一种双面多刃螺纹刀片及切削刀具的制作方法
1.本发明涉及切削加工,尤其涉及一种双面多刃螺纹切削刀片及切削刀具。
背景技术:
2.可转位数控刀片通常具有多个切削刃,切削刃的数量即可转位次数。一般情况下,可转位次数越多,刀片的经济性越高,一定程度上可以降低切削加工的刀具成本。通常刀片的切削刃是对称结构,刃长相同,每个切削刃在切削加工的时候要保证有足够的刃长、合理切削后角,且其余切削刃不会对工件形成干涉,每个切削刃部位也要有足够的空间便于排屑,这样就对刀片结构以及切削刃的数量形成了限制。
3.中国专利cn104364036a公开的一种双面可转位车螺纹镶装刀片,该结构具有五个沿刀片孔中心轴线均匀分布的切削部,每个切削部包括两个相反的割尖。即每个切削部上的两个割尖为方向相反的对称分布,非完全独立状态,在切削时,这种结构每一个割尖是不带后角的,需要通过将刀片安装在刀具中时,将割尖沿着被加工零件的轴线旋转一个角度,设置出一个切削后角,才能进行正常切削加工,但是这样在一定程度上使割尖的锋利性降低;如果在切削时割尖产生崩缺或断刀等情况,将有可能使同一切削部上对称分布的另一个完好的割尖遭到破坏。另一方面,这种在圆周上分布多个切削部的结构,在切削时,上方相邻切削部与之相对的割尖的存在使得排屑空间变得狭小,铁屑将有可能对上方割尖形成冲击,造成损坏。
技术实现要素:
4.本发明要解决的技术问题是克服现有技术的不足,提供一种刀片两个端面上均设有多个切削部,每个切削部完全独立,切削部在端面上不在侧面上,两个端面上的切削部互不干涉,两个端面的切削部错位布置,在切削过程中可有效避开其余切削刃,即每个切削部的损坏不会影响到其他切削部,且每个切削部均设置有切削后角,能够保证刀尖的锋利性,排屑顺畅的双面多刃螺纹刀片及切削刀具。
5.为解决上述技术问题,本发明采用以下技术方案:
6.一种双面多刃螺纹刀片,包括端面一、端面二以及连接于端面一、端面二之间的主侧面,所述端面一上设有贯穿至端面二的装夹孔,所述端面一上设有多个凸出的切削部,所述端面二上设有多个凸出的切削部,且端面一与端面二上的切削部数量相同,所述端面一上的各切削部沿着装夹孔的外周均匀布置,端面二上的各切削部沿着装夹孔的外周均匀布置,所述端面一上的切削部与端面二上的切削部错位布置,所述切削部包括刀尖以及连接于刀尖两端的第一切削刃和第二切削刃。
7.作为上述技术方案的进一步改进,所述切削部还包括刀尖后角面、第一切削刃后角面、第二切削刃后角面、前刀面和外侧面,所述刀尖后角面连设于第一切削刃后角面与第二切削刃后角面之间,所述外侧面与前刀面相对布置,所述刀尖后角面、第一切削刃后角面、第二切削刃后角面设于前刀面与外侧面之间,所述外侧面与主侧面重合,所述刀尖后角
面、第一切削刃后角面、第二切削刃后角面与前刀面相交依次形成刀尖、第一切削刃、第二切削刃。作为上述技术方案的进一步改进,所述端面一上的切削部的外侧面与端面二上相邻的切削部的外侧面相交,二者形成的交线k是外凸的。
8.作为上述技术方案的进一步改进,所述端面一上切削部的第一切削刃后角面通过阶梯面一与外侧面连接,第二切削刃后角面通过阶梯面二与端面一连接。作为上述技术方案的进一步改进,所述端面一上的各切削部在端面一上的高度h1相同,端面二上的各切削部在端面二上的高度h2相同,h1=h2。
9.作为上述技术方案的进一步改进,所述第一切削刃与第二切削刃长度相等,第一切削刃与第二切削刃之间的夹角为θ,10
°
≤θ≤110
°
。
10.作为上述技术方案的进一步改进,所述夹角θ的角分线m与装夹孔的轴线c之间的夹角为β,3
°
≤β≤20
°
。
11.作为上述技术方案的进一步改进,所述切削部的外侧面的法线n与角分线m之间的夹角为γ,70
°
≤γ≤100
°
。
12.作为上述技术方案的进一步改进,每个切削部对应的外侧面与装夹孔的轴线c之间的夹角为δ,0<δ≤20
°
13.作为上述技术方案的进一步改进,所述端面一上的切削部的前刀面与端面二上相邻的切削部的前刀面之间的夹角为α,20
°
≤α≤70
°
。
14.一种切削刀具,包括刀体,还包括上述的双面多刃螺纹刀片,所述刀体设有刀槽,所述双面多刃螺纹刀片通过紧固件安装在刀槽内,所述紧固件设于装夹孔内。
15.与现有技术相比,本发明的优点在于:
16.本发明的双面多刃螺纹刀片及切削刀具,两个端面上均设有多个相同数量的凸出的切削部,两个端面的切削部错位布置,每个切削部独立切削,在切削过程中可有效避开其余切削刃,即每个切削部的损坏不会影响到其他切削部,且每个切削部均设置有切削后角,能够保证刀尖的锋利性,排屑顺畅,也极大提高了刀片的使用经济性。
附图说明
17.图1是本发明的双面多刃螺纹刀片的立体结构示意图。
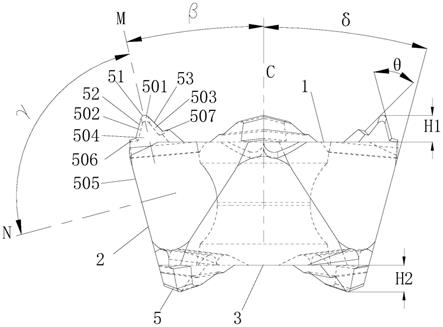
18.图2是本发明的双面多刃螺纹刀片的主视图(端面一在上)。
19.图3是图2的俯视图。
20.图4是本发明的双面多刃螺纹刀片的切削状态示意图。
21.图5是本发明的切削刀具的结构示意图
22.图中各标号表示:
23.1、端面一;2、主侧面;3、端面二;4、装夹孔;5、切削部;501、刀尖后角面;502、第一切削刃后角面;503、第二切削刃后角面;504、前刀面;505、外侧面;506、阶梯面一;507、阶梯面二;51、刀尖;52、第一切削刃;53、第二切削刃;6、刀体;61、刀槽;7、紧固件;8、工件;9、夹具。
具体实施方式
24.以下结合说明书附图和具体实施例对本发明作进一步详细说明。
25.实施例1
26.如图1至图4所示,本实施例的双面多刃螺纹刀片,包括端面一1、端面二3以及连接于端面一1、端面二3之间的主侧面2,端面一1上设有贯穿至端面二3的装夹孔4,端面一1上设有多个凸出的切削部5,端面二3上设有多个凸出的切削部5,且端面一1与端面二3上的切削部5数量相同,端面一1上的各切削部5沿着装夹孔4的外周均匀布置,端面二3上的各切削部5沿着装夹孔4的外周均匀布置,端面一1上的切削部5与端面二3上的切削部5错位布置,切削部5包括刀尖51以及连接于刀尖51两端的第一切削刃52和第二切削刃53。
27.本实施例以端面一1上设置四个切削部5、端面二3上设置四个切削部5为例。两个端面上的切削部5结构相同。每个切削部5是相互独立的,由相对的端面向所在端面方向、且是远离所在端面方向延伸的,即切削部5在各自所在的端面上,不在主侧面2上,端面一1上的切削部5的延伸方向为端面二3至端面一1的方向,端面二3上的切削部5的延伸方向为端面一1至端面二3的方向。两个端面上的8个切削部5可以独立切削8次。
28.该双面多刃螺纹刀片,两个端面上均设有多个切削部5,每个切削部5完全独立,切削部5在端面上不在侧面上,两个端面上的切削部5互不干涉,两个端面上的切削部5错位布置,在切削过程中可有效避开其余切削刃,且排屑顺畅。
29.本实施例中,端面一1上的各切削部5在端面一1上的高度h1相同,端面二3上的各切削部5在端面二3上的高度h2相同,h1=h2。这样所有切削部5均是相同的。
30.本实施例中,切削部5还包括刀尖后角面501、第一切削刃后角面502、第二切削刃后角面503、前刀面504和外侧面505,刀尖后角面501连设于第一切削刃后角面502与第二切削刃后角面503之间,外侧面505与前刀面504相对布置,刀尖后角面501、第一切削刃后角面502、第二切削刃后角面503设于前刀面504与外侧面505之间,外侧面505与主侧面2重合,刀尖后角面501、第一切削刃后角面502、第二切削刃后角面503与前刀面504相交依次形成刀尖51、第一切削刃52、第二切削刃53。每个切削部均设置有切削后角,能够保证刀尖的锋利性。
31.其中,第一切削刃52与第二切削刃53长度相等,第一切削刃52与第二切削刃53之间的夹角θ的范围为10
°
~110
°
。夹角θ可以满足较大范围内各种不同的角度设置。
32.本实施例中,夹角θ的角分线m与装夹孔4的轴线c之间的夹角β的范围为3
°
~20
°
。夹角β的设置是为了使刀片装夹在切削刀具的刀槽61中时,刀片的中心轴线c与刀具长度方向成一定的角度,使切削加工时,与该切削部5在同一端面上的其余切削部5在被加工工件的轴向方向避开工件表面,不形成干涉。
33.本实施例中,端面一1上的切削部5的前刀面504与端面二3上相邻的切削部5的前刀面504之间的夹角α范围为20
°
~70
°
。说明位于端面一1和端面二3上的切削部5,在以中心轴线c的圆周方向上是相互错开成一定角度的,使切削加工时,使与该切削部5在位于相对端面上的其余切削部在被加工工件的径向方向避开工件端面,不形成干涉。
34.本实施例中,端面一1上的切削部5的外侧面505与端面二3上相邻的切削部5的外侧面505相交,二者形成的交线k是外凸的。
35.本实施例中,端面一1上切削部5的第一切削刃后角面502通过阶梯面一506与外侧面505连接,第二切削刃后角面503通过阶梯面二507与端面一1连接。
36.本实施例中,切削部5的外侧面505的法线n与角分线m之间的夹角γ的范围为70
°
~100
°
。
37.本实施例中,不管是端面一1上还是端面二3上的切削部5,每个切削部5对应的外侧面505与装夹孔4的轴线c之间的夹角为δ,0<δ≤20
°
,当该刀片装夹在刀体6上时,端面二3朝下作为定位面,刀片在刀体6的刀槽61内是倾斜的,如图4所示,在进行切削螺纹时,当前正在对工件8进行螺纹切削工作的切削部5(为了区别标定为切削部5a)位于端面一1上,在端面二3上的切削部5(为了区别标定为切削部5b)与切削部5a对应,切削部5b在切削部5a的下方,相对主侧面2没有向左凸出,从而不会与装夹工件8的夹具9产生干涉,这是源于外侧面505与装夹孔4的轴线c之间的夹角δ获得的,如果夹角δ为0(外侧面505与端面一1垂直),那么外侧面505与切削部5b会向左凸出,从而与夹具9产生干涉。同理,当刀片翻转180
°
进行安装时,其原理是一样的。
38.实施例2
39.如图5所示,本实施例的切削刀具,包括刀体6,还包括上述实施例1的切削刀片,刀体6设有刀槽61,切削刀片通过紧固件7安装在刀槽61内,紧固件7设于装夹孔4内。
40.本实施例中,紧固件7优选为螺栓。
41.虽然本发明已以较佳实施例揭露如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1