一种封闭式支承结构T型接头单面焊双面成型方法与流程
一种封闭式支承结构t型接头单面焊双面成型方法
技术领域
1.本发明涉及一种封闭式支承结构t型接头单面焊双面成型方法。
背景技术:
2.在压力容器领域,如核电主设备支承结构件中存在一些t型接头,由于结构封闭等原因,该t型接头焊接完成后无法进行清根,故需实现单面焊双面成型。为实现焊缝根部的单面焊双面成型,保证焊缝根部熔透质量,必须控制装配精度,如错边量和装配间隙。现有支承结构件中的一些t型接头坡口形式如图1所示,包含上板坡口和底板坡口采用的焊接方法为钨极氩弧焊,但对装配精度的要求较高,尤其是上板坡口和底板坡口之间的错边量需控制在2mm以内,而如图2所示的一些支承结构(如支承环)是通过卷板形成,其椭圆度存在一些偏差,在装配时其错边量无法精确控制,此时采用钨极氩弧焊,其焊缝背面成型质量无法得到保证。
技术实现要素:
3.本发明的目的在于提供一种封闭式支承结构t型接头单面焊双面成型方法,可降低装配精度要求及对错边的敏感性,有效实现t型接头单面焊双面成型,保证根部背面熔透,同时避免根部焊穿或产生咬边等缺陷。
4.为了达到上述目的,本发明提供一种封闭式支承结构t型接头单面焊双面成型方法,包含以下步骤:
5.步骤s1、加工封闭式支承结构的焊接坡口;
6.步骤s2、装配封闭式支撑结构和底板,令所述封闭式支承结构的焊接坡口与所述底板之间存在装配间隙;
7.步骤s3、采用对称焊接和跳步焊接相结合的焊接方式以及手工电弧焊的焊接方法来焊接所述封闭式支撑结构与所述底板之间的封闭式环形焊接区域。
8.所述封闭式支承结构的焊接坡口呈v型,所述焊接坡口的外形由侧边、钝边、第一斜边和第二斜边依次连接而成。
9.所述钝边与所述底板的焊接面平行,所述钝边的长度为0.5mm~1.5mm。
10.所述第一斜边与所述底板的焊接面之间的角度为60
°
~65
°
,所述第一斜边和所述第二斜边的连接点与所述钝边之间的距离为9mm~9.5mm。
11.所述第二斜边与所述底板的焊接面之间的角度为25
°
~30
°
。
12.所述封闭式支承结构的焊接坡口与底板的焊接面之间的装配间隙为3mm~4mm。
13.所述对称焊接和跳步焊接相结合的焊接方式包含:将封闭式环形焊接区域均分为偶数个扇环形区域,其中,以封闭式环形焊接区域的直径为对称轴而呈镜像对称的任意两个扇环形区域组成一组焊接组,先选择任意一组焊接组进行焊接,然后依次选择与已经焊接完成的焊接组中的扇环形区域相隔最远的一组未焊接的焊接组进行焊接,直至已经焊接完成的所有焊接组的扇环形区域之间只相隔一个未焊接的扇环形区域,最后依次选择剩下
的多组未焊接的焊接组进行焊接。
14.所述手工电弧焊的焊接方法包含:
15.步骤s301、进行打底焊,焊料厚度达到5mm~10mm;
16.步骤s302、进行填充焊和盖面焊,直至焊料将所述封闭式支承结构的焊接坡口上的第二斜边完全覆盖。
17.打底焊采用直径3.2mm的焊条;当焊接位置为平焊时,焊接电流为100a~130a,焊接电压为25v~28v,焊接速度为60~100mm/min;当焊接位置为立焊时,焊接电流为110a~130a,焊接电压为25v~28v,焊接速度为40~80mm/min。
18.填充焊和盖面焊的焊接位置采用平焊或立焊;当焊材采用直径3.2mm的焊条,焊接电流为100a~130a,焊接电压为25v~28v,焊接速度为70~180mm/min;当焊材采用直径4.0mm的焊条,焊接电流为130a~180a,焊接电压为25v~28v,焊接速度为80~200mm/min;当焊材采用直径5.0mm的焊条,焊接电流为180a~240a,焊接电压为25v~28v,焊接速度为100~200mm/min。
19.本发明合理设计封闭式支承结构的坡口形式及尺寸,采用的v型坡口形式的钝边厚度散热条件优于u型坡口,可有效防止焊穿,本发明控制装配间隙,优化焊接工艺,可降低装配精度要求及对错边的敏感性,有效实现t型接头单面焊双面成型,保证根部背面熔透,同时避免根部焊穿或产生咬边等缺陷。
附图说明
20.图1是背景技术中t型接头的坡口示意图。
21.图2是背景技术中t型接头的坡口错边示意图。
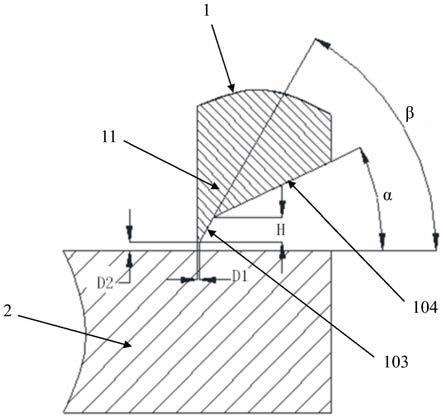
22.图3是本发明实施例中封闭式支承结构的焊接坡口示意图。
23.图4是本发明实施例中封闭式支承结构与底板的焊接位置示意图。
24.图5是本发明实施例中对封闭式环形焊接区域进行对称焊接和跳步焊接的示意图。
25.图6是本发明实施例中对封闭式环形焊接区域进行手工电弧焊的示意图。
具体实施方式
26.以下根据图3~图6,具体说明本发明的较佳实施例。
27.针对背面无法清根、错边量无法保证在2mm内的t型接头,本发明通过合理设计坡口形式及尺寸,控制装配间隙,优化焊接工艺,可降低装配精度要求及对错边的敏感性,有效实现封闭式支承结构t型接头单面焊双面成型。
28.在本发明的一个实施例中,提供一种封闭式支承结构t型接头单面焊双面成型方法,具体包含以下步骤:
29.步骤s1、加工封闭式支承结构的焊接坡口;
30.在本发明中,底板侧无需加工坡口,仅仅在封闭式支承结构侧加工焊接坡口;
31.如图3和图4所示,在本实施例中,以水平支撑环为例,在所述水平支撑环1的底部加工焊接坡口11,所述焊接坡口11呈v型,所述焊接坡口11的外形由侧边101、钝边102、第一斜边103和第二斜边104依次连接而成,所述侧边101即是所述水平支撑环1的内侧壁,所述
钝边102与底板2的焊接面平行,所述钝边102的长度d1为0.5mm~1.5mm,所述第一斜边103与所述底板2的焊接面之间的角度β为60
°
~65
°
,所述第一斜边103和所述第二斜边104的连接点与所述钝边102之间的距离h为9mm~9.5mm,所述第二斜边104与所述底板2的焊接面之间的角度α为25
°
~30
°
。所述焊接坡口11的在第一斜边侧的底部角度大,保证底部坡口宽度,便于施焊,保证焊接质量,同时在第二斜边侧的角度小,避免坡口过宽,减小填充金属,控制变形。
32.步骤s2、装配封闭式支撑结构和底板;
33.如图4所示,在本实施例中,采用工装装配底板2和水平支撑环1,确保所述水平支撑环1的坡口11的钝边102与底板2的焊接面之间的距离d2为3mm~4mm,由于底板2的焊接面上不设置坡口,因此底板2和水平支撑环1之间不存在错边情况。
34.步骤s3、采用对称焊接和跳步焊接相结合的焊接方式以及手工电弧焊(smaw)的焊接方法来焊接封闭式环形焊接区域;
35.所述对称焊接和跳步焊接相结合的焊接方式是指:将封闭式环形焊接区域均分为偶数个扇环形区域,其中,以封闭式环形焊接区域的直径为对称轴而呈镜像对称的任意两个扇环形区域组成一组焊接组,先选择任意一组焊接组进行焊接,然后依次选择与已经焊接完成的焊接组中的扇环形区域相隔最远的一组未焊接的焊接组进行焊接,直至已经焊接完成的所有焊接组的扇环形区域之间只相隔一个未焊接的扇环形区域,最后依次选择剩下的多组未焊接的焊接组进行焊接。
36.如图5所示,在本发明的一个实施例中,将封闭式环形焊接区域均分为1~8共八个区域,对称区域分别为1和5、2和6、3和7、4和8,采取对称焊接和跳步焊接相结合的方式进行焊接,以控制焊接变形,即焊接顺序为:[1和5]
→
[3和7]
→
[2和6]
→
[4和8]。
[0037]
如图6所示,所述手工电弧焊的焊接方法包含:
[0038]
步骤s301、进行打底焊,焊料厚度达到5mm~10mm,此时焊料将所述封闭式支承结构的焊接坡口11上的钝边102完全覆盖,并部分覆盖第一斜边103;在本实施例中,打底焊采用直径3.2mm的小尺寸焊条,当焊接位置为平焊时,焊接电流为100a~130a,焊接电压为25v~28v,焊接速度为60~100mm/min,当焊接位置为立焊时,焊接电流为110a~130a,焊接电压为25v~28v,焊接速度为40~80mm/min;
[0039]
步骤s302、进行填充焊和盖面焊,直至焊料将所述封闭式支承结构的焊接坡口11上的第二斜边104完全覆盖;在本实施例中,填充焊和盖面焊的焊接位置采用平焊或立焊,当焊材采用直径3.2mm的焊条,焊接电流为100a~130a,焊接电压为25v~28v,焊接速度为70~180mm/min,当焊材采用直径4.0mm的焊条,焊接电流为130a~180a,焊接电压为25v~28v,焊接速度为80~200mm/min,当焊材采用直径5.0mm的焊条,焊接电流为180a~240a,焊接电压为25v~28v,焊接速度为100~200mm/min。
[0040]
本发明合理设计封闭式支承结构的坡口形式及尺寸,采用的v型坡口形式的钝边厚度散热条件优于u型坡口,可有效防止焊穿,本发明控制装配间隙,优化焊接工艺,可降低装配精度要求及对错边的敏感性,有效实现t型接头单面焊双面成型,保证根部背面熔透,同时避免根部焊穿或产生咬边等缺陷。
[0041]
需要说明的是,在本发明的实施例中,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺
时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述实施例,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
[0042]
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
[0043]
尽管本发明的内容已经通过上述优选实施例作了详细介绍,但应当认识到上述的描述不应被认为是对本发明的限制。在本领域技术人员阅读了上述内容后,对于本发明的多种修改和替代都将是显而易见的。因此,本发明的保护范围应由所附的权利要求来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1