一种核电及军工用奥氏体不锈钢铁素体含量的控制方法与流程
1.本发明属于冶金技术领域,具体涉及一种核电及军工用奥氏体不锈钢铁素体含量的控制方法。
背景技术:
2.中国正在建造的示范快堆项目及某些重点工程项目中一些奥氏体不锈钢材料,例如:z2cnd18-12(控氮)、f304、z2cn19-10(控氮)、f316、316h、f304h、06cr18ni11ti等。对其有铁素体含量要求。根据使用条件的不同铁素体含量要求不同,示范快堆中316h材料对其铁素体要求≤1%(按国标gb/t13305最严重视场法进行检测),某些重点工程中z2cn19-10(控氮)及06cr18ni11ti材料对其铁素体要求4%~12%(按国标gb/t13305最严重视场法进行检测)。
3.铁素体相本身是一种偏析相,若想达到一定含量的要求工程生产过程中非常不易实现,尤其是按国标gb/t13305最严重视场法进行检测,更增加了合格的难度,造成产品合格率极低。
4.综上所述,急需一种奥氏体不锈钢铁铁素体含量的控制方法解决现有问题,保证产品的使用性能,提高产品合格率。
技术实现要素:
5.为解决现有技术中铁素体含量不满足其技术条件要求而导致锻件报废或合格率低的问题,本发明的目的在于提供一种核电及军工用奥氏体不锈钢铁素体含量的控制方法。
6.为实现上述目的,本发明采用以下技术方案。
7.一种核电及军工用奥氏体不锈钢铁素体含量的控制方法,包括如下步骤:步骤1、根据技术条件中铁素含量要求进行成分设计。
8.步骤2、将步骤1中设计好成分的材料熔炼成母材电极,并经过处理,母材电极采用电炉+炉外精炼+真空除气的冶炼方法。
9.步骤3、将步骤2中母材电极进行保护气氛电渣重熔,熔炼成规格小于等于φ950电渣钢锭。
10.步骤4、步骤3完成后,进行钢锭加热,钢锭加热温度及保温时间根据材料铁素体含量要求具体制订。
11.步骤5、步骤4完成后,进行锻造。
12.步骤6、步骤5完成后,进行热处理。
13.进一步地,所述步骤1中成分设计为,当铁素体含量要求(按国标gb/t13305执行)≤1%时,creq/nieq≤1.3;当铁素体含量要求(按国标gb/t13305执行)4%~12%时,creq/nieq值应为1.6~1.9之间。
14.进一步地,所述步骤2中电炉+炉外精炼+真空除气为:其中,炉外精炼过程中,全程
氩气保护,精炼时间60
±
10min,真空除气过程中,真空度20
±
5pa,抽真空时间30
±
5min。
15.进一步地,所述步骤4中,当铁素体含量要求≤1%时,加热温度控制为1250
±
30℃,透烧后保温时间按10
±
2h/mm控制;当铁素体含量要求4%~12%时,加热温度控制为1150
±
30℃,透烧后保温时间按35
±
5h/mm控制。
16.进一步地,所述步骤5中,当铁素体含量要求≤1%时,总锻造比≥7,成型火次变形量≥70%;当铁素体含量要求4%~12%时,总锻造比≥4,成型火次变形量≥50%。
17.进一步地,所述步骤6中,热处理温度1050
±
10℃,透烧后保温时间按25.4
±
1h/mm控制。
18.所述的一种核电及军工用奥氏体不锈钢铁素体含量的控制方法,适用于z2cnd18-12(控氮)、f304、z2cn19-10(控氮)、f316、316h、f304h、06cr18ni11ti等奥氏体不锈钢铁素体含量的控制,锭型为φ500~φ950。
19.本发明核电及军工用奥氏体不锈钢铁素体含量的控制方法的设计思想为:首先利用相图确定不同铁素含量要求的奥氏体不锈钢材料的creq/nieq值,铁素含量要求为≤1%时,creq/nieq值设计为≤1.3,使材料的组织完全处于a区,达到理论上的无铁素体状态。铁素含量要求为4%~12%时,creq/nieq值设计为1.6~1.9之间,使材料的组织完全处于a+f区,以保证材料经过冶炼+锻造+热处理工序后拥有满足要求的弥散细小均匀分布的铁素体。creq/nieq值确定后,进行电渣,电渣钢锭完成后,根据不同的铁素体含量要求,选择不同的锻造加热温度,铁素含量要求为≤1%时,加热温度控制为1250
±
30℃,保温时间按10
±
2h/mm控制;此过程,可以有效的加速铁素体相高温过程中的扩散,使其完全分解,当铁素体含量要求4%~12%时,加热温度控制为1150
±
30℃,保温时间按35
±
5h/mm控制;此过程可以让一部分含量的铁素体进行扩散,实际过程中,铁素含量较高,经过一定的扩散仍可以保留满足要求的铁素含量。经过锻造变形及热处理后,可以使材料中的铁素体含量满足技术条件要求,且其分布均匀,形态细小,有助于材料在不影响韧性指标的情况下提高材料的强度指标。按此方法生产的产品,产品性能稳定,合格率高。
20.与现有技术相比,本发明的有益效果为。
21.1、本发明优先从成分设计确定不同铁素体含量要求的creq/nieq值,有利于铁素体含量的整体控制。
22.2、本发明所用母材电极采用电炉+炉外精炼+真空除气的冶炼方法,可有效提高铁素体相在材料中的均匀分布,有利于满足其不同的要求。
23.3、本发明根据不同的铁素体要求选用不同的加热温度及保温时间有利于更好的控制铁素体含量,当铁素体含量要求≤1%时,1250
±
30℃加热温度及保温时间可有效加速铁素体相的扩散分解,大大降低铁素体相的含量,经过锻造变形及热处理处理后,可以使奥氏体不锈钢材料的铁素含量满足≤1%的要求;当铁素体含量要求4%~12%时,1150
±
30℃加热温度及保温时间可有效控制铁素体具有一定的含量,经过锻造变形及热处理处理后,可以使奥氏体不锈钢材料的铁素含量满足4%~12%的要求。
24.4、本发明在进行锻造时,当铁素体含量要求≤1%时,总锻造比≥7,成型火次变形量≥70%,有利于更好的破碎铁素相,使其更加细小弥散分布于材料基体中,满足≤1%的要求;当铁素体含量要求4%~12%时,总锻造比≥4,成型火次变形量≥50%,有利于更均匀的破碎铁素体相但还可以保留一定含量的铁素体,使其保留的铁素体相细小弥散均匀的
分布于材料基体中,不降低材料的韧性指标,略提高材料的强度指标,满足4%~12%的要求。
25.5、本发明针对φ500~φ950锭型,过大的钢锭锭型由于冷却速度等原因产生铁素体相的含量不易控制,φ500~φ950锭型的奥氏体不锈钢材料利用本发明提供的铁素体控制方法可有效控制其铁素体含量达到理想的要求值。
具体实施方式
26.本发明可以以许多不同的形式来实现,并不限于本文所描述的实施方式。相反地,提供这些实施方式的目的是使对本发明的公开内容理解得更加透彻全面。
27.一种核电及军工用奥氏体不锈钢铁素体含量的控制方法,包括如下步骤:步骤1、根据技术条件中铁素含量要求进行成分设计。
28.步骤2、将步骤1中设计好成分的材料熔炼成母材电极,并经过处理,母材电极采用电炉+炉外精炼+真空除气的冶炼方法。
29.步骤3、将步骤2中母材电极进行保护气氛电渣重熔,熔炼成规格小于等于φ950电渣钢锭。
30.步骤4、步骤3完成后,进行钢锭加热,钢锭加热温度及保温时间根据材料铁素体含量要求具体制订。
31.步骤5、步骤4完成后,进行锻造。
32.步骤6、步骤5完成后,进行热处理。
33.进一步地,所述步骤1中成分设计为,当铁素体含量要求(按国标gb/t13305执行)≤1%时,creq/nieq≤1.3;当铁素体含量要求(按国标gb/t13305执行)4%~12%时,creq/nieq值应为1.6~1.9之间。
34.进一步地,所述步骤2中电炉+炉外精炼+真空除气为:其中,炉外精炼过程中,全程氩气保护,精炼时间60
±
10min,真空除气过程中,真空度20
±
5pa,抽真空时间30
±
5min。
35.进一步地,所述步骤4中,当铁素体含量要求≤1%时,加热温度控制为1250
±
30℃,透烧后保温时间按10
±
2h/mm控制;当铁素体含量要求4%~12%时,加热温度控制为1150
±
30℃,透烧后保温时间按35
±
5h/mm控制。
36.进一步地,所述步骤5中,当铁素体含量要求≤1%时,总锻造比≥7,成型火次变形量≥70%;当铁素体含量要求4%~12%时,总锻造比≥4,成型火次变形量≥50%。
37.进一步地,所述步骤6中,热处理温度1050
±
10℃,透烧后保温时间按25.4
±
1h/mm控制。
38.所述的一种核电及军工用奥氏体不锈钢铁素体含量的控制方法,适用于z2cnd18-12(控氮)、f304、z2cn19-10(控氮)、f316、316h、f304h、06cr18ni11ti等奥氏体不锈钢铁素体含量的控制,锭型为φ500~φ950。
39.实施例1。
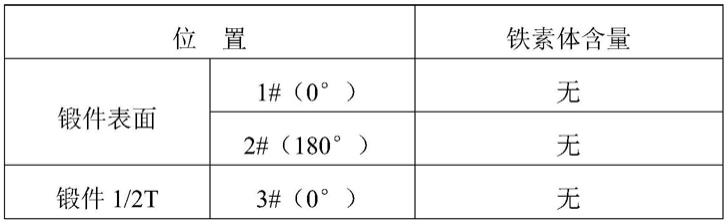
40.316h合金,铁素体含量要求≤1%,成分设计时,creq/nieq值=1.29,材料电渣重熔所用电极尺寸:φ400,电渣钢锭尺寸:φ900,电极所采用电炉+炉外精炼+真空除气的冶炼方法,电渣钢锭采用保护气氛电渣炉进行电渣熔炼。电渣钢锭完成后,对钢锭进行锻前加热,加热温度为1260℃,透烧后保温时间为55h,总锻造比为8.5,成型火次变形量为80%,热
处理温度为1045℃,透烧后保温时间为8h。
41.热处理完成后对锻件进行铁素体含量检测,检测结果如表1所示,完全满足要求。
42.表1 316h合金铁素体含量检测结果。316h合金铁素体含量检测结果。
43.实例2。
44.06cr18ni11ti合金,铁素体含量要求4%~12%,成分设计时,creq/nieq值=1.73,材料电渣重熔所用电极尺寸:φ350,电渣钢锭尺寸:φ700,电极所采用电炉+炉外精炼+真空除气的冶炼方法,电渣钢锭采用保护气氛电渣炉进行电渣熔炼。电渣钢锭完成后,对钢锭进行锻前加热,加热温度为1170℃,透烧后保温时间为10h,总锻造比为4.7,成型火次变形量为55%,热处理温度为1040℃,透烧后保温时间为6h。
45.热处理完成后对锻件进行铁素体含量检测,检测结果如表2所示,完全满足要求。
46.表2 06cr18ni11ti合金铁素体含量检测结果。
47.实例3。
48.f304合金,铁素体含量要求≤1%,成分设计时,creq/nieq值=1.24,材料电渣重熔所用电极尺寸:φ450,电渣钢锭尺寸:φ850,电极所采用电炉+炉外精炼+真空除气的冶炼方法,电渣钢锭采用保护气氛电渣炉进行电渣熔炼。电渣钢锭完成后,对钢锭进行锻前加热,加热温度为1230℃,透烧后保温时间为50h,总锻造比为9.4,成型火次变形量为75%,热处理温度为1048℃,透烧后保温时间为7h。
49.热处理完成后对锻件进行铁素体含量检测,检测结果如表3所示,完全满足要求。
50.表3f304合金铁素体含量检测结果。
51.采用上述技术生产的产品铁素体含量稳定且均可满足要求,表4为本公司近年来采用此技术所生产产品。经过检测,铁素体含量均满足要求,产品合格率高。
52.表4近年来所生产产品情况。序号材料名称产品名称铁素体含量实测铁素体含量106cr18ni11ti阀盖4%~12%7.4%206cr18ni11ti阀瓣4%~12%8.2%3f316l阀体4%~12%5.4%40cr18ni10ticrdm管座法兰4%~12%6.3%5z2cn19-10法兰4%~12%7.8%606cr19ni10棒料4%~12%9.2%7f304管座4%~12%5.8%8316h支撑环等≤1%0~0.2%
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1