一种控制带钢张力在加减速过程中稳定的方法与流程
1.本发明涉及冶金行业的处理线带钢张力控制技术领域,更具体地说,涉及一种控制带钢张力在加减速过程中稳定的方法。
背景技术:
2.在处理线的生产运行过程中,带钢从机组一处运行到另一处时,要求保持一定的稳定张力,以使带钢能够顺利地通过生产线。例如:带钢有了足够的稳定张力,在通过生产线时才不会跑偏。而具体张力值的大小则根据工艺段涉及的处理工艺不同而有所不同。
3.一般说来,张力控制分为两种:一种是通过转矩变量调节张力的张力控制,即通过控制电机的输出转矩来间接地控制负载的张力,此时,较大的输出转矩就意味着较大的带钢张力;另一种是通过速度变量调节张力的张力控制,即通过把附加速度强加于带钢经过的相邻两个传动点(组)中的一个,使之产生速度给定偏差。由于速度给定的不同,运行时相应传动点(组)的速度调节器就会按照各自给定的速度值进行调节,两个点间的带钢就会有互相拉拽的趋势,这样就产生了两点间的带钢张力。
4.在通过速度变量调节张力的张力控制过程中,张力调节器是控制的核心。现有处理线带钢的张力控制主要的检测点采用实际张力控制。张力的设定值与张力计的反馈值经过张力控制器运算处理后,得到补偿值来控制电机的转速差,达到控制带钢张力的目的。且张力控制器pi参数设置为常数,生产线在调试中选择中规格的带钢在中等速度下调整pi参数,让张力控制达到最优后即使用该pi参数。由于pi参数固定不变,当生产线在变规格及加减速时张力波动较大,会影响带钢产品的质量。
5.经检索,专利号为zl201410584265.0的申请案,公开了一种保证处理线上带钢张力稳定的张力辊控制方法;该申请案的步骤如下:1)plc接收处理线上运行带钢的屈服强度和厚度参数;2)根据前述参数设定plc的张力辊力矩控制参数qn;3)当处理线上带钢恒速运行时,通过将调节系数a设定为最小值控制张力辊力矩控制器;当带钢处于加减速时,调大所有张力辊力矩控制器调节系数a;当处于加减速的带钢加速度超过加速度变化死区范围时,将所有张力辊力矩控制器调节系数a设为最大值。该申请案能够保证张力辊张力稳定、避免张力振荡对产品质量的影响。
6.专利号为zl 2017113184721的申请案,公开了一种用于冷轧处理线带钢速度设定和带钢定位控制的方法;该申请案的控制结构为串级闭环控制结构,由内向外包括如下控制结构:加速度控制环,速度控制环,定位控制环。由加速度控制环和速度控制环构成带钢速度设定方法的控制结构;带钢速度设定方法的设定值具有平滑功能,能避免带钢在加减速时由不同设备响应造成的张力突变,实现传动设备的协同稳定运行。
7.但上述申请案在不同带钢规格及不同速度下的控制精度不高,在加/减速过程中的控制稳定性也有待增强。
技术实现要素:
8.1.发明要解决的技术问题
9.本发明充分考虑处理线的设备和生产工艺的情况,结合丰富的自动化专业知识和现场经验,提供了一种控制带钢张力在加减速过程中稳定的方法,以降低现有技术中带钢在加减速过程中张力波动较大的问题。
10.2.技术方案
11.为达到上述目的,本发明提供的技术方案为:
12.本发明的一种控制带钢张力在加减速过程中稳定的方法,通过安装在张紧辊或压辊上的压力传感器,把压力信号折算成带钢张力信号,通过张力控制器控制处理线上变频器的速差,来控制带钢张力;控制张力控制器的放大倍数k
p1
根据生产线的速度自适应跟随,同时根据带钢实际截面积自动增/减k
p1
系数,获得张力控制器随速度和带钢实际截面积自适应变化的k
p
值。
13.更进一步地,张力控制器的放大倍数确定公式如下:
14.k
p1
=((y
1up-y
1li
)/(n
max-n
min
))
×
(n
act-n
min
)+y
1li
15.式中,k
p1
:速度自适应放大倍数;
16.n
act
:速度实际值;
17.n
max
:速度最大限幅值;
18.n
min
:速度最小限幅值;
19.y
1up
:速度最大限值时的输出值;
20.y
1li
:速度最小限值时的输出值。
21.更进一步地,速度实际值n
act
取值在速度最大限幅值n
max
和速度最小限幅值n
min
之间,速度实际值n
act
>速度最大限幅值n
max
时,速度实际值n
act
按照速度最大值限幅计算,当速度实际值n
act
<n
min
时,速度实际值n
act
按速度最小值限幅计算。
22.更进一步地,带钢截面积自适应放大倍数k
r1
确定公式如下:
23.k
r1
=((y
2up-y
2li
)/(s
max-s
min
))
×
(s
act-s
min
)+y
2li
24.式中,s
act
:截面积实际值;
25.s
max
:截面积最大限幅值;
26.s
min
:截面积最小限幅值;
27.y
2up
:截面积最大限值时的输出值;
28.y
2li
:截面积最小限值时的输出值;
29.所述的k
p
值为张力控制器放大倍数k
p1
与带钢截面积自适应放大倍数k
r1
的乘积。
30.更进一步地,第一次张力控制器调试时选择中间规格厚度和宽度的带钢,低速时把张力控制器调成最优状态的放大倍数值赋给y
1li
,高速时把张力控制器调成最优状态的放大倍数值赋给y
1up
;并记录中等速度放大倍数的值k
p80
;然后把带钢厚度和宽度降低,接近最小厚度和宽度,在中等速度下把张力控制器调成最优状态的放大倍数与k
p80
相除后的值赋给y
2up
,然后再次改变带钢厚度和宽度,接近最大厚度和宽度,也在中等速度下把张力控制器调成最优状态的放大倍数与k
p80
相除后的值赋给y
2li
,得出y
1up
、y
1li
、y
2up
、y
2li
数据。
31.3.有益效果
32.采用本发明提供的技术方案,与已有的公知技术相比,具有如下显著效果:
33.本发明的一种控制带钢张力在加减速过程中稳定的方法,设置张力控制器的放大倍数k
p1
根据生产线的速度自适应跟随,同时根据带钢实际截面积自动增/减k
p1
系数,提高了带钢在加/减速过程中的稳定性和控制精度,能够运用到冷轧连退线,还可以推广应用到镀锌线、冷热轧平整线等工程项目。经过一段时间生产运行验证,张力控制器加/减速过程中输出稳定可靠,控制精度超过工艺设计的指标,完全满足生产控制要求,提高了冷轧处理线的控制水平和解决问题的能力。
附图说明
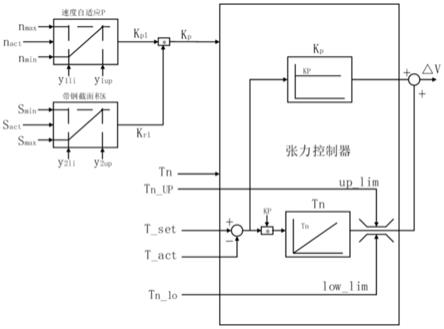
34.图1为本发明中带钢张力控制的示意图。
35.图1中tn_up和tn_lo控制器i分量限幅是必要的。实际生产中带钢可能会有打滑现象,这样会造成实际张力小于设定张力值。i分量没有限幅会让控制器达到最大值使之失去调节能力,同时使打滑的设备和线上的设备速差加大,当设备恢复正常时,大速差对带钢的冲击较大,增加断带的可能性。有了限幅速差控制在正常的范围,既不会影响生产也不会有断带危险。
具体实施方式
36.为进一步了解本发明的内容,结合附图和实施例对本发明作详细描述。
37.实施例1
38.结合图1,本实施例的一种控制带钢张力在加减速过程中稳定的方法,基于通用plc及压力传感器开发,通过安装在张紧辊或压辊上的压力传感器,把压力信号折算成带钢张力信号,通过张力控制器控制线上变频器的速差控制带钢张力,在冷轧处理线工程项目取得预期的效果。
39.本实施例中处理线plc采用s7-400的cpu控制,张力反馈信号通过profibus接口接入plc系统。
40.现场调试首先把压力传感器折算成张力信号并标定。然后控制带钢低速运行,调节张力控制器的pi参数,使张力平稳后记录pi数据,再逐步提高带钢速度再次调节pi参数使张力控制最优,最终确认i数值。p值根据调试的效果采用低速(30米/分)和高速(120米/分)来确定y
1li
和y
1up
的数值。变规格后也是根据张力控制的效果确认y
2li
及y
2up
数值。
41.现场调试张力控制器使带钢张力稳定。成功解决不同速度和规格下,带钢在加/减速过程中张力控制的稳定和精度。
42.值得说明的是,本实施例中张力控制器的放大倍数根据生产线的速度自适应跟随。张力控制器放大倍数值越大响应越高,相应的控制精度也提高。但处理线生产过程中带钢低速时值过大会不稳定,高速时值小响应慢,精度也低。为了保证稳定的同时又要提高控制精度,本实施例采用放大倍数跟随产线速度自适应功能。既保证张力的稳定又提高控制精度。
43.k
p1
=((y
1up-y
1li
)/(n
max-n
min
))
×
(n
act-n
min
)+y
1li
44.k
p1
:速度自适应放大倍数
45.n
act
:速度实际值
46.n
max
:速度最大限幅值
47.n
min
:速度最小限幅值
48.y
1up
:速度最大限值时的输出值
49.y
1li
:速度最小限值时的输出值
50.n
act
速度实际值在n
max
~n
min
区间,n
act
>n
max
时,n
act
按照最大值限幅计算,当n
act
<n
min
时,n
act
按最小值限幅计算。生产线设计的带钢速度是160米/分时。n
min
取30米/分,n
max
取120米/分。确保控制系统的稳定性。
51.带钢的截面积越大,相同长度的带钢越重,带钢作用在张紧辊上的损耗也增加,带钢在加/减速时的稳定性就越差,在相同速度情况下比截面积小的带钢放大倍数就要降低。为了保证张力控制器的稳定性和控制精度,既要考虑速度因数,也要考虑带钢的截面积因数。
52.s
act
=w
act
×
th
act
53.s
act
:带钢实际截面积
54.w
act
:带钢宽度
55.th
act
:带钢厚度
56.k
r1
=((y
2up-y
2li
)/(s
max-s
min
))
×
(s
act-s
min
)+y
2li
57.k
r1
:带钢截面积自适应放大倍数
58.s
act
:截面积实际值
59.s
max
:截面积最大限幅值
60.s
min
:截面积最小限幅值
61.y
2up
:截面积最大限值时的输出值
62.y
2li
:截面积最小限值时的输出值
63.产线带钢的生产厚度和宽度的规格变化较大,厚度在0.3mm~2.5mm、宽度在710mm~1600mm之间。第一次张力控制器调试时应选择带钢厚度和宽度靠近中间规格,低速时把张力控制器调成最优状态的放大倍数值赋给y
1li
,高速时最优的放大倍数值赋给y
1up
。并记录好中等速度放大倍数的值k
p80
。然后把带钢厚度和宽度降低,接近最小厚度和宽度,在中等速度下把调好的放大倍数与k
p80
相除后的值赋给y
2up
。然后再次改变带钢厚度和宽度,接近最大厚度和宽度,也在中等速度下把调好的放大倍数与k
p80
相除后的值赋给y
2li
。依据调试结果得出y
1up
、y
1li
、y
2up
、y
2li
数据。
64.kp值是随速度和带钢截面积自适应变化的量。同时满足了不同带钢规格及速度下的控制精度和稳定性。尤其加/减速过程中控制效果特别明显,控制精度可以提高一倍以上。
65.本实施例的一种控制带钢张力在加减速过程中稳定的方法,提高了带钢在加/减速过程中的稳定性和控制精度,可运用到冷轧连退线,也可以推广应用到镀锌线、冷热轧平整线等工程项目。经过一段时间生产运行,张力控制器加/减速过程中输出稳定可靠,完全满足生产控制要求。
66.以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1