一种具有交叉对冲流场的切入式扫掠电解加工工具
1.本发明涉及电解加工技术领域,特别是涉及一种具有交叉对冲流场的切入式扫掠电解加工工具。
背景技术:
2.飞机、运载火箭等大型装备中具有不少框、梁、连接件等大尺寸薄壁零部件,由于所述零部件服役环境恶劣,承受的载荷大,通常采用钛合金等难切削材料。在常规加工中,大尺寸零部件的制造主要依赖数控铣削,铣削过程中,材料去除量大、刀具损耗严重,此外在加工部分薄壁大尺寸结构件时,数控铣削的加工切削力也也会导致加工工件的变形,因此大尺寸难切削材料结构件的制造难度大,加工成本极高。
技术实现要素:
3.针对所述问题,本发明的目的是提供一种具有交叉对冲流场的切入式扫掠电解加工工具。
4.为实现所述目的,本发明提供了如下方案:
5.一种具有交叉对冲流场的切入式扫掠电解加工工具,包括:导流块组、工具阴极主体、摆动换向装置以及充气密封装置;所述导流块组通过螺钉固定在所述工具阴极主体上;所述摆动换向装置与所述工具阴极主体固定连接,所述摆动换向装置用于带动所述工具阴极主体摆动;所述充气密封装置固定在所述工具阴极主体上。
6.可选地,所述导流块组包括第一导流块和第二导流块。
7.可选地,所述第一导流块和所述第二导流块上均设置有进液口。
8.可选地,所述工具阴极主体包括上块和下块,所述上块和所述下块通过螺钉拼装在一起,拼合后形成在空间内两侧互相交错的腔道,且两侧的腔道在空间内互不干涉。
9.可选地,所述工具阴极主体上设置有凹槽,所述充气密封装置通过所述凹槽装配在所述工具阴极主体上。
10.可选地,所述充气密封装置包括充气气囊。
11.根据本发明提供的具体实施例,本发明公开了以下技术效果:
12.(1)本发明的工具阴极上端装配有换向摆动装置,使得工具阴极加工时能相对工件被加工面倾斜一定角度,并通过工具阴极的倾斜向下运动切入工件,实现切入式扫掠,能够大幅提升材料的去除率;
13.(2)本发明采用两侧导流块分别进液,可以根据两侧加工区的不同需要灵活调节两侧加工区流场,提高了加工区内的电解液流速与流量,从而能够及时高效地带走加工区的电解产物和热量,极大提高了电解加工效率以及稳定性;
14.(3)本发明采用充气密封装置对加工区电解液进行密封,使得封液装置不会因为工件表面的不平整而封液失效,降低了工件表面平整性要求,增大了了本发明的适用范围;
15.(4)本发明的上端摆动换向装置能够与机床配合,能够实现复杂的扫掠轨迹,增加
了本发明使用的灵活性。
附图说明
16.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
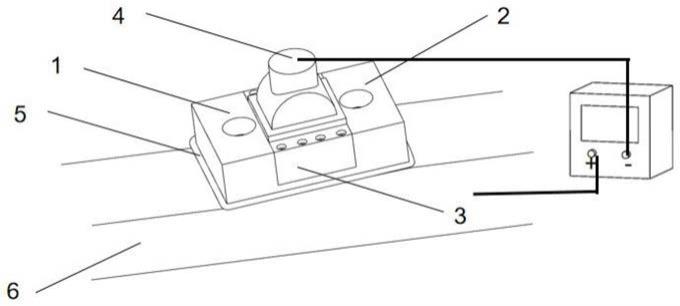
17.图1为本发明实施例具有交叉对冲流场的切入式扫掠电解加工工具的结构示意图;
18.图2为本发明实施例具有交叉对冲流场的切入式扫掠电解加工工具的各组成部分结构示意图;
19.图3为工具阴极底面的渐阔流道;
20.图4为本发明的加工过程示意图。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.为使本发明的所述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
23.如图1-3所示,本发明提供的具有交叉对冲流场的切入式扫掠电解加工工具,包括:导流块组、工具阴极主体3、摆动换向装置4以及充气密封装置5。
24.所述导流块组包括第一导流块1和第二导流块2;第一导流块1和第二导流块2通过螺钉固定在工具阴极主体3上。第一导流块1和第二导流块2上端有进液口用于电解液进入,内部开有空腔,进入空腔内的电解液由工具阴极主体3两端的狭槽进入工具阴极主体3。设置左右两个导流块,可以分别调节进入两个导流块中的电解液流量以分别控制两侧加工区的流场。
25.所述工具阴极主体3包括上块7和下块8,所述上块7和所述下块8通过螺钉拼装在一起,拼合后形成在空间内两侧互相交错的腔道,且两侧的腔道在空间内互不干涉。电解液经由腔道实现交错分流,分流后的电解液呈束状间断分布且在空间中互不干涉。两侧束状电解液相对冲向加工区后通过一段渐阔流道实现电解液在加工区内的均匀分布。
26.所述摆动换向装置4与工具阴极主体3固定在一起,摆动换向装置4能够带动工具阴极摆动,从而使得工具阴极加工面相对工件6被加工面倾斜一定角度,从而实现工具阴极切入工件6。摆动换向装置4可以设定移动轨迹,从而控制工具阴极主体3的移动轨迹,通过对工件阴极移动轨迹的设计,即可实现复杂曲面结构件的高效加工。
27.作为一种优选的方案,工具阴极主体3加工面倾斜角度为1~3度,具体倾斜角度由每次扫掠需要去除的量决定。具体加工时,首先借由摆动换向装置4使工具阴极主体3倾斜向下切入工件,随后开始平动进给,当工具阴极主体3加工至工件6末端时,通过摆动换向装
置4更改倾斜方向,重新倾斜向下切入工件,并开始往回加工,以实现往复地扫掠式加工。所需阴极结构可用于大型结构件的粗加工,在实际工程需要中,所加工工件通常是复杂的曲面结构。因此所述工具阴极主体3上端装配的摆动换向装置,能够控制工具阴极主体3的扫掠轨迹,通过对阴极扫掠轨迹设计,即可实现复杂曲面结构件的高效加工。
28.所述充气密封装置5通过工具阴极主体3上的凹槽装配在工具阴极主体3上;充气密封装置5包括充气气囊。在加工时,通过向气囊5内充气,通过膨胀的气囊对加工区四周进行密封,在电解液出口形成背压。
29.在敞开式的电解加工环境中,电解液的密封效果好坏决定着电解加工工件表面质量的优劣。由于本发明的工具阴极一直处于在加工工件表面滑移的状态,此外所需加工的工件表面并不会十分平整,时常是凹凸不平的,如果采用刚性材料进行密封,必定会因为和加工工件的干涉而导致密封效果很差,所以必须使用软性材料以实现不平整加工表面的电解液密封需求。为了在工具阴极运动过程中实现电解液的密封,本发明于工具阴极四周装配了充气气囊,当进行电解加工时,往充气气囊内充气。通过膨胀的气囊实现电解液的密封,能够有效应对加工毛坯表面凹凸不平,以提升本发明的加工环境适应性。
30.如图4所示,本发明提供的具有交叉对冲流场的切入式扫掠电解加工工具的操作过程如下:
31.步骤a、工具阴极加工面移动至与工件阳极被加工面平行,且留有一定初始间隙。阴极四周充气密封装置开始充气。电解液从工具阴极两端进液口进入导流块,之后进入工具阴极内部交叉分流为若干电解液束。电解液束在渐阔流道的作用下在加工区平铺开来,实现加工区流场的均匀。工具阴极连接电源负极,加工工件连接电源正极,在工具阴极与加工工件之间通电。
32.步骤b、工具阴极在上端摆动换向装置带动下,倾斜一定角度,同时工具阴极向垂直工件阳极表面方向进给,工具阴极倾斜向下切入工件。
33.步骤c、工具阴极在上端摆动换向装置带动下开始进给。
34.步骤d、工具阴极加工至工件末端。
35.步骤e、摆动换向装置改变摆动方向,改变工具阴极加工面与工件阳极表面倾角朝向,工具阴极倾斜向下切入工件。
36.步骤f、摆动换向装置改变工具阴极进给方向,实现往复地扫掠式加工。
37.本发明的有益效果为:
38.(1)本发明的工具阴极上端装配有换向摆动装置,使得工具阴极加工时能相对工件被加工面倾斜一定角度,并通过工具阴极的倾斜向下运动切入工件,实现切入式扫掠,能够大幅提升材料的去除率。工具阴极切入工件后,将进行平动扫掠,扫掠至工件末端后,工具阴极将改变倾斜角度的朝向,再次倾斜向下切入工件,从末端开始向初始端加工,实现往复扫掠,避免了因为工具阴极运动停止导致加工时间浪费,提高了加工效率。
39.(2)本发明采用两侧导流块分别进液,可以根据两侧加工区的不同需要灵活调节两侧加工区流场。同时,电解液通过工具阴极内两侧交错的腔道以一定角度交叉相对冲入加工区,解决了传统流场方式中电解液由于直接正面撞击工件而导致的动能损失,并且电解液是两侧同时进液,提高了加工区内的电解液流速与流量,从而能够及时高效地带走加工区的电解产物和热量,极大提高了电解加工效率以及稳定性。工具阴极的加工过程中,需
要进行摆动以及换向运动,本发明提出的交叉对冲流场能很好地适应这一运动方式,能够在摆动以及换向的过程中保证流场的稳定性。本发明的阴极加工面设计有渐阔流道,使得电解液在加工区冲刷的过程中能均匀分布,以避免束状电解液加工导致的工件表面流纹以及工件材料去除量不均匀等问题。
40.(3)本发明采用充气气囊对加工区电解液进行密封,此外充气后的气囊能够实现在加工工件上滑移,由于气囊的柔性特性,使得封液装置不会因为工件表面的不平整而封液失效,充气气囊式封液方法降低了工件表面平整性要求,增大了了本发明的适用范围。
41.(4)本发明的上端摆动换向装置能够与机床配合,能够实现复杂的扫掠轨迹,增加了本发明使用的灵活性,能够加工出各式复杂曲面,以及能够满足一些复杂大型构件的加工要求。
42.本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
43.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1