一种基于视觉定位的智能刀柄打孔系统及方法与流程
1.本发明是一种基于视觉定位的智能刀柄打孔系统及方法,涉及机器视觉与图像处理领域、数控机床领域。
背景技术:
2.数控机床主要用于工业领域对零部件的加工,其加工轨迹由加工程序确定,数控机床的优势是加工精度高,稳定性好,缺点是在零件加工开始前,需要人工对工件进行找正,人工参与度较高。
3.现有技术大多是通过机械定位,首先对待加工工件进行机械装夹,然后再执行机床先前设定好的程序进行加工;对于大型工件,其机械定位精度差、耗时长、操作也较为困难。现有用于机床引导的视觉定位技术主要为:利用视觉对工件进行图像采集,并与加工模板图像进行比对,得到相对位置信息,从而引导机床进行加工,目前的视觉系统存在以下缺陷:1.未形成可方便拆卸的测量工具,通用性较差;2.智能化程度较低,未将数控机床系统与刀柄系统信号连接,需要人工参与;3.集成度较低,未将供电模块与控制模块集成在硬件系统上;4.未得到目标在机床坐标系下的绝对位置坐标。
技术实现要素:
4.针对现有技术存在的不足,本发明提出了一种基于视觉定位的智能刀柄打孔系统及方法,通过视觉识别定位算法对待测工件各个点位的靶标进行高精度定位,一种基于视觉定位的智能刀柄打孔系统,包括机械系统和数控机床系统,其特征在于,还包括视觉系统、刀柄控制系统和刀柄红外系统;机械系统包括刀柄和机械连接件,刀柄连接在机械连接件上,刀柄通过机械连接件与数控机床主轴连接;视觉系统连接在机械系统底部一侧,刀柄控制系统和刀柄红外系统连接在机械系统的底部的另一侧;刀柄控制系统分别与机械系统、刀柄红外系统和视觉系统电路连接;刀柄控制系统通过刀柄红外系统接收数控机床控制系统控制的数控机床红外系统发出的指令;刀柄控制系统指挥视觉系统和机械系统工作,同时刀柄控制系统控制刀柄红外系统将视觉系统和机械系统的数据发送给数控机床控制系统。
5.所述刀柄控制系统包括:用于给相机和光源供电、与红外触发器通信及控制光源开关的单片机,以及给单片机供电的电池;所述视觉系统包括:用于成像的相机、镜头和红外触发器,以及用于照亮目标的光源;刀柄红外系统包括红外发射器和红外接收器;数控机床系统包括:数控机床、数控机床主轴、数控机床控制系统和数控机床红外系统。
6.所述单片机对各个接口进行了定义,内部烧录相应控制程序。
7.一种基于视觉定位的智能刀柄打孔方法,利用权利要求1所述的一种基于视觉定
位的智能刀柄打孔系统进行打孔,包括准备步骤、视觉定位步骤和机床加工步骤,具体步骤如下:准备步骤:步骤一、将配打孔工件与待打孔工件叠放,将多个靶标分别安装在配打孔工件孔内,从而通过识别靶标代替直接识别孔;步骤二、将所述智能刀柄系统安装在机床主轴上;步骤三、对智能刀柄系统进行手眼标定,将目标在机床坐标系和视觉坐标系下的位置一一对应,从而求得两坐标系的转换关系;步骤四、执行数控机床初始程序;视觉定位步骤:步骤五、机床主轴到达第一个点位;步骤六、机床控制系统通过红外信号反馈给刀柄红外系统;步骤七、刀柄控制系统接收到刀柄红外系统的信号,将光源点亮;步骤八、视觉系统接收到刀柄控制系统给出的外触发信号,自动执行采集一帧图像功能;步骤九、首先对图像进行预处理,通过双边滤波去噪;步骤十、对预处理后的图像进行自适应阈值二值化分割,获取二值化图像;步骤十一、对二值化图像进行边缘检测,检测到靶标边缘轮廓点;步骤十二、对获取到的轮廓点集进行最小二乘法拟合圆,提取拟合圆在视觉坐标系下的圆心坐标;步骤十三、按照手眼标定获取到的坐标系转换关系,将圆心坐标从视觉坐标系转换到机床坐标系下,获得机床坐标系下的圆心坐标;步骤十四、将机床坐标系下的圆心坐标值按照数控机床程序格式保存在本地数据库;步骤十五、发送反馈信号给刀柄控制系统;步骤十六、发送反馈信号给机床控制系统,控制机床主轴移动到下一点位;步骤十七、重复步骤六到步骤十六;机床加工步骤:步骤十八、将配打孔工件取下;步骤十九、运行视觉定位检测后新生成的数控机床程序;步骤二十、对待打孔工件进行逐点位加工;步骤二十一、取下工件,打孔工作结束。
8.有益效果综上所述,本发明提出了一种基于视觉定位的智能刀柄系统及方法,其主要包括机械系统、视觉系统、控制系统、红外系统,其中机械系统包括刀柄、机械连接件;视觉系统包括相机、镜头、光源;控制系统包括单片机、电池;红外系统包括红外发射器、红外接收器。其中刀柄系统和数控机床系统各有一套控制系统和红外系统,且分别与控制系统的单片机硬件连接,数控机床系统的红外系统与智能刀柄系统的红外系统信号连接。本发明设计了一种高精度圆柱靶标,将多个靶标分别安装在配打孔工件孔内,从而通过识别靶标代替直
接识别孔,改善孔精度差带来的识别误差,提高视觉定位精度与机床轨迹规划精度。
9.本发明自动补偿机床主轴刀柄的运动轨迹,改善装夹困难、工装定位精度低、小批量多种类产品柔性程度低等问题,提高机床智能化与自动化程度。
10.本发明主要目的是解决大型工件人工配打孔的难题,通过视觉定位技术对机床运动轨迹自动补偿规划,通过红外系统实现智能刀柄系统与数控机床系统的通信,从而实现检测过程的完全自动化。
附图说明
11.图1、为本发明的三维图;图2、为本发明的智能刀柄系统与数控机床系统的关联示意图;图3、为本发明的智能刀柄系统与数控机床系统的控制流程图;图4、为本发明所述基于视觉定位的智能刀柄系统的视觉算法流程图。
具体实施方式
12.本发明为实现以上目的,采取的技术方案如下:一种基于视觉定位的智能刀柄打孔系统,包括机械系统和数控机床系统,其特征在于,还包括视觉系统、刀柄控制系统和刀柄红外系统;机械系统包括刀柄和机械连接件,刀柄连接在机械连接件上,刀柄通过机械连接件与数控机床主轴连接;视觉系统连接在机械系统底部一侧,刀柄控制系统和刀柄红外系统连接在机械系统的底部的另一侧;刀柄控制系统分别与机械系统、刀柄红外系统和视觉系统电路连接;刀柄控制系统通过刀柄红外系统接收数控机床控制系统控制的数控机床红外系统发出的指令;刀柄控制系统指挥视觉系统和机械系统工作,同时刀柄控制系统控制刀柄红外系统将视觉系统和机械系统的数据发送给数控机床控制系统。
13.所述刀柄控制系统包括:用于给相机和光源供电、与红外触发器通信及控制光源开关的单片机,以及给单片机供电的电池;所述视觉系统包括:用于成像的相机、镜头和红外触发器,以及用于照亮目标的光源;刀柄红外系统包括红外发射器和红外接收器;数控机床系统包括:数控机床、数控机床主轴、数控机床控制系统和数控机床红外系统。
14.所述单片机对各个接口进行了定义,内部烧录相应控制程序。
15.一种基于视觉定位的智能刀柄打孔方法,利用权利要求1至3所述的任意一种基于视觉定位的智能刀柄打孔系统进行打孔,包括准备步骤、视觉定位步骤和机床加工步骤,具体步骤如下:准备步骤:步骤一、将配打孔工件与待打孔工件叠放,将多个靶标分别安装在配打孔工件孔内,从而通过识别靶标代替直接识别孔;步骤二、将所述智能刀柄系统安装在机床主轴上;步骤三、对智能刀柄系统进行手眼标定,将目标在机床坐标系和视觉坐标系下的
位置一一对应,从而求得两坐标系的转换关系;步骤四、执行数控机床初始程序;视觉定位步骤:步骤五、机床主轴到达第一个点位;步骤六、机床控制系统通过红外信号反馈给刀柄红外系统;步骤七、刀柄控制系统接收到刀柄红外系统的信号,将光源点亮;步骤八、视觉系统接收到刀柄控制系统给出的外触发信号,自动执行采集一帧图像功能;步骤九、首先对图像进行预处理,通过双边滤波去噪;步骤十、对预处理后的图像进行自适应阈值二值化分割,获取二值化图像;步骤十一、对二值化图像进行边缘检测,检测到靶标边缘轮廓点;步骤十二、对获取到的轮廓点集进行最小二乘法拟合圆,提取圆孔中心在视觉坐标系下的坐标,即视觉坐标系下的圆心坐标;步骤十三、按照手眼标定获取到的坐标系转换关系,将圆心坐标从视觉坐标系转换到机床坐标系下,获得机床坐标系下的圆心坐标;步骤十四、将机床坐标系下的圆心坐标值按照数控机床程序格式保存在本地数据库;步骤十五、发送反馈信号给刀柄控制系统;步骤十六、发送反馈信号给机床控制系统,控制机床主轴移动到下一点位;步骤十七、重复步骤六到步骤十六;机床加工步骤:步骤十八、将配打孔工件取下;步骤十九、运行视觉定位检测后新生成的数控机床程序;步骤二十、对待打孔工件进行逐点位加工;步骤二十一、取下工件,打孔工作结束。
16.其中所述步骤五到步骤八的详细流程如下:1. 机床到达设定点位;2. 机床控制系统将电平信号给机床红外系统;3. 机床红外系统发射信号给刀柄红外系统;4. 刀柄红外系统将电平信号给刀柄控制系统;5. 刀柄控制系统将相机触发接口置为高电平,触发视觉程序启动;6. 视觉程序启动,采集图像并执行图像处理算法;其中所述步骤十五到步骤十六的详细流程如下:1. 视觉程序执行完毕后,相机反馈接口置为高电平,反馈给刀柄控制系统;2. 刀柄控制系统将电平信号反馈给刀柄红外系统;3. 刀柄红外系统发射信号给机床红外系统;4. 机床红外系统将电平信号给机床控制系统,数控机床接收到信号后运动到下一点位。
17.为了更好地解释本发明的技术,下面结合附图及实施例对本发明做进一步的详细
说明。应当理解,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
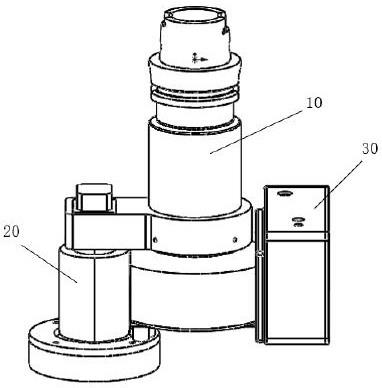
18.图1所示为本发明所述基于视觉定位的智能刀柄系统的三维图,图2所示为本发明所述智能刀柄系统与数控机床系统的关联示意图,图3所示为本发明所述控制系统的控制流程图,图4所示为本发明所述基于视觉定位的智能刀柄系统的视觉算法流程图。
19.如图1所示,所述基于视觉定位的智能刀柄系统包括用于与机床主轴相连接的机械系统10,用于对待测工件进行图像采集与目标识别的视觉系统20,刀柄控制系统与刀柄红外系统的集成模块30。
20.具体工作时,将机械系统10安装在机床主轴上,将靶标安装在配打孔工件表面待测孔内,运行数控加工初始程序,到达待测点位,机床控制系统接收到机床信号后,将控制机床红外系统发射信号给刀柄红外系统,刀柄红外系统接收到信号后反馈给刀柄控制系统,之后视觉系统20接收到刀柄控制系统的信号后执行视觉算法流程,识别靶标中心并按照数控加工程序的格式将靶标中心坐标保存至本地数据库,视觉系统程序执行完毕后,将通过控制系统反馈给机床信号,机床执行下一个点位操作,由此循环,直至完成所有点位的检测;之后,将配打孔工件及智能刀柄系统取下,换成带有刀具的适配刀柄,运行更新后的数控加工程序,对待打孔工件进行加工操作。
21.进一步说明,所述视觉系统具体包括相机、镜头、光源、电源线、以太网连接线;其中所述相机为cmos相机;所述镜头为本专利根据物距、视野范围大小计算选择的相匹配的35mm焦距普通工业镜头;所述光源为45
°
白色led环形光源;所述电源线分别为相机和光源的电源线,分别连接在刀柄控制系统的单片机上的12v与24v供电接口,所述相机的电源线具体包括供电线、触发线、反馈线;其中触发线和反馈线分别连接在单片机的不同接口,触发线用于相机接收单片机给予的触发信号,反馈线用于单片机接收相机给予的反馈信号。
22.进一步说明,所述控制系统具体包括刀柄控制系统和机床控制系统;所述刀柄控制系统具体包括单片机、电池;其中所述电池用于对所述单片机供电;所述单片机分别与红外系统、视觉系统硬件连接,具体包括供电线、触发线、反馈线的连接;所述单片机的具体功能包括:1.对相机、光源进行供电;2.接收和反馈红外系统的电平信号;3.接收和反馈视觉系统的相机电平信号;4.单片机内部烧录有控制程序,用于控制整体流程,具体流程见图2,当单片机接收到刀柄红外系统触发信号时,单片机控制光源亮,2s后单片机给相机发送触发信号,相机接收到信号后执行视觉算法流程,执行完毕后,相机发送反馈信号给单片机,单片机收到相机的反馈信号后,向刀柄红外系统反馈完成信号,刀柄红外系统发射信号给机床红外系统;所述机床控制系统具体包括单片机、电池;其中所述电池用于对所述单片机供电;所述单片机与数控机床、红外系统硬件连接;所述单片机的具体功能包括:1.接收和反馈红外系统的电平信号;3.接收和反馈数控机床的电平信号。
23.进一步说明,所述红外系统具体包括刀柄红外系统和机床红外系统;所述刀柄红外系统与刀柄控制系统中的单片机硬件连接,具体包括红外发射器与红外接收器,分别用于发射和接收红外信号,当接收到刀柄控制系统电平信号时,所述红外发射器向机床红外系统发射红外信号;所述红外接收器用于接收来自机床红外系统的红外信号,并将信号反馈给刀柄控制系统;所述机床红外系统与机床控制系统中的单片机硬件连接,具体包括红外发射器与
红外接收器,分别用于发射和接收红外信号,当接收到机床控制系统信号时,所述红外发射器向刀柄红外系统发射红外信号;所述红外接收器用于接收来自刀柄红外系统的红外信号,并将信号反馈给机床控制系统。
24.进一步说明,所述机械系统具体包括刀柄主轴及机械连接件,其中所述刀柄主轴主要用于与机床主轴相连接;所述机械件具体包括用于刀柄、控制系统、视觉系统连接的机械件。
25.如图2所示为本发明所述智能刀柄系统与数控机床系统的关联示意图,图中40为所述数控机床系统;图中50为所述机床控制系统与机床红外系统,其固定安装在数控机床系统40上;图中60为所述数控机床的主轴;图中70为所述智能刀柄系统。其中数控机床系统40与智能刀柄系统70通过其各自的控制系统与红外系统进行信号连接,从而实现数控机床系统和智能刀柄系统的通信。
26.如图2所示为本发明所述智能刀柄系统与数控机床系统的控制流程图,具体步骤如下:1.将所述智能刀柄系统安装在机床主轴上,运行数控加工程序,机床运行到设定坐标;2.机床控制系统将到达点位信号反馈给机床红外系统,红外系统接收到信号后,通过红外发射器发射信号给刀柄红外系统;3.刀柄红外系统的红外接收器接收到信号后,反馈给刀柄控制系统,控制光源点亮;4.光源点亮2s后刀柄控制系统给相机发送触发信号,相机接收到信号后执行视觉算法程序;5.视觉程序启动,执行图像采集与目标识别算法;6.视觉程序执行完毕后,将信号反馈给刀柄控制系统,光源关闭;7.刀柄控制系统将完成信号反馈给刀柄红外系统,刀柄红外系统接收到信号后通过红外发射器发射视觉完成信号;8.机床红外系统的红外接收器接收到信号后,将信号反馈给机床控制系统;9.机床控制系统将信号反馈给机床,机床程序判断是否完成所有点位,如未完成,则机床运动到下一点位,重复执行1-9步骤;如全部完成,则结束任务。
27.如图3所示为本发明所述视觉算法的流程图,具体步骤如下:a.对智能刀柄系统进行手眼标定,将目标在机床坐标系和视觉坐标系下的位置一一对应,从而求得两坐标系的转换关系;b.视觉系统接收到刀柄控制系统给予的外触发信号,自动执行采集一帧图像功能;c.对采集到的图像进行处理,首先对图像进行预处理,通过双边滤波去噪;d.对预处理后的图像进行自适应阈值二值化分割,获取二值化图像;e.对二值化图像进行边缘检测,检测到靶标边缘轮廓点f.对获取到的轮廓点集进行最小二乘法拟合圆,提取视觉坐标系下的圆心坐标g.按照手眼标定获取到的坐标系转换关系,将圆心坐标从视觉坐标系转换到机床坐标系下,获得机床坐标系下的圆心坐标;
h.将该坐标值按照数控机床程序格式保存在本地数据库,作为补偿后的机床轨迹点位;具体工作时,本发明所提出的基于视觉定位的智能刀柄系统及方法具体步骤可分为准备步骤、视觉定位步骤、机床加工步骤:所述准备步骤具体包括:1.将配打孔工件与待打孔工件叠放,将多个靶标分别安装在配打孔工件孔内,从而通过识别靶标代替直接识别孔;2.将所述智能刀柄系统安装在机床主轴上;3.对智能刀柄系统进行手眼标定,将目标在机床坐标系和视觉坐标系下的位置一一对应,从而求得两坐标系的转换关系;4.执行数控机床初始程序。
28.所述视觉定位步骤具体包括:1.刀柄控制系统接收到刀柄红外系统的信号,将光源点亮;2.视觉系统接收到刀柄控制系统给出的外触发信号,自动执行采集一帧图像功能;2.首先对图像进行预处理,通过双边滤波去噪;3.对预处理后的图像进行自适应阈值二值化分割,获取二值化图像;4.对二值化图像进行边缘检测,检测到靶标边缘轮廓点;5.对获取到的轮廓点集进行最小二乘法拟合圆,提取视觉坐标系下的圆心坐标;6.按照手眼标定获取到的坐标系转换关系,将圆心坐标从视觉坐标系转换到机床坐标系下,获得机床坐标系下的圆心坐标;7.将该坐标值按照数控机床程序格式保存在本地数据库;8.发送反馈信号给刀柄控制系统。
29.所述机床加工步骤具体包括:1.将配打孔工件取下;2.运行视觉定位检测后新生成的数控机床程序文件;3.对待打孔工件进行逐点位加工。
30.圆心坐标指的是圆孔中心坐标,不单指该坐标在哪个坐标系下。其可以是“视觉坐标系下的圆心坐标”,也可以是“机床坐标系下的圆心坐标”,物理空间不同。
31.综上所述,本发明提出了一种基于视觉定位的智能刀柄系统及方法,该系统主要用于解决大型工件人工配打孔的难题,其主要包括机械系统、视觉系统、控制系统、红外系统,其中机械系统包括刀柄、机械连接件;视觉系统包括相机、镜头、光源;控制系统包括单片机、电池;红外系统包括红外发射器、红外接收器。其中智能刀柄系统和数控机床系统各有一套单片机和红外系统,将数控机床线路与机床控制系统中的单片机硬件连接,智能刀柄系统线路与刀柄控制系统中的单片机硬件连接,机床红外系统与刀柄红外系统信号连接,从而实现数控机床和智能刀柄系统的通信。本发明设计了一种高精度圆柱靶标,将多个靶标分别安装在配打孔工件孔内,从而通过识别靶标代替直接识别孔,改善孔精度差带来的识别误差,提高视觉定位精度与机床轨迹规划精度。可以理解的是,对本领域普通技术人员来说,可以根据本发明的技术方案及本发明构思加以等同替换或改变,而所有这些改变或替换都应属于本发明所附的权利要求的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1