一种金属卡箍成型设备的制作方法
1.本发明涉及一种金属卡箍成型的技术领域,尤其是一种金属卡箍成型设备。
背景技术:
2.金属卡箍用于捆绑工件,主要用于捆绑发条。现有的金属卡箍成型方法,一般采用人工将金属丝按预设长度进行裁切,然后将裁切后的金属丝缠绕于圆轴上对金属丝两端部缠绕形成麻花部进行折弯,此操作效率低下,不适合大批量生产使用。如果进行大批量生产需要较多人工进行操作,使得人工成本提升,导致生产成本较高,同时人工劳动强度较大,基于上述缺陷发明人进行了研究及测验,而产生了一种可自动生产成型金属卡箍的设备。
技术实现要素:
3.本发明的目的是为了解决上述技术的不足而设计的一种金属卡箍成型设备,其具体结构及成型方式如下。
4.本发明所设计的一种金属卡箍成型设备,包括:金属丝输送机构,其包括上输送轮和下输送轮,上输送轮和下输送轮同步相对旋转,使位于上输送轮和下输送轮之间待加工的金属丝输送并捋直;位于金属丝输送机构旁侧的金属丝成圈机构,其包括成圈圆轴、金属丝压紧装置和第一金属丝顶压装置,经捋直并输送的金属丝置于成圈圆轴的外周面上后,金属丝压紧装置压紧置于成圈圆轴上的金属丝,成圈圆轴旋转,对持续输送的金属丝进行沿成圈圆轴的圆周面初步折弯呈半圆弧状金属丝后停止;第一金属丝顶压装置动作将半圆弧形状的金属丝中部压紧,成圈圆轴旋转,同时金属丝输送机构再次启动持续输送金属丝,对延续输送的金属丝进行沿成圈圆轴的圆周面进行折弯圆弧,并与初步折弯呈半圆弧状金属丝相结合而形成非闭环式的圈体;金属丝裁剪机构,其裁切时临近成圈圆轴,裁切完成后远离成圈圆轴,并且,包括固定剪体和活动剪体,待输送的金属丝置于固定剪体上输送,且活动剪体动作对非闭环式的圈体一端部与待输送金属丝之间的裁切部进行裁切;位于金属丝成圈机构旁侧的缠绕机构,其包括第一旋转驱动装置和夹持装置,成圈圆轴旋转使非闭环式的圈体上两根呈相互交叉的缠绕体位于夹持装置的两夹爪之间,待夹持装置的两夹爪闭合,第一旋转驱动装置驱动夹持装置旋转,使两根相互交叉的缠绕体缠绕而形成竖直状的麻花部,以形成闭环式的圈体,同时第一金属丝顶压装置退开远离闭环式的圈体;位于金属丝成圈机构旁侧的剪切机构,其包括两个活动剪刀,成圈圆轴旋转将闭环式的圈体的麻花部端部输送至两个活动剪刀之间,且两个活动剪刀动作对麻花部端部进行剪切,剪切完成后成圈圆轴再次旋转,将裁切后的麻花部输送至与远离闭环式圈体的第一金属丝顶压装置对应,第一金属丝顶压装置动作将竖直状麻花部顶压呈卧式状态,进而形成金属卡箍。
5.作为优选,金属丝压紧装置还包括安装套、第二旋转驱动装置、第一气缸、第二气缸、连杆、伸缩弹簧、l型活动杆和呈卧式状态的t型活动杆,成圈圆轴的后端部安装于安装套的圆孔中,第二旋转驱动装置与成圈圆轴的后端部连接,安装套上固定有安装座;第一气缸、第二气缸上下堆叠设置,并安装于安装套的后端;t型活动杆的横向部一端与安装座的前端销轴铰接,t型活动杆的纵向部端部位于成圈圆轴的前端部上方,t型活动杆的纵向部端部设置有压紧块,l型活动杆的纵向部下端销轴铰接于安装座的后端,l型活动杆的纵向部端部与第一气缸的活塞杆对应,l型活动杆的横向部端部与第二气缸的活塞杆对应,连杆的两端分别销轴铰接于t型活动杆的横向部另一端和l型活动杆的纵向部上端,伸缩弹簧的两端分别销轴铰接于安装座前端和l型活动杆的纵向部下端。
6.作为优选,金属丝输送机构还包括安装板、横向平移驱动机构和横向平移板,安装板固定于横向平移板上,横向平移板安装于横向平移驱动机构上,上输送轮和下输送轮分别通过转轴旋转式安装在安装板上,金属丝裁剪机构安装于安装板上,并对应位于上输送轮与下输送轮之间的输送空间的出丝部。
7.作为优选,金属丝裁剪机构还包括板体、第一升降驱动气缸、第一竖直导轨和竖直滑移块,板体固定于安装板上,第一升降驱动气缸、第一竖直导轨分别呈竖直状固定在板体上,竖直滑移块固定于第一竖直导轨的滑块上,活动剪体固定于竖直滑移块上,固定剪体固定在板体上,第一升降驱动气缸的活塞杆通过连接板与竖直滑移块固定相连,固定剪体上设置有v型槽,活动剪体包括与v型槽位置对应的剪切部。
8.作为优选,上输送轮和下输送轮的轮面上设置有滚花。
9.作为优选,第一金属丝顶压装置包括第一顶压块和驱动第一顶压块平移的第一平移驱动装置,第一平移驱动装置驱动第一顶压块动作将成圈圆轴上的圆弧形状金属丝压紧。
10.作为优选,金属丝成圈机构包括还包括第二金属丝顶压装置,第二金属丝顶压装置位于第一金属丝顶压装置下方,第二金属丝顶压装置在麻花部形成前及麻花部推压呈卧式结构前动作;第二金属丝顶压装置包括第二顶压块和驱动第二顶压块平移的第二平移驱动装置,第二平移驱动装置驱动第二顶压块动作将成圈圆轴上的圆弧形状金属丝压紧。
11.作为优选,剪切机构还包括第二升降驱动气缸、第二竖直导轨和自动剪刀,第二升降驱动气缸的活塞杆与自动剪刀连接,第二竖直导轨的滑块与自动剪刀固定。
12.作为优选,自动剪刀包括壳体、第三升降驱动气缸、张力弹簧和锥形圆台体,两个活动剪刀的中部分别销轴铰接与壳体的上内腔中,第三升降驱动气缸固定于壳体的下内腔中,锥形圆台体位于两个活动剪刀的下端之间,锥形圆台体的锥形面与两个活动剪刀的下端接触,张力弹簧的两端分别与两个活动剪刀上部连接。
13.作为优选,缠绕机构还包括伺服驱动电机、旋转盘、升降导轨、升降杆和联动杆,升降杆滑动式安装于升降导轨上,升降杆上固定有升降板,升降板上固定有第一旋转驱动装置,旋转盘固定于伺服驱动电机的转轴上,升降杆的下端与联动杆的一端销轴铰接,联动杆的另一端与旋转盘的偏心部销轴铰接。
14.作为优选,还脱料机构,脱料机构包括套于成圈圆轴上的脱料套和脱料驱动装置,脱料驱动装置驱动脱料套平移,使成圈圆轴上的金属卡箍从成圈圆轴上脱落而下料,脱料驱动装置固定于安装套上;在成圈圆轴的前端面处设置有落料引导杆和落料挡板,落料引
导杆贯穿落料挡板的长形通孔,落料引导杆的下方设置有料盒。
15.本发明所设计的一种金属卡箍成型设备,其设备利用自动输送金属丝,并对自动输送的金属丝进行自动成型圈体及金属丝裁切,在圈体成型后自动进行打麻花部以及麻花部折弯操作后,自动下料,完成金属卡箍成型,该自动化操作方式提升了生产效率,并且适合大批量生产使用,降低了生产成本及人工劳动强度。
附图说明
16.图1是整体结构示意图;图2是a处放大图;图3是b处放大图;图4是局部视图;图5是成圈圆轴部位结构示意图(一);图6是成圈圆轴部位结构示意图(二);图7是成圈圆轴部位结构示意图(三);图8是自动剪刀结构示意图;图9是闭环式的圈体成型麻花部的生产流程图。
17.图中:金属丝输送机构1、安装板11、上输送轮12、下输送轮13、横向平移驱动机构14、横向平移板141、横向平移气缸142、横向直线导轨143、出丝部15、第一从动齿轮17、第一主动齿轮18、金属丝成圈机构2、成圈圆轴21、金属丝压紧装置22、第一气缸221、第二气缸222、l型活动杆223、t型活动杆224、伸缩弹簧225、连杆226、安装座227、第一金属丝顶压装置23、第一顶压块231、第一平移驱动装置232、第二金属丝顶压装置24、第二平移驱动装置241、第二顶压块242、第二旋转驱动装置25、伺服电机251、第二主动齿轮252、第二从动齿轮253、安装套28、压紧块29、缠绕机构3、第一旋转驱动装置31、夹持装置32、伺服驱动电机33、旋转盘34、升降导轨35、长形孔36、升降杆37、升降板38、联动杆39、剪切机构4、第二升降驱动气缸41、第二竖直导轨42、自动剪刀43、活动剪刀430、壳体431、上内腔432、下内腔433、第三升降驱动气缸434、锥形圆台体435、刀刃部436、张力弹簧437、金属丝裁剪机构5、板体51、第一升降驱动气缸52、竖直滑移块53、活动剪体54、剪切部541、固定剪体55、v型槽551、第一竖直导轨56、连接板57、落料挡板6、长形通孔61、落料引导杆7、料盒8、脱料机构9、脱料套91、脱料驱动装置92、金属丝100、机架200、安装孔201、外壳300、缠绕体501、麻花部502。
具体实施方式
18.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员所获得的所有其他实施例,都属于本发明保护的范围。
19.实施例:如附图1-9所示,本实施例所描述的一种金属卡箍成型设备,包括机架200、外壳300、金属丝输送机构1、位于金属丝输送机构1旁侧的金属丝成圈机构2、金属丝裁剪机构5、位于金属丝成圈机构2旁侧的缠绕机构3、位于金属丝成圈机构2旁侧的剪切机构4、以及脱
料机构9,外壳300固定于机架200上,金属丝输送机构1、金属丝成圈机构2、金属丝裁剪机构5、缠绕机构3、剪切机构4和脱料机构9置于外壳300内,金属丝输送机构1、金属丝成圈机构2、金属丝裁剪机构5、缠绕机构3、剪切机构4和脱料机构9分别与plc控制器相连并受其控制,plc控制器中内置运行及控制程序,以对金属丝输送机构1、金属丝成圈机构2、金属丝裁剪机构5、缠绕机构3、剪切机构4和脱料机构9等的动作进行控制。
20.在本实施例中,金属丝输送机构1包括上输送轮12、下输送轮13、安装板11、横向平移驱动机构14和横向平移板141,安装板11固定于横向平移板141上,横向平移板141安装于横向平移驱动机构14上,上输送轮12和下输送轮13分别通过转轴旋转式安装在安装板11上,金属丝裁剪机构5安装于安装板11上,并对应位于上输送轮12与下输送轮13之间的输送空间的出丝部15。其结构设置使得金属丝向成圈机构方向输送较为稳定,并在输送过程中将金属丝100进行捋直,以便于进行自动化成圈生产。
21.优选地,上输送轮12和下输送轮13的轮面上设置有滚花,利用滚花使得金属丝100表面形成纹路,通过纹理使得成型的金属卡箍在捆绑物品时避免发生打滑。
22.基于上述,下输送轮13的转轴上套接固定有第一从动齿轮17,因此在安装板11上通过转轴旋转式安装有第一主动齿轮18,第一主动齿轮18与第一从动齿轮17啮合传动,安装板11上固定有旋转驱动电机,旋转驱动电机的转轴与第一主动齿轮18的转轴连接,所以旋转驱动电机驱动第一主动齿轮18旋转后带动第一从动齿轮17旋转,使得下输送轮13旋转,下输送轮13旋转促使金属丝100移动输送,实现上输送轮12和下输送轮13同步相对旋转,将位于上输送轮12和下输送轮13之间的待加工金属丝100输送并捋直,旋转驱动电机与plc控制器相连并受其控制。
23.横向平移驱动机构14包括横向平移气缸142和横向直线导轨143,横向平移气缸142和横向直线导轨143均固定于机架200上,横向平移气缸142的活塞杆和横向直线导轨143的滑块均与横向平移板141连接,需要进行自动成圈操作时,横向平移气缸142的活塞杆伸出,驱动横向平移板141平移,使得位于出丝部15的金属丝100被移送至成圈圆轴21上,并且金属丝裁剪机构5靠近成圈圆轴21,待非封闭式的圈体成型,金属丝被裁切断开后,横向平移气缸142的活塞杆缩回,驱动横向平移板141平移,使得金属丝裁剪机构5远离成圈圆轴21,以便于后续的金属卡箍成型加工操作,横向平移气缸142通过气泵与plc控制器相连并受其控制。
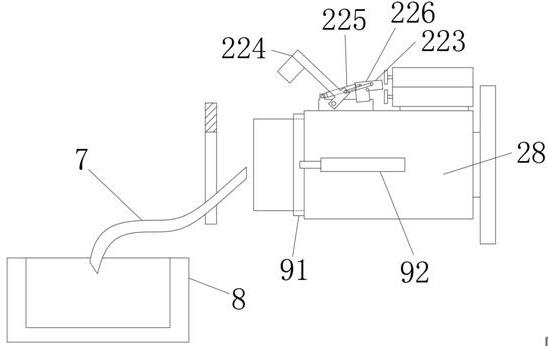
24.在本实施例中,如图5、图6和图7所示,金属丝成圈机构2包括成圈圆轴21、金属丝压紧装置22和第一金属丝顶压装置23,金属丝压紧装置22还包括安装套28、第二旋转驱动装置25、第一气缸221、第二气缸222、连杆226、伸缩弹簧225、l型活动杆223和呈卧式状态的t型活动杆224,成圈圆轴21的后端部安装于安装套28的圆孔中,第二旋转驱动装置25与成圈圆轴21的后端部连接,安装套28上固定有安装座227;第一气缸221、第二气缸222上下堆叠设置,并安装于安装套28的后端;t型活动杆224的横向部一端与安装座227的前端销轴铰接,t型活动杆224的纵向部端部位于成圈圆轴21的前端部上方,t型活动杆224的纵向部端部设置有压紧块29,l型活动杆223的纵向部下端销轴铰接于安装座227的后端,l型活动杆223的纵向部端部与第一气缸221的活塞杆对应,l型活动杆223的横向部端部与第二气缸222的活塞杆对应,连杆226的两端分别销轴铰接于t型活动杆224的横向部另一端和l型活动杆223的纵向部上端,伸缩弹簧225的两端分别销轴铰接于安装座227前端和l型活动杆
223的纵向部下端,脱料驱动装置92固定于安装套28上;其中,第二旋转驱动装置25包括伺服电机251、第二主动齿轮252和第二从动齿轮253,伺服电机251固定于外壳300的内壁上,第二主动齿轮252套接固定在伺服电机251的转轴上,第二从动齿轮253与成圈圆轴21的后端部固定,第二主动齿轮252和第二从动齿轮253相互啮合,伺服电机251工作通过齿轮传动控制成圈圆轴21进行旋转;伺服电机251与plc控制器相连并受其控制,第一气缸221和第二气缸222通过气泵与plc控制器相连并受其控制。其结构设计巧妙,并且在金属丝100进行压紧时更加稳定可靠,并且压紧和松开的效率较高,伺服电机251和安装套28均固定在外壳300上。
25.基于上述,经捋直并输送的金属丝置于成圈圆轴21的外周面上后,伸缩弹簧225处于压缩状态下,连杆226、伸缩弹簧225、l型活动杆223的横向部和t型活动杆224的纵向部均处于横向水平状态,此时压紧块29压紧于成圈圆轴21上的金属丝上,成圈圆轴21旋转,对持续输送的金属丝沿成圈圆轴21的圆周面进行初步折弯呈半圆弧状金属丝后停止旋转。
26.优选地,第一金属丝顶压装置23包括第一顶压块231和驱动第一顶压块231平移的第一平移驱动装置232,第一平移驱动装置232驱动第一顶压块231动作将成圈圆轴21上的圆弧形状金属丝中部压紧,成圈圆轴21旋转,同时金属丝输送机构1再次启动持续输送金属丝,对延续输送的金属丝沿成圈圆轴21的圆周面进行折弯圆弧,并与初步折弯呈半圆弧状金属丝相结合而形成非闭环式的圈体。其结构设置在压紧状态进行成圈折弯,使得成圈稳定可靠,且效果更佳,提升金属卡箍品质。第一平移驱动装置232采用平移驱动气缸,平移驱动气缸通过气泵与plc控制器相连并受其控制。
27.在本实施例中,金属丝裁剪机构5裁切时临近成圈圆轴21,裁切完成后远离成圈圆轴21,其具体包括固定剪体55、活动剪体54、板体51、第一升降驱动气缸52、第一竖直导轨56和竖直滑移块53,板体51固定于安装板11上,第一升降驱动气缸52、第一竖直导轨56分别呈竖直状固定在板体51上,竖直滑移块53固定于第一竖直导轨56的滑块上,活动剪体54固定于竖直滑移块53上,固定剪体55固定在板体51上,第一升降驱动气缸52的活塞杆通过连接板57与竖直滑移块53固定相连,固定剪体55上设置有v型槽551,活动剪体54包括与v型槽551位置对应的剪切部541,第一升降驱动气缸52通过气泵与plc控制器相连并受其控制,如图2所示。
28.基于上述,待输送的金属丝100置于固定剪体55上输送,且活动剪体54动作对非闭环式的圈体一端部与待输送金属丝之间的裁切部进行裁切;裁切时,第一升降驱动气缸52驱动竖直滑移块53下移,使得活动剪体54的剪切部541对金属丝100进行快速裁切,以提升工作效率。
29.在本实施例中,缠绕机构3包括第一旋转驱动装置31和夹持装置32,成圈圆轴21旋转使非闭环式的圈体上两根呈相互交叉的缠绕体501位于夹持装置32的两夹爪之间,待夹持装置32的两夹爪闭合,第一旋转驱动装置31驱动夹持装置32旋转,使两根相互交叉的缠绕体501缠绕而形成竖直状的麻花部502,以形成闭环式的圈体,如图9所示,同时第一金属丝顶压装置23退开远离闭环式的圈体;其结构设置实现自动化进行麻花部502缠绕,提升生产效率,并且夹持装置32采用气动夹爪,气动夹爪通过气泵与plc控制器相连并受其控制,第一旋转驱动装置31采用旋转伺服电机,旋转伺服电机与plc控制器相连并受其控制。
30.优选地,缠绕机构3还包括伺服驱动电机33、旋转盘34、升降导轨35、升降杆37和联
动杆39,升降杆37滑动式安装于升降导轨35上,升降杆37上固定有升降板38,升降板38上固定有第一旋转驱动装置31,旋转盘34固定于伺服驱动电机33的转轴上,升降杆37的下端与联动杆39的一端销轴铰接,联动杆39的另一端与旋转盘34的偏心部销轴铰接;其中,升降导轨35为导向管,升降杆37插入导向管内,并且导向管上设置有长形孔36,升降板38上的连接部贯穿长形孔36后与升降杆37焊接固定,伺服驱动电机33通过气泵与plc控制器相连并受其控制。
31.当需要进行麻花部502缠绕时,伺服驱动电机33工作进行驱动旋转盘34旋转,促使联动杆39动作而进行驱动升降杆37动作,使得气动夹爪下降靠近成圈圆轴21上的非封闭式圈体,当非封闭式圈体上两根相互交叉的缠绕体501置于气动夹爪的两夹爪之间,气动夹爪闭合并旋转进行缠绕,缠绕完成后,伺服驱动电机33工作进行再次驱动旋转盘34旋转,使得气动夹爪上升远离成圈圆轴21,以便于后续的麻花部502端部剪切及折弯操作。
32.如图3所示,剪切机构4包括两个活动剪刀430,成圈圆轴21旋转将闭环式的圈体的麻花部502端部输送至两个活动剪刀430之间,且两个活动剪刀430动作对麻花部502端部进行剪切,剪切完成后成圈圆轴21再次旋转,将裁切后的麻花部502输送至与远离闭环式圈体的第一金属丝顶压装置23对应,此时第一金属丝顶压装置23动作将竖直状麻花部502顶压呈卧式状态,进而形成金属卡箍;其结构设置对麻花部502端部剪切齐平,使得金属卡箍外观美观,防止人工抓手时麻花部502上开叉的金属丝端部划伤。
33.如图6所示,脱料机构9,其包括套于成圈圆轴21上的脱料套91和脱料驱动装置92,脱料驱动装置92驱动脱料套91平移,使成圈圆轴21上的金属卡箍从成圈圆轴21上脱落而下料,其结构设置实现自动脱料,提升工作效率,为了落料时,精准落入料盒8内,可在成圈圆轴21的前端面处设置有落料引导杆7和落料挡板6,落料引导杆7的下方设置有料盒8,落料引导杆7贯穿落料挡板6的长形通孔61,金属卡箍被脱出后,经落料引导杆7进入至料盒8,使得落料收集可靠,脱料驱动装置92采用脱料气缸,脱料气缸与plc控制器相连受其控制。
34.在本实施例中,金属丝成圈机构2包括还包括第二金属丝顶压装置24,第二金属丝顶压装置24位于第一金属丝顶压装置23下方,第二金属丝顶压装置24在麻花部502形成前及麻花部502推压呈卧式结构前动作;第二金属丝顶压装置24包括第二顶压块242和驱动第二顶压块242平移的第二平移驱动装置241,第二平移驱动装置241驱动第二顶压块242动作将成圈圆轴21上的圆弧形状金属丝压紧,以便于将两根缠绕体501进行呈麻花状缠绕成型,提升设备使用性能,第二平移驱动装置241也采用平移驱动气缸,平移驱动气缸通过气泵与plc控制器相连并受其控制,第一平移驱动装置与第二平移驱动装置通过支架固定于机架200上。
35.在本实施例中,剪切机构4还包括第二升降驱动气缸41、第二竖直导轨42和自动剪刀43,第二升降驱动气缸41的活塞杆与自动剪刀43连接,第二竖直导轨42的滑块与自动剪刀43固定,第二升降驱动气缸41固定于机架200的安装孔201内;优选地,如图8所示,自动剪刀43包括壳体431、第三升降驱动气缸434、张力弹簧437和锥形圆台体435,两个活动剪刀430的中部分别销轴铰接与壳体431的上内腔432中,第三升降驱动气缸434固定于壳体431的下内腔433中,锥形圆台体435位置两个活动剪刀430的下端之间,锥形圆台体435的锥形面与两个活动剪刀430的下端接触,张力弹簧437的两端分别与两个活动剪刀430上部连接;第二升降驱动气缸41和第三升降驱动气缸434通过气泵与plc控制器相连并受其控制。
36.当麻花部502位于两个剪刀上方后,第二升降驱动气缸41驱动自动剪刀43上升,使得麻花部502端部位于两个活动剪刀430的刀刃部436之间,此时第三升降驱动气缸434的活塞杆伸出,驱动锥形圆台体435上升,达到两个活动剪刀430的刀刃部436闭合,从而对麻花部502的端部进行裁切,裁切后麻花部502端部齐平。
37.综合上述的详细金属卡箍成型步骤如下:1、需要进行自动成圈操作时,横向平移气缸142的活塞杆伸出,驱动横向平移板141平移,使得位于出丝部15的金属丝被移送至成圈圆轴21上,并且金属丝裁剪机构5靠近成圈圆轴21。
38.2、经捋直并输送的金属丝置于成圈圆轴21的外周面上后,第一气缸221的活塞杆伸出推动l型活动杆223的纵向部端部,使得伸缩弹簧225处于压缩状态下,连杆226、伸缩弹簧225、l型活动杆223的横向部和t型活动杆224的纵向部均处于横向水平状态,如图5和图6所示,此时压紧块29压紧于成圈圆轴21上的金属丝100上,压紧后第一气缸221的活塞杆缩回,并在伸缩弹簧225的张紧力作用下使得在无气缸顶压情况下压紧块29始终压紧于成圈圆轴21上的金属丝上,然后成圈圆轴21顺时针旋转,同时金属丝输送机构1持续输送金属丝100,对输送的金属丝沿成圈圆轴21的圆周面进行初步折弯呈半圆弧状金属丝后停止旋转。
39.3、第一平移驱动装置232驱动第一顶压块231动作将成圈圆轴21上的圆弧形状金属丝中部压紧,成圈圆轴21再次顺时针旋转,同时金属丝输送机构1再次启动持续输送金属丝,对延续输送的金属丝在第一顶压块231压紧的状态下,沿成圈圆轴21的圆周面进行折弯圆弧,并与初步折弯呈半圆弧状金属丝相结合而形成非闭环式的圈体。
40.4、第一升降驱动气缸52驱动竖直滑移块53下移,使得活动剪体54的对非闭环式的圈体一端部与待输送金属丝之间的裁切部金属丝进行快速裁切,裁切完成,横向平移气缸142的活塞杆缩回,驱动横向平移板141平移,使得金属丝裁剪机构5远离成圈圆轴21,以便于后续的金属卡箍成型加工操作。
41.5、麻花部502缠绕时,伺服驱动电机33工作进行驱动旋转盘34旋转,使得气动夹爪下降靠近成圈圆轴21上的非封闭式圈体,成圈圆轴21又一次顺时针旋转,使得非闭环式的圈体上的两个相互交叉的缠绕体501位于气动夹爪的两个夹爪之间,此时,第二平移驱动装置241驱动第二顶压块242动作将成圈圆轴21上的圆弧形状金属丝压紧,气动夹爪闭合并旋转进行缠绕,缠绕完成后,伺服驱动电机33工作进行再次驱动旋转盘34旋转,使得气动夹爪上升远离成圈圆轴21,并且,第一顶压块231和第二顶压块242也被驱动远离封闭式圈体,以便于后续的麻花部502端部剪切及折弯操作。
42.6、成圈圆轴21逆时针旋转,使麻花部502位于两个剪刀上方后,第二升降驱动气缸41驱动自动剪刀43上升,使得麻花部502端部位于两个活动剪刀430的刀刃部436之间,此时第三升降驱动气缸434的活塞杆伸出,驱动锥形圆台体435上升,达到两个活动剪刀430的刀刃部436闭合,从而对麻花部502的端部进行裁切,裁切后麻花部502端部齐平。
43.7、麻花部502端部剪切完成后成圈圆轴21再次逆时针旋转,将裁切后的麻花部502输送至与远离闭环式圈体的第一金属丝顶压装置23上的第一顶压块231对应,此时第一顶压块231被驱动动作将竖直状麻花部502顶压呈卧式状态,进而形成金属卡箍。
44.8、第二气缸222的活塞杆伸出推动l型活动杆223的横向部端部,使得l型活动杆223和t型活动杆224在伸缩弹簧225张力的作用下发生旋转,致使连杆226、伸缩弹簧225、l
型活动杆223和t型活动杆224均处于倾斜状态,如图7所示,此时压紧块29远离金属卡箍,第二气缸222的活塞杆迅速缩回,在伸缩弹簧225张力的作用下保持压紧块29远离金属丝,然后脱料气缸的活塞杆伸出推动脱料套91平移,使成圈圆轴21上的金属卡箍从成圈圆轴21上脱落而下料,并在落料引导杆7的情况下进入至料盒8,其中伸缩弹簧225与连杆226相互错位设置,以避免在动作时发生干涉。
45.上述中的固定通过实际情况选择焊接或螺栓固定。
46.本发明不局限于上述最佳实施方式,任何人在本发明的启示下都可得出其他各种形式的产品,但不论在其形状或结构上作任何变化,凡是具有与本技术相同或相近似的技术方案,均落在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1