一种双极板冲压模具的组装方法与流程
1.本发明属于模具组装技术领域,具体涉及一种双极板冲压模具的组装方法。
背景技术:
2.双极板是质子交换膜燃料电池的核心部件之一,具有良好的阻气性、导电性和导热性;双极板主要包括金属双极板(由金属材料制成)、石墨双极板(由石墨材料制成)和复合双极板(由金属-石墨复合材料制成);金属双极板易加工,适合大批量生产,金属双极板的成型工艺主要包括冲压成型、铸造成型、电化学刻蚀、微细电火花铣削等多种加工工艺。其中,精密冲压成型因具有生产效率高、成本低、成型精度高等优点,成为金属双极板的主要制造工艺。然而,随着燃料电池功率密度的逐步提升,产品流道向更致密地方向发展;因此,流道(即成型的沟槽)的成形性和一致性,零件的扭曲回弹等都成为金属双极板冲压成形的难点与挑战;若金属双极板的质量无法满足要求,将严重影响到燃料电池的性能和寿命。
3.双极板的成型质量主要受双极板冲压模具的影响,尤其是受双极板冲压模具组装精度的影响;目前双极板冲压模具的组装方式是:先分别单独组装带上模压边圈的上模与带下模压边圈的下模,然后通过外导柱与外导套配合合模完成冲压模具的安装,这种安装方式极易产生累计误差,导致上、下模无法顺利合模,需返工重新组装,即使上、下模能顺利合模,上模仁型面与下模仁型面的配合精度也不高,影响双极板的成型质量。
技术实现要素:
4.鉴于以上现有技术的缺点,本发明的目的在于提供一种双极板冲压模具的新型组装方法,其先组装下模,然后以下模上的下模仁框为基准自下而上完成上模的组装;随后,分模,并安装好上模压边圈与下模压边圈,完成冲压模具的组装;由于上模组装是以下模仁框为基准进行的,不仅保证合模的顺利进行,而且有效减少累计误差的产生,保证上模仁型面与下模仁型面的配合精度,从而提高成型质量。
5.为实现上述目的及其他相关目的,本发明提供一种双极板冲压模具的组装方法,所述双极板冲压模具包括相互配合的下模与上模,所述下模包括下模座、下模固定板、下模垫板、下模仁框、下模仁组件、内导柱和外导柱;所述下模仁组件包括下模仁;所述上模包括上模仁、上模仁框、上模垫板、外导套和上模座;所述双极板冲压模具的组装方法包括以下步骤:
6.s1、将内导柱、外导柱、下模垫板安装在下模固定板上形成第一组装件;
7.s2、将下模仁框和下模仁组件安装在第一组装件中的下模垫板上,使其满足安装精度要求;
8.s3、通过定位销定位上模仁框在下模仁框上的安装位置,使上模仁框安装在下模仁框上;
9.s4、将上模仁安装在上模仁框内形成第三组装件,要求上模仁与上模仁框的安装
间隙不大于0.015mm;
10.s5、通过定位销定位上模垫板在第三组件上的安装位置,并通过紧固螺钉将上模垫板分别与上模仁、上模仁框连接在一起;
11.s6、通过定位销定位上模座在上模垫板上的安装位置,并通过紧固螺钉将上模座与上模垫板连接在一起;
12.s7、将外导套安装在上模座上,要求外导套与对应外导柱的安装间隙不大于0.003mm;
13.s8、使上模仁与下模仁分离,然后安装上模压边圈与下模压边圈,使其满足安装精度要求。
14.优选地,在s2中,先将下模仁组件装入下模仁框内形成第二组装件;要求下模仁组件中的下模仁与下模仁框的安装间隙不大于0.015mm;然后,将第二组装件放置在第一组装件上,并利用定位销定位第二组装件的放置位置,并通过紧固螺钉将第二组装件中的下模仁框与第一组装件中的下模垫板连接在一起,以降低安装难度。
15.优选地,在s8中,上模压边圈安装时,需先将上模压边圈套设在上模仁框上,使上模压边圈与上模仁框的安装间隙不大于0.015mm,然后通过紧固螺钉将上模压边圈与上模座连接在一起;下模压边圈安装时,需通过下模压边圈上的内导套与下模固定板上对应的内导柱配合完成安装,内导套与对应内导柱的配合间隙不大于0.003mm,保证上模压边圈与下模压边圈的配合精度符合要求。
16.优选地,在进行s1步骤之前,需通过定位销定位下模固定板在下模座上的安装位置,完成下模固定板的安装;然后完成各下模氮气缸的安装。
17.如上,本发明的一种双极板冲压模具的组装方法,具有以下有益效果:
18.本发明先组装下模,然后以下模上的下模仁框为基准自下而上完成上模的组装,不仅保证上下模的顺利合模,而且减少累计误差的产生,保证上、下模仁的配合精度,提高产品成型质量;此外,合模后安装上模压边圈与下模压边圈,也有效保证上、下模压边圈的配合精度,进一步提高产品成型质量。
附图说明
19.图1为双极板冲压模具的立体图。
20.图2为双极板冲压模具的爆炸图。
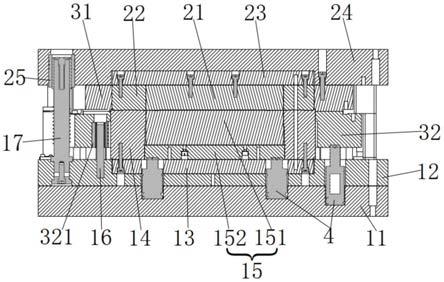
21.图3为双极板冲压模具的主视剖面图。
22.附图标记说明
23.下模1,,下模座11,下模固定板12,下模垫板13,下模仁框14,下模仁组件15,下模仁151,下模仁托板152,内导柱16,外导柱17,上模2,上模仁21,上模仁框22,上模垫板23,上模座24,外导套25,上模压边圈31,下模压边圈32,内导套321,下模氮气缸4,定位销5。
具体实施方式
24.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本发明的其他优点及功效。
25.请参阅图1至图3。须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以
配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍落在本发明所揭示的技术内容得能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
26.如图1所示,本发明双极板冲压模具的组装方法涉及一双极板冲压模具,该双极板冲压模具包括下模、上模和压边圈。
27.具体地,如图1所示,下模1包括自下而上设置的下模座11、下模固定板12、下模垫板13和下模仁框14;下模仁框14内活动设有下模仁组件15;下模仁组件15包括通过紧固螺钉连接的下模仁151和下模仁托板152,下模仁151与下模仁托板152通过紧固螺钉连接;下模固定板12上设有内导柱16和外导柱17;上模2包括自下而上设置的上模仁框22、上模垫板23和上模座24;上模仁框22内设有上模仁21,上模座24上设有与外导柱17配合的外套筒25;压边圈包括上模压边圈31和下模压边圈32,下模压边圈32上设有与内导柱16配合的内导套321。
28.下模仁托板152的设置,降低了下模仁151受力变形的风险,提高下模仁151的使用寿命,从而达到降低更换成本的目的。
29.由于目前双极板冲压模具的组装方式为:先分别单独组装带下模压边圈32的下模1与带上模压边圈31的上模2,然后再利用外导柱17与外导套25实现上模2与下模1的合模,完成冲压模具的组装;但这种安装方式极易产生累计误差,使得上模2与下模1无法顺利合模,即使顺利合模,也因为累计误差的存在,降低上模仁21与下模仁151的配合精度。
30.基于此,本发明提供一种新的双极板冲压模具组装方法,该组装方法包括以下步骤:
31.s1、将内导柱16、外导柱17、下模垫板13安装在下模固定板12上形成第一组装件;
32.s2、将下模仁框14和下模仁组件15安装在第一组装件中的下模垫板13上,使其满足安装精度要求;
33.s3、通过定位销5定位上模仁框22在下模仁框14上的安装位置,使上模仁框22安装在下模仁框14上;
34.s4、将上模仁21安装在上模仁框22内形成第三组装件,要求上模仁21与上模仁框22的安装间隙不大于0.015mm;
35.s5、通过定位销5定位上模垫板23在第三组件上的安装位置,并通过紧固螺钉将上模垫板23分别与上模仁21、上模仁框22连接在一起;
36.s6、通过定位销5定位上模座24在上模垫板23上的安装位置,并通过紧固螺钉将上模座24与上模垫板23连接在一起;
37.s7、将外导套25安装在上模座24上,要求外导套25与对应外导柱17的安装间隙不大于0.003mm;
38.s8、使上模仁21与下模仁151分离,然后安装上模压边圈31与下模压边圈32,使其满足安装精度要求。
39.可以理解的是,在s2中,下模仁框14与下模仁组件15具有两种安装方式:
40.第一种安装方式:先将下模仁151与下模仁托板152通过紧固螺钉连接在一起形成下模仁组件15,随后将下模仁组件15装入下模仁框14内形成第二组装件;要求下模仁组件15中的下模仁151与下模仁框14的安装间隙不大于0.015mm;最后,将第二组装件放置在第一组装件上,并利用定位销5定位第二组装件的放置位置,并通过紧固螺钉将第二组装件中的下模仁框14与第一组装件中的下模垫板13连接在一起。
41.第二种安装方式:先通过定位销5定位下模仁框14在下模垫板13上的安装位置,并通过紧固螺钉将下模仁框14与第一组件中的下模垫板13连接在一起;随后将下模仁151与下模仁托板152通过紧固螺钉连接在一起形成下模仁组件15,最后,将下模仁组件15装入下模仁框14内,要求下模仁组件15中的下模仁151与下模仁框14的安装间隙不大于0.015mm,保证部件之间的安装精度。
42.进一步地,在s8中,上模压边圈31安装时,需先将上模压边圈31套设在上模仁框22上,使上模压边圈31与上模仁框22的安装间隙不大于0.015mm,然后通过紧固螺钉将上模压边圈31与上模座24连接在一起;下模压边圈32安装时,需通过下模压边圈32上的内导套321与下模固定板12上对应的内导柱16配合完成安装,内导套321与对应内导柱16的配合间隙不大于0.003mm。
43.可以理解的是,下模氮气缸4有两种安装方式:
44.第一种安装方式:在进行s1步骤之前,先需通过定位销5定位下模固定板12在下模座11上的安装位置,完成下模固定板12的安装;然后将各下模氮气缸4依次穿过下模固定板12安装在下模座11上(下模座11上的氮气缸安装槽为不与下模座底部连通的盲槽)。
45.第二种安装方式:在完成s8步骤之后,先需通过定位销5定位下模固定板12在下模座11上的安装位置,完成下模1的组装;然后将各下模氮气缸4从下模座11底部安装在下模座11的氮气缸安装槽(即与下模座底部连通的通槽)内,并通过氮气缸支撑座封底支撑氮气缸安装槽内的下模氮气缸4。
46.由于本发明将传统以外导柱与外导套配合合模的方式,更改为以上下模仁框配合合模的方式,避免因各部件之间安装精度不够导致累计误差过大,有效保证上下模仁的配合精度,提高产品成型质量,
47.上述实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1