所述轴顶上设置有键槽b。
14.优选地,所述旋转夹上设置有开槽,开槽两侧设置有通孔b,旋转夹上设置有滑块。
15.优选地,所述滑块上设置有滑槽,滑槽截面呈圆弧形。
16.优选地,所述立杆与底板转动连接,立杆上部设置有螺孔。
17.本发明的有益效果在于:
18.本发明采用旋转轮的凹槽与待加工管的精准配合定位,而且在待加工管内填充石英砂,能极大的减小管的变形程度,还能够有效防止弯曲加工后弯管产生瘪皱。传统的弯管方法相比,此装置装卸待加工管只需要拧紧或拧松固定螺丝即可,大大提高了装卸速度以及生产效率。而且本发明无特别复杂的结构,维护简单,使用方便,成本更为经济。
附图说明
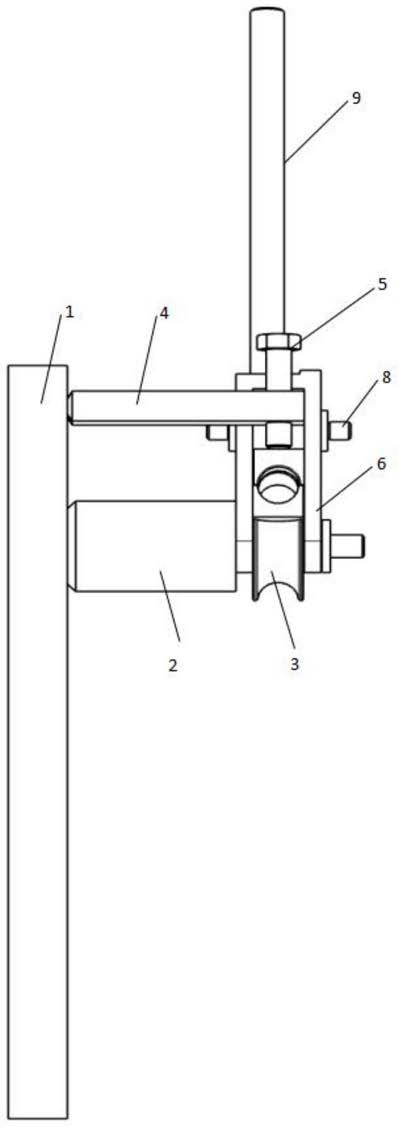
19.图1是本发明的主视图;
20.图2是本发明的结构示意图;
21.图3是本发明定位轴的结构示意图;
22.图4是本发明固定轮的结构示意图;
23.图5是本发明固定螺丝的结构示意图;
24.图6是本发明压块的结构示意图;
25.图7是本发明旋转夹的结构示意图;
26.图8是本发明滑块的结构示意图;
27.图9是本发明键所处位置的示意图;
28.图10是本发明加工待加工管的示意图;
29.图中:1-底板,2-定位轴,21-轴体,22-轴顶,221-键槽b,23-轴底,3-固定轮,31-固定环,311-凹槽c,312-通孔a,313-键槽a,32-突出部,321-凹槽d,4-立杆,41-螺孔,5-固定组件,51-固定螺丝,511-螺头,512-螺杆,513-固定头,52-压块,521-凹槽a,522-凹槽b,6-旋转夹,61-开槽,62-通孔b,7-滑块,71-滑槽,8-转轴,9-把手,10-键,11-待加工管。
具体实施方式
30.下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
31.实施例1:
32.如图1至9所示,一种细长薄壁度弯管的加工装置,包括底板1,定位轴2,固定轮3,立杆4,固定组件5,旋转夹6,转轴8,把手9,定位轴2一端与底板1连接,定位轴2另一端与固定轮3连接,立杆4一端与底板1连接,立杆4另一端设置有固定组件5,旋转夹6一端与固定轮3连接,旋转夹6另一端与把手9连接,旋转夹6内设置有转轴8。
33.所述固定组件5,包括固定螺丝51,压块52,所述固定螺丝51,包括螺头511,螺杆512,固定头513,螺杆512一端与螺头511连接,螺杆512另一端与固定头513连接,固定头513呈圆弧形。
34.所述压块52一侧设置有凹槽a521,压块52另一侧设置有凹槽b522,凹槽a521贯穿压块52,凹槽a521截面呈圆弧形,凹槽b522呈圆弧形,加工时待加工管11一侧置于凹槽a521内,并形成较好的贴合度;固定头513置于凹槽b522内,实现通过压块52固定待加工管11。
35.所述固定轮3,包括固定环31,突出部32,固定环31一侧与突出部32连接,固定环31外侧设置有凹槽c311,突出部32一侧设置有凹槽d321,凹槽c311与凹槽d321连接。竖直的待加工管11放入装置内时,待加工管11的一侧置于凹槽d321内;当待加工管11被弯曲时,待加工管11的一侧置于凹槽c311与凹槽d321内,并形成较好的贴合度,以保证弯曲的待加工管11不产生瘪皱。
36.所述固定环31内设置有通孔a312,通孔a312内壁上设置有键槽a313,键槽a313内设置有键10。
37.所述定位轴2,包括轴体21,轴顶22,轴底23,轴体21一端与轴顶22连接,轴体21另一端与轴底23连接,轴顶22贯穿通孔a312与固定轮3形成连接,定位轴2通过轴顶22与旋转夹6形成转动连接,定位轴2通过轴底23与底板1形成转动连接。
38.所述轴顶22上设置有键槽b221,键槽b221对应键槽a313设置,键10设置在键槽a313与键槽b221形成的空间内,防止把手9带动旋转夹6旋转时固定轮3跟随转动。
39.所述旋转夹6上设置有开槽61,开槽61两侧设置有通孔b62。靠固定轮3一侧设置为开槽61的开口,转轴8置于开槽61内,转轴8的两端分别伸入旋转夹6远离开槽61开口一侧的,对应位置上下对称的通孔b62内形成连接,旋转夹6上设置有滑块7。
40.所述滑块7上设置有滑槽71,滑槽71截面呈圆弧形,加工时待加工管11一侧置于滑槽71内,并形成较好的贴合度,滑块7与旋转夹6转动连接,弯曲加工的过程中旋转夹6转动并通过转轴8带动滑块7转动,滑块7始终与待加工管11保持小于90度角的角度,避免滑块7产生垂直于待加工管11方向的力,从而避免待加工管11上出现瘪皱,保持待加工管11管壁的均匀性。
41.所述立杆4与底板1转动连接,立杆4上部设置有螺孔41,固定螺丝51通过螺杆512与螺孔41螺纹连接,通过转动立杆4上的固定螺丝51,实现控制压块52对待加工管11固定的松紧程度。
42.加工方法:
43.1、待加工管11只有一处位置需要弯曲:往待加工管11内填充石英砂,待加工管11两端通过堵头以及六角头螺栓密封,将把手9转动至与固定螺丝51平行,将待加工管11伸入固定轮3、压块52、滑块7形成的圆形凹槽中定位。将固定螺丝51拧紧,固定好待加工管11,将把手9以定位轴2为圆心向远离固定螺丝51的一侧转动,至与固定螺丝51垂直,过程中转轴8带动滑块7转动,完成对待加工管11的弯曲加工。
44.2、待加工管11多处位置需要弯曲:在上述方案1的基础上,完成第一处弯曲,各组件复位后,调整好第二次弯曲的所在位置(如不在同一平面还需调整相应角度),通过再次固定螺丝51将待加工管11固定,然后按照技术方案1的步骤执行该处弯曲,且后续弯曲也按照该述步骤执行,直至完成加工。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1