一种钯银金镍管束与基座的钎焊装置及其钎焊方法与流程
1.本发明涉及一种钯银金镍管束与基座的钎焊装置及其钎焊方法,属于钯管净化器技术领域。
背景技术:
2.钯管净化器由钯银金镍管束、腔体、电加热器、绝缘保温层、冷却水夹套不锈钢基座组成,是某材料生产中的关键装置,每台不锈钢基座与50多根壁厚为0.1mm的薄壁钯银金镍管束进行组装,要求将薄壁钯银金镍管一端与不锈钢基座组装钎焊成形,另一端钎焊形成堵头,该装置对密封性能要求较高,因此钎焊质量至关重要。
3.目前,国内外关于薄壁钯管净化器的钎焊技术的介绍极少,我国西北有色研究院对钯管净化器高频加热钎焊技术进行了初步研究,但钎焊的密封性仍达不到装机要求,同时,在钎焊的过程中,钯管束容易烧穿、母材极易氧化、金属的晶格组织性能被破坏,焊接难度较大,需要有成熟的钎焊工艺技术,使熔化后的液态钎料润湿母材并与其相互扩散形成牢固连接,才能满足钯管净化器的装机要求。
4.基于上述问题,亟需提出一种钯银金镍管束与基座的钎焊装置及其钎焊方法,以解决上述技术问题。
技术实现要素:
5.本发明提供一种钯银金镍管束与基座的钎焊装置及其钎焊方法,解决了在钎焊的过程中,钯管束容易烧穿、母材极易氧化、金属的晶格组织性能被破坏的问题。在下文中给出了关于本发明的简要概述,以便提供关于本发明的某些方面的基本理解。应当理解,这个概述并不是关于本发明的穷举性概述。它并不是意图确定本发明的关键或重要部分,也不是意图限定本发明的范围。
6.本发明的技术方案:
7.一种钯银金镍管束与基座的钎焊装置,包括保护罩、紧固装置、保护气输送装置和焊接装置,所述保护罩内设置有感应线圈和紧固装置,所述紧固装置与感应线圈转动连接,所述保护气输送装置与保护罩连接,所述焊接装置与感应线圈连接。
8.优选的:所述保护气输送装置包括连接管和气瓶,所述保护气输送装置与保护罩连接进一步包含:
9.所述连接管的一端与气瓶连接,所述连接管的另一端与保护罩连接。
10.优选的:所述紧固装置包括中空架体、螺杆和弧形夹爪,所述螺杆的一端伸入中空架体,并与中空架体螺纹连接,所述螺杆伸入中空架体的一端连接有弧形夹爪,所述中空架体底部设置v型承托板
11.一种钯银金镍管束与基座的钎焊方法,包括以下步骤:
12.将基座置于感应线圈内,基座上设置有连接孔,紧固装置固定基座,按照基座连接孔位置布置钯银金镍管束,将钯银金镍管束的钯银金镍管与基座上的连接孔间隙配合,将
纯银与银基钎料的混合物或银基钎料设置于钯银金镍管束的钯银金镍管与基座连接孔的装配间隙处,向保护罩内充入惰性气体,用惰性气体置换保护罩内的空气;
13.调节焊接装置的钎焊电流,调节焊接装置的加热梯度,在惰性气体保护下进行钎焊成型;
14.使用检测装置对钎焊完成的钯银金镍管束与基座进行检测,漏率不大于1.0*10-11
pa
·
m3/s。
15.优选的:所述感应线圈的直径为50mm,基座的材质包含不锈钢,基座连接孔圆周阵列布置,感应线圈的材料为紫铜管,镍基不锈钢基座直径为40mm。
16.优选的:所述银基钎料为0.1~0.6mm的银基焊丝卷成的外径大于1mm的钎料环,所述银基钎料套装在所述钯银金镍管上。
17.优选的:所述惰性气体包含氩气,向保护罩内充入惰性气体的气体流量为950-980l/h。
18.优选的:所述纯银及银基钎料的混合物的质量比为10%~15%。
19.优选的:所述调节焊接装置的钎焊电流范围为195~225a,调节焊接装置的加热梯度为0.5~0.7a/s。
20.优选的:所述钯银金镍管束包含内圈管束、中圈管束和外圈管束,钯银金镍管束位于感应线圈内,内圈管束的加热时间设定为225
±
10s、中圈管束的加热时间设定为205
±
10s、外圈管束的加热时间设定为195
±
10s。
21.本发明具有以下有益效果:
22.本装置中的钎焊部分置于高频感应加热设备交变磁场中,通过交变磁场中产生感应电流的电阻热提供焊件的钎焊温度,调节加热电流控制加热温度,并在氩气保护下,进行加热、保温和冷却,加热后钎料融化流入薄壁钯银金镍管束与不锈钢基座的装配孔缝隙,实现密封,提高密封性,有效防止钎焊过程中高温氧化现象,将薄壁钯银金镍管与不锈钢基座钎焊组装成形,实现薄壁钯银金镍管与不锈钢基座的有效钎焊;
23.本装置结构简单、投资成本小、操作便利,可获得与高成本制备的精密手套箱相同的钎焊工作环境,大大降低了操作难度与投入成本。
附图说明
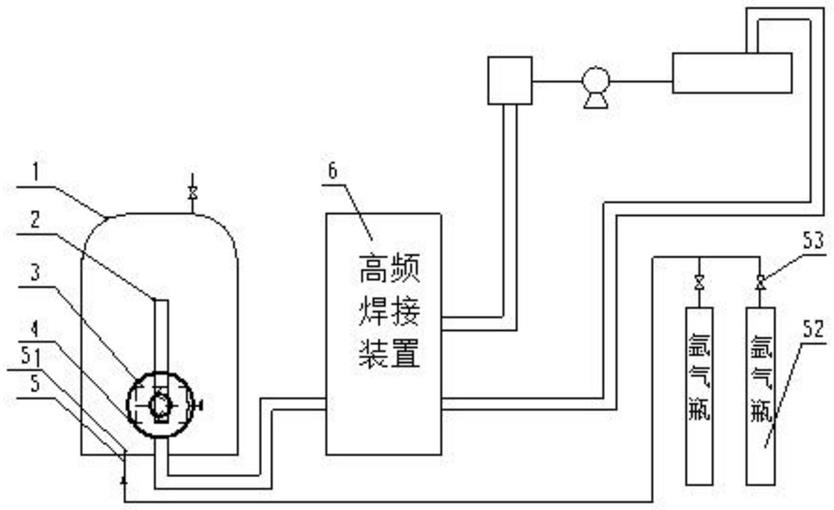
24.图1为一种钯银金镍管束与基座的钎焊装置的结构示意图;
25.图2为紧固装置的结构示意图;
26.图3为管束与感应线圈的俯视布置图;
27.图4为基座与紧固装置的俯视安装图。
28.图中1-保护罩,2-管束,3-紧固装置,4-感应线圈,5-保护气装置,6-高频焊接装置,31-中空架体,32-螺杆,33-弧形夹爪,51-连接管,52-气瓶。
具体实施方式
29.为使本发明的目的、技术方案和优点更加清楚明了,下面通过附图中示出的具体实施例来描述本发明。但是应该理解,这些描述只是示例性的,而并非要限制本发明的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本发明的
概念。
30.本发明所提到的连接分为固定连接和可拆卸连接,所述固定连接即为不可拆卸连接包括但不限于折边连接、铆钉连接、粘结连接和焊接连接等常规固定连接方式,所述可拆卸连接包括但不限于螺纹连接、卡扣连接、销钉连接和铰链连接等常规拆卸方式,未明确限定具体连接方式时,默认为总能在现有连接方式中找到至少一种连接方式能够实现该功能,本领域技术人员可根据需要自行选择。例如:固定连接选择焊接连接,可拆卸连接选择铰链连接。
31.具体实施方式一:结合图1、图2说明本实施方式,本实施方式的一种钯银金镍管束与基座的钎焊装置,包括保护罩1、紧固装置3、保护气装置5和高频焊接装置6,保护罩1内安装有感应线圈4,紧固装置3与感应线圈4建立安装,保护气体通过保护气装置5输送至保护罩1内,高频焊接装置6与感应线圈4连接包括保护罩1、紧固装置3、保护气装置5和高频焊接装置6,保护罩1内安装有感应线圈4,感应线圈4内设置有紧固装置3,紧固装置3与感应线圈4建立安装,保护罩1与保护气装置5连接,高频焊接装置6选用sp-25ab,频率为500hz的高频加热感应器,高频焊接装置6与感应线圈4连接,紧固装置3与感应线圈4建立配合;本装置结构简单、投资成本小、操作便利,可获得与高成本制备的精密手套箱相同的钎焊工作环境,大大降低了操作难度与投入成本;
32.所述保护气装置5包括连接管51和气瓶52,连接管51与气瓶52通过阀53连接,阀53为不锈钢弹簧箱真空阀,可调节气体流速的保护气进气装置,连接管51另一端连接在保护罩1的底部;保护罩1的上部具有出气管,出气管上设置有出气阀;所述紧固装置3包括中空架体31、螺杆32和弧形夹爪33,螺杆32下端伸入中空架体,并与中空架体31螺纹连接,所述螺杆32的下端与弧形夹爪33转动连接,在螺杆32转动时,使弧形夹爪33不发生转动,螺杆带动弧形夹爪33使弧形夹爪33直线运动且不发生偏转,达到夹紧基座的目的,将基座置于弧形夹爪33和v型承托板之间,旋转螺杆32,螺杆32带动弧形夹爪33向下运动,将基座夹紧,中空架体31底部设置v型承托板;所述管束2包括若干堵头钎焊合格的薄壁钯银金镍管,薄壁钯银金镍管为pdag
x
au
x
ni
x
合金,薄壁钯银金镍管的壁厚为0.1mm,管束2应用于钯管净化器。
33.具体实施方式二:结合图1、图2、图3、图4说明本实施方式,本实施方式的一种薄壁钯银金镍管束与基座异种材料的钎焊方法,所述方法采用一种薄壁钯银金镍管束与基座异种材料钎焊装置,包括以下步骤:
34.步骤一:钎焊准备:
35.选取堵头钎焊合格的薄壁钯银金镍管备用,将基座置于感应线圈4内,基座上加工有连接孔,紧固装置3用于固定基座,通过旋转螺杆32调节紧固装置3的夹距,堵头钎焊合格的薄壁钯银金镍管的开口端(无堵头端)与不锈钢基座装配,堵头钎焊合格的薄壁钯银金镍管有堵头一端使用布条绑扎后置于保护罩1内,依次按照基座连接孔位置插入堵头钎焊合格的薄壁钯银金镍管,连接孔为通孔,连接孔与管束为间隙配合,选取直径为0.1~0.6mm的银基焊丝卷成外径大于1mm的钎料环,将纯银及银基钎料环按照一定比例(质量比)混合后置于基座上,所述纯银及银基钎料的混合物的质量比为10%~15%,钎料均匀分布于薄壁钯银金镍管与基座连接孔的装配间隙处,由于不同规格的银基钎料的银含量不同,钎焊前根据不同规格的银基钎料的润湿铺展试验情况,通过增加纯银来以确保钎焊的电流及时间,采用低进高出的气体流向向保护罩1内充入惰性气体,用惰性气体置换保护罩1内的空
气;步骤一中感应线圈4的直径为50mm,感应线圈4的材料为紫铜管,基座的材质包含镍基不锈钢,基座直径为40mm,基座连接孔圆周阵列布置,银基钎料为0.1~0.6mm的银基焊丝卷成的外径1~2mm的钎料环,银基钎料套装在薄壁钯银金镍管上,惰性气体为氩气,调节控制通入氩气流量为950-980l/h,维持气体保护罩内的氩气浓度和压力以满足薄壁钯银金镍管束的钎焊要求;
36.步骤二:薄壁钯银金镍管束与基座钎焊:
37.调节高频焊接装置6的钎焊电流为195~225a,调节高频焊接装置6的加热梯度为0.5a/s、0.6a/s或0.7a/s,调节调节高频焊接装置6设置感应线圈4,若干管束2围成同心的三组圆环,三组圆环分别为内圈管束2-1、中圈管束2-2和外圈管束2-3,管束2位于感应线圈4内,内圈管束2-1的加热时间设定为225s、中圈管束2-2的加热时间设定为205s、外圈管束2-3的加热时间设定为195s,先对管束2进行组装后钎焊,冷却后对中圈管束进行组装后钎焊,冷却后对外圈管束进行组装后钎焊,在钎焊中圈管束时应避免对内圈管束产生二次高温氧化及熔蚀现象,在钎焊外圈管束时应避免对内圈管束、中圈管束产生二次高温氧化及熔蚀现象,要求对钎焊电流工艺参数进行控制,保证获得高质里的焊接接头;在惰性气体保护下进行钎焊成型;钎焊部分(基座与薄壁钯银金镍管的连接部)置于高频感应加热设备交变磁场中,通过交变磁场中产生感应电流的电阻热提供焊件的钎焊温度,调节加热电流控制加热温度,并在氩气保护下,进行加热、保温和冷却,加热后钎料融化流入薄壁钯银金镍管束与不锈钢基座的装配孔缝隙,实现密封,提高密封性,有效防止钎焊过程中高温氧化现象,将薄壁钯银金镍管与不锈钢基座钎焊组装成形;通过调节钎焊电流,合理控制加热时间及保护气流速,实现薄壁钯银金镍管与不锈钢基座的有效钎焊,有效的预防钯管束容易烧穿、母材极易氧化、金属的晶格组织性能被破坏,减小焊接难度;所述步骤二中在惰性气体保护下进行钎焊成型的压力为正压,密封性能达到1.0*10-11
pa
·
m3/s,可确保钎焊接头无高温氧化现象发生;
38.步骤三:钎焊质量检验:
39.对钎焊完成的薄壁钯银金镍管束与基座进行外观目视检验,钎料完全润湿基体并铺展流开,缝连续光滑,无气孔、鼓包等缺陷,薄壁钯银金镍管束无溶蚀现象;使用氦质谱检漏仪对钎焊完成的薄壁钯银金镍管束与基座检漏,漏率不大于1.0*10-11
pa
·
m3/s为合格,漏率系指处于高压强或高密度下的气体,在单位时间内通过漏孔流向低气压端(或低密度端)的气体量,氦质谱检漏仪对钎焊完成的薄壁钯银金镍管束与基座检漏方法详见《真空技术氦质谱真空检漏方法》gb/t36176-2018。
40.具体实施方式三:结合图1、图2、图3说明本实施方式,本实施方式的一种薄壁钯银金镍管束与基座异种材料的钎焊方法,堵头钎焊合格的薄壁钯银金镍管的钎焊方法,包括:薄壁钯银金镍管的上部安装堵头,将薄壁钯银金镍管的上部与堵头的连接部置于感应线圈4内,调节高频焊接装置6对薄壁钯银金镍管、堵头进行塞焊,确保接头无高温氧化现象发生,堵头的作用是将薄壁钯银金镍管束一端封堵密封呈自由端,另一端与不锈钢基座钎焊固定,固定的薄壁钯银金镍管的孔是通的,装机后混合气体通过薄壁钯银金镍管外侧,净化气可透过薄壁钯银金镍管,通过不锈钢基座底部净化气出口送入下一反应器;钎焊管束2与堵头时选用直径约为20mm的感应线圈4,钎焊钎焊管束2与基座时使用直径约为50mm的感应线圈4。
41.需要说明的是,在以上实施例中,只要不矛盾的技术方案都能够进行排列组合,本领域技术人员能够根据排列组合的数学知识穷尽所有可能,因此本发明不再对排列组合后的技术方案进行一一说明,但应该理解为排列组合后的技术方案已经被本发明所公开。
42.本实施方式只是对本专利的示例性说明,并不限定它的保护范围,本领域技术人员还可以对其局部进行改变,只要没有超出本专利的精神实质,都在本专利的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1